Product Overview
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Threaded Fasteners
Threaded Fasteners Introduction If you are designing and building a Formula SAE vehicle, threaded fasteners will likely be used to join the various components and systems together and allow the vehicle to function as a unified machine. The reliability of your vehicle is key to realize your potential at the competition. Even though threaded fasteners have been in use for hundreds of years and are in products that we use every day, their performance is dependent on a wide range of factors. This chapter covers some of the main factors that can influence reliability and is intended as an aid in joint design, fastener selection, and installation. The first portion of this chapter covers several design and installation factors that can work together to improve the reliability of your vehicle’s bolted joints. These topics include, the importance of generating and maintaining clamp load, and how clamp load, along with joint stiffness, can work together to prevent self-loosening and improve fatigue performance. The second portion of this chapter reviews how installation method and torque are related to clamp load, and also includes a comparison between common fastener types to aid in selection. The chapter concludes with a short tutorial showing how to obtain Mil Spec information on fasteners and similar hardware. Disclaimer – Multiple factors on each component in a bolted joint affect its performance. Additionally, service requirements for every joint differ. Each joint must be evaluated and tested for its ability to perform the desired function. The information in this chapter provides general background and does not represent how a specific design or piece of hardware will perform. -

Maclean ESNA's Catalog
611 COUNTRY CLUB ROAD POCAHONTAS, ARKANSAS 72445 SALES: 1-(800)-331-6469 FAX: 1-(870)-892-8938 WWW.MACLEANFOGGCS.COM 1 The ESNA® story began in 1927, when a young engineer named Carl Arthur Swanstrom came to this country from Sweden. He brought with him a license to manufacture and sell a unique new self-locking fastener. The Inventor called the new fastener an “Elastic Stop® nut” because the nut remained “stopped” anywhere along the bolt threads. A non-damaging insert, fitted into the top of the nut, gripped the bolt threads firmly, holding the nut in position without seating against the work or using secondary locking devices. The only problem with the new nut was the inability to mass-produce them. The next few years were spent perfecting an automatic assembly machine to insert the locking device into the top of the nut. Swanstrom perfected the machine in the early 1930s and only four years later the Elastic Stop® Nut Corporation of America was founded. A threaded fastener, able to positively resist the loosening effect of vibration, had long been sought by manufacturers of every type of equipment. The Elastic Stop® nut proved to be the answer — totally reliable, able to reduce maintenance costs and prevent equipment failure. The outstanding performance of the Elastic Stop® nut was further substantiated in 1943 when the Air Force tested and issued the first approval letter to use ESNA® fasteners on military aircraft, both fuselage and engines. During WWII billions of Elastic Stop® nuts were produced for every branch of the armed services. -
Fastener Design Manual
. _- NASA 'Reference Publication 1228 March 1990 Fastener Design Manual Richard T. Barrett . , :. ? . ,' - ' ' - "'".'-*'" _,'" ' "l ......... ' " • ' ¢ ",;L, NASA Reference Publication 1228 1990 Fastener Design Manual Richard T. Barrett Lewis Research Center Cleveland, Ohio National Aeronautics and Space Administration Office of Management Scientific and Technical Information Division ERRATA NASA Reference Publication 1228 Fastener Design Manual Richard T. Barrett March 1990 The manual describes various platings that may be used for corrosion control including cadmium and zinc plating. It does not mention outgassing problems caused by the relatively high vapor pressure of these metals. The fastener manual was intended primarily for aeronautical applica- tions, where outgassing is typically not a concern. Issued June 17, 2008 Summary ........... ..... ............. ..... ..... ..... ................................ ..... ....... ....... ............. 1 Introduction ... .................. .......... ..... ..... ..... ..... ..... .......... ............ ..... ....... ............... 1 General Design Information Fastener Materials .... ........ ..... ..... ..... ..... ...................... .......... ............ ............ ..... .. 1 Platings and Coatings ... ..... ..... .......... ..... ..... ..... ..... ................. ..... ............ .............. 1 Thread Lubricants ... ....................... ...................... .......... ................. ....... ..... ..... .... 4 Corrosion ........ ..... .................. ..... .... -

Und Die Verbindung Stimmt
▪ Zollschrauben ▪ Schnellverschlüsse ▪ Luftfahrt-Normteile ▪ Spannverschlüsse ▪ MS-NAS-AN Hardware ▪ Gewindeeinsätze GmbH ... und die Verbindung stimmt MS-NAS-AN HARDWARE - LUFTFAHRTNORMTEILE 002 INHALTSVERZEICHNIS INDEX AN-MS-NAS HARDWARE 003 ESNA WRENCHABLE NUTS ���������������������������������������������������������������������004 ESNA Anchor NUTS ���������������������������������������������������������������������������������012 National Aerospace Standard ���������������������������������������������������������������018 Air Force/Navy Aeronautical �����������������������������������������������������������������059 Military Standard Retaining Rings & Lockwasher �����������������������������076 Military Standard Begriffe & Definitionen ������������������������������������������077 Military Standard Materialien ���������������������������������������������������������������078 Military Standard �������������������������������������������������������������������������������������080 AN-MS-NAS HARDWARE 003 ESNA WRENCHABLE NUTS 004 ESNA WRENCHABLE NUTS ESNA WRENCHABLE NUTS LH7644 HEX, THIN, STRUCTURAL, SHEAR 1/2-20 thru 1 1/2-12 to 450°F. LH12284 HEX, LOW HEIGHT STRUCTURAL, SHEAR, 80.000 PSI 1/2-20 thru 1 1/4-12 to 450°F. NAS1757 1801 HEX, FULL HEIGHT 4-40 thru 3/4-16 to 450°F. AN363, MS20365, MS21045, NAS1021 1802 HEX, HIGH TEMPERATURE 8-32 thru 1/2-20 to 1200°F. MS20500 1803, SM1813 HEX, FULL HEIGHT 4-40 thru 5/8-18 to 450°F and 800°F. AN363, MS20365, MS21045, MS21046, NAS1021 Z1200 HEX, HIGH TEMPERATURE 00 thru 00 to 1200°F. ESNA WRENCHABLE NUTS 005 ESNA WRENCHABLE NUTS NE4717 HEX, THIN, CASTELLATED, SELF-LOCKING 10-32 thru 1-12 to 250°F. MS17826 NE4753 HEX, FULL, CASTELLATED, SELF-LOCKING 10-32 thru 1-12 to 250°F. MS17825 NE8235 HEX, CASTELLATED, C‘BORED, SELF-LOCKING, CAPTIVE WASHER 10-32 thru 1-12 to 250°F. MS21224 NE9106 HEX, CASTELLATED, C‘BORED, SELF-LOCKING, STEEL, CAPTIVE WASHER 10-32 thru 5/8-18 to 250°F. E9868 REDUCED HEX, FULL, LIGHTWEIGHT, CASTELLATED, SELF-LOCKING 10-32 thru 1-12 to 450°F. -

Includes the New 2015 AB Clip Assortment! © 2013 Wurth USA, Inc
WURTH USA ASSORTMENTS Includes the new 2015 AB Clip Assortment! Revision 06/2015 - Assortment Book_Art. #1STA30797 © 2013 Wurth USA, Inc. ASSORTMENTS Revision 06/2015 - Assortment Book_Art. #1STA30797 © 2013 Wurth USA, Inc. ASSORTMENT INDEX Description Art. # Page Description Art. # Page 8.8 Hex Bolt (Zinc Plated) - Metric 196400004 17 Fuses - Max/Mini Blade 196417312 61 196460201 - Fuses - Mini Blade 196417311 61 A/B Clip Assortment 4 - 9 196460212 Fuses - Regular Blade 196417310 60 AC Orifice Tube 1964176474 65 Grade 5 SAE Zinc Hardware 19651071 86 Aluminum Sealing Ring 19640463 24 Grade 5 USS Zinc Hardware 19651072 87 Battery Terminal w/ Solder Slugs & Heat Shrink 196405572 59 Grade 8 SAE Yellow Hardware 19651075 85 Battery Terminal w/ Solder Slugs & Heat Shrink 19641510 59 Grade 8 USS Yellow Hardware 19651076 84 Black Tie Strap 196415021 63 Grade 8.8 European Yellow Metric Starter 196500570 82 Black Tie Strap - Assorted w/Rack 196415022 63 Grade 8.8 European Zinc Metric Hardware 19650057 81 Brass Air Brake Fitting 196488401 72 Grade 8.8 ISO (Japanese) Zinc Metric Hardware 19650060 83 Brass Fitting 196488402 73 Grease Fitting - Metric 19640986 73 Brass Push to Connect D.O.T. Air Brake Fittings 196488501 72 Grease Fitting Metric & Standard 19640986 75 Bulb - Domestic & Japanese 19641721 56 Hardware (Zinc Plated) - Metric 19640057 11 Bulb - Duratek Master 196417201 58 Hex Bolt - EURO/SO Metric 196400005 13 Bulb - European 19641720 57 Hex Nut - Metric 19640317 20 Copper Sealing Ring 19640460 24 Hex Nut USS/SAE Zinc 1964033031 41 Cotter -

Body Shop Fasteners
BSF-712 QUALITY BODY PRODUCTS SHOP FASTENERS QUALITY PRODUCTS PRODUIT DE QUALITE INTERIOR EXTERIOR INTERIEUR EXTERIEUR ATTACHES A CARROSSERIE H. Paulin & Co., a division of The Hillman Group Canada ULC Toronto, Canada M1L 4N3 www.hpaulin.com www.hpaulin.com INDEX Name Page Name Page BOLTS GM........................................................................ 30-32 Misc. Bolts ................................................................. 20 Interior Retainers. Imported Brands Body Bolts (Inch & Metric).................................... 17-20 BMW..................................................................... 34 Bumper Bar Bolts (Inch & Metric)....................... 15-17 Honda.................................................................. 34-35 Hyundai.............................................................. 36 KIA........................................................................ 36 Lexus.................................................................... 36 BUSHINGS Mazda.................................................................. 36-37 Door Hinge Bushings............................................. 75 Mersedes-Benz................................................. 37 Mitsubishi.......................................................... 37 CLIPS Nissan.................................................................. 38 ‘T’ Bolt Clis (Inch)...................................................... 21 Toyota.................................................................. 39 Moulding Clips & Retainers................................. -

Body Shop Fasteners Attaches À Carrosserie
AN INTRODUCTION TO... BODYBODY SHOPSHOP FASTENERSFASTENERS AATTTTACHESACHES ÀÀ CARROSSERIECARROSSERIE …UNE INTRODUCTION. For a full listing of Papco® Body Shop Fasteners, please refer to our current catalogue or visit our website to download a PDF version. SPEED CLIPS & NUTS BUMPER BAR BOLTS WEATHERSTRIP FASTENERS ‘PALNUTS’ ‘CONELOK’ LOCKNUTS ANCHOR NUTS & CLIPS RETAINERS LICENCE PLATE BOLTS PLUG BUTTONS ‘PUSHNUT’ METRIC MOULDING BOLTS & CLIPS SHIMS FASTENERS RIVETS HINGE PINS & BUSHINGS ‘U’ NUTS (MULTI & SINGLE THREADS) GLASS SHOP FASTENERS BLIND WELL NUTS BODY BOLTS TRIM FASTENERS SERT-A-NUTS FLAT TYPE SPEED NUTS ÉCROUS TENIR TYPE FRAISÉE 240 Series Used with machine screws and sheet metal screws. One piece, heat treated spring steel self-locking fastener. The original equipment fastener used on headlights, radiators, moulding, trim, gravel deflectors, ornaments, emblems, name plates, etc. FLAT TYPE ORDER BY STOCK NUMBER Standard Package: Contains 100 Pieces 240-089 240-091 240-120 240-108 240-100 240-101 240-159 240-127 ILLUSTRATIONS ARE APPROXIMATE Dimensions Stock No. Screw Size Other No. Application A x B x T 240-089 6-32 1/2 x 5/16 x .017 2089 General Purpose. 240-091 6-32 7/8 x 1/2 x .017 1898 Chrysler products garnish moulding ornament. 240-100 8-32 1/2 x 5/16 x .017 2091 General Purpose. 240-101 8-32 7/8 x 1/2 x .017 1899 Chrysler products radiator and trunk medallion. 240-120 10-24 3/4 x 7/16 x .022 2092 General Purpose. 240-159 1/4-20 1 x 9/16 x .027 1903 General Purpose. -

HARDWARE AIRCRAFT WASHERS Are Easily Recognized
HARDWARE AIRCRAFT WASHERS are easily recognized. They are those thin looking and capable of withstanding high tension loads. The standard washer is 1/16 inch thick and is avail - nuts, and they are used most often with clevis bolts. Be careful when using a castle nut on a clevis bolt able in two types for each of the most commonly Never use shear nuts where the installation is sub - in the control system where rudder pedals or other used bolt diameters. The smaller diameter washer jected to tension loading. linkage might interfere with other parts. Cotter pins is known as the AN960, and the larger diameter SELF-LOCKING NUTS & have a way of snagging. washer, the AN970. The larger washer is often NUT SAFETY FEATURES TORQUING called a wood washer because it is used most fre - All nuts/bolt installations in your aircraft should have Except as a last resort, do not torque a bolt by turn - quently against wood surfaces to provide a larger some safety features to prevent their loosening in ing it. bearing surface. service. Methods employed include the self-locking Tighten or torque castellated nuts as you would any Plain washers are used in bolt installations to pres - nuts, cotter-key combinations, jam nuts, lock wash - other standard nut. If the slots and cotter pin hole in ent a smooth level bearing surface for either the bolt ers, palnuts, and still found in primitive areas, peen - the bolt will not line up for safetying, tighten the nut head or nut - sometimes both. Use a washer under ing of the bolt end with a hammer. -

2019 PRODUCT CATALOG at S&R Fastener Company, Our Objective Is to Provide Our Customers with the Highest Quality Products and Services at the Fairest Prices
AUTOMOTIVE CLIPS SAFETY ITEMS CABINETS FASTENERS CAR DETAILING FUSES ABRASIVES TIRE REPAIR RIVETS DRAIN PLUGS/GASKETS WHEEL WEIGHTS TAPES DRILL BITS MINIATURE LAMPS AIR HOSE ELECTRICAL ITEMS BUMPER BOLTS AND SO MUCH MORE ! 2019 PRODUCT CATALOG At S&R Fastener Company, our objective is to provide our customers with the highest quality products and services at the fairest prices. This is backed by a professional sales force and professional office, warehouse, manufacturing and research/development staffs, which when combined, result in an unbeatable team to serve our customers needs. Let us know how we can help you. S & R Fastener Co., Inc. P.O. Box 849 San Antonio, FL 33576 Toll Free Phone: 877-773-2276 Toll Free Fax: 866-299-3563 Visit us online at: www.srfast.com S & R Fasteners reserves the right not to be responsible for the topicality, correctness, completeness or quality of the information provid- ed and reserves the right to change or correct information in this catalog without prior announcement. For the most updated information or to place an order online, please go to www.SRFast.com Also available from S & R Fastener Co., Inc.! International Epoxies and Sealers! A U.S. Manufacturer of Adhesives, Sealants, Foams, Coatings and Specialty Products. Seam Sealers Plastic Repair Panel Bonders Automotive Foams Coatings Attachment Tapes Service Aids Primers www.useies.com ALPHABETICAL INDEX A D AC Parts ............................................. 7 Detail Supplies.................................... 42 Abrasives ............................................ 38 Disinfectant Spray .............................. 15-4 Absorbent Pads ..................................15-5, 41-6 Door Hinge Pins, Bushing, Kits .......... 12 Acura/Honda Fastener Section .......... 22 Drain Plugs/Gaskets ...........................5 Acid Brushes ..................................... -
S9086-Cj-Stm-010/Ch-075R2 Revision 2
S9086-CJ-STM-010/CH-075R2 REVISION 2 NAVAL SHIPS’ TECHNICAL MANUAL CHAPTER 075 FASTENERS THIS CHAPTER SUPERSEDES NSTM CHAPTER 075 DATED 15 SEPTEMBER 1997 DISTRIBUTION STATEMENT A: APPROVED FOR PUBLIC RELEASE; DISTRIBUTION IS UNLIMITED. PUBLISHED BY DIRECTION OF COMMANDER, NAVAL SEA SYSTEMS COMMAND 1 DEC 1997 TITLE-1 @@FIpgtype@@TITLE@@!FIpgtype@@ S9086-CJ-STM-010/CH-075R2 Certificaton Sheet TITLE-2 S9086-CJ-STM-010/CH-075R2 TABLE OF CONTENTS Chapter/Paragraph Page 075 FASTENERS ....................................... 75-1 SECTION 1. INTRODUCTION TO THREADED FASTENERS ................. 75-1 075-1.1 SCOPE ........................................... 75-1 075-1.1.1 GENERAL. .................................... 75-1 075-1.1.2 REFERENCE DOCUMENTS. .......................... 75-1 075-1.2 GENERAL ......................................... 75-2 075-1.2.1 USING FASTENERS. .............................. 75-2 075-1.2.2 FASTENER MAINTENANCE PRACTICES. ................. 75-3 075-1.2.3 HI SHOCK. .................................... 75-3 075-1.2.4 GLOSSARY OF TERMS. ............................ 75-4 SECTION 2. IDENTIFICATION OF FASTENERS ......................... 75-7 075-2.1 GENERAL ......................................... 75-7 075-2.2 THREAD CLASS, FIT, SERIES, AND DESIGNATION ................ 75-8 075-2.2.1 THREAD CLASSES. ............................... 75-8 075-2.2.1.1 Class 1. ................................ 75-8 075-2.2.1.2 Class 2. ................................ 75-8 075-2.2.1.3 Class 3. ................................ 75-8 075-2.2.1.4 Class 5. ................................ 75-8 075-2.2.2 THREAD FIT. ................................... 75-8 075-2.2.2.1 Class 1, 2, and 3 Fit. ........................ 75-8 075-2.2.2.2 Class 5 Fit. .............................. 75-9 075-2.2.3 THREAD SERIES. ................................ 75-9 075-2.2.3.1 UNC (Coarse Thread) Series. -

Fastener Facts
PDHonline Course S247 (2 PDH) Fastener Facts Instructor: Semih Genculu, P.E. 2012 PDH Online | PDH Center 5272 Meadow Estates Drive Fairfax, VA 22030-6658 Phone & Fax: 703-988-0088 www.PDHonline.org www.PDHcenter.com An Approved Continuing Education Provider www.PDHcenter.com PDH Course S247 www.PDHonline.org Course Content Although selection of bolts, nuts and washers may appear as a difficult task, in reality it is quite simple as long as factors such as operating temperature, service environment, corrosion, vibration, initial clamping load (torque) and cyclic loading (fatigue) are carefully considered. If the main function for the fastener is strength, then steel is probably the most appropriate type to use. If the service environment is corrosive, then either steel with a protective coating or stainless steel or a nonferrous alloy should be considered. If magnetic permeability is important then an austenitic stainless steel, aluminum or copper alloy should be used. If high electrical conductivity is needed, aluminum or copper fasteners can be used. For weight saving situations aluminum is the main solution. If high strength is coupled with weight consideration, as in aerospace applications, then titanium may have to be selected. For high and low temperature service stainless steels or superalloys (with high alloying additions of nickel, molybdenum, cobalt, vanadium etc.) should be utilized. Fastener Materials Bolts can be made from many different materials but most are carbon, alloy or stainless steel. Titanium and nickel alloy bolts are also used in aerospace applications. Carbon steel is the most common fastener material. Steels are usually zinc plated (galvanized) to resist corrosion. -
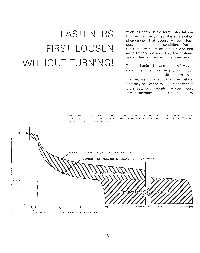
Fasteners First Loosen Without Turning!
"Settling down" is the term ESNA labora- FASTENERS tory people use to describe a relaxation phenomenon that occurs at room tem- perature under static conditions. During the first few hours after a nut and bolt FIRST LOOSEN are tightened on an arbor, the fastener system has lost some of its pre-stress. WITHOUT TURNING! The mechanical fits and finishes involved determine to a great extent how much initial clamping load will be lost. With precise, well-finished parts, this relaxa- tion may be limited to 2 or 3 per cent of pre-stress. With rough surfaces, loose thread tolerances and lack of squareness, Schematic of all-metal fastener testing histories shows how bolt tension is lost first in the static condition and then, more rapidly, after vibration begins. The nut turns at a critical tension level. INITIAL BEST AIRCRAFT -QUALITY FASTENERS POOREST COMMERCIAL - QUALITY FASTENERS NUT DOES NOT TURN CRITICAL F _J 0 w NUT ROTATES O FAILURE RANGE STATIC VIBRATION TESTING 13 Aircraft Technical Book Company http://www.ACTechbooks.com (800) 780-4115 (970) 887-2207 as much as 10 per cent of the original twisted during tightening. loading may be lost. When a retightened fastener system is This stress relaxation is analogous to subjected to a vibration test, loss of high-temperature creep. We suppose that clamping force continues, but at a rate it involves a gradual adjustment as local- much slower than occurred initially. The ized zones stressed beyond the yield point nut does not turn on the bolt while that transfer load to adjacent metal. Another is happening.