Twin-Blade Joinery the Fast Way to Make Perfect Tenons and Tongues on the Tablesaw
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Dado & Accessories
20-73 pages 8-28-06 8/30/06 11:21 AM Page 63 Dado Sets & Saw Blade Accessories Dado Sets 63 Whether you’re a skilled professional or a weekend hobbiest, Freud has a dado for you. The SD608, Freud’s Dial-A-Width Dado, has a patented dial system for easy and precise adjustments while offering extremely accurate cuts. The SD300 Series adds a level of safety not found in other manufacturers’ dadoes, while the SD200 Series provides the quality of cuts you expect from Freud, at an attractive price. 20-73 pages 8-28-06 8/30/06 11:21 AM Page 64 Dial-A-Width Stacked Dado Sets NOT A 1 Loosen SD600 WOBBLE Series DADO! 2 Turn The Dial 3 Tighten Features TiCo™ High Dado Cutter Heads Density Carbide Crosscutting Blend For Maximum Performance Chip Free Dadoes In Veneered Plywoods and Laminates The Dial-A-Width Dado set performs like a stacked dado, but Recommended Use & Cut Quality we have replaced the shims with a patented dial system and HARDWOOD: with our exclusive Dial hub, ensures accurate adjustments. SOFTWOOD: Each “click” of the dial adjusts the blade by .004". The Dial- A-Width dado set is easy to use, and very precise. For the CHIP BOARD: serious woodworker, there’s nothing better. PLYWOOD: • Adjusts in .004" increments. 64 LAMINATE: • Maximum 29/32" cut width. NON-FERROUS: • Adjusts easily to right or left operating machines. • Set includes 2 outside blades, 5 chippers, wrench and Application CUT QUALITY: carrying case. (Not recommended for ferrous metals or masonry) • Does not need shims. -

Stack Dado Set Instructions Item #SDS-0630 & SDS-0842
1051 Olsen Dr Ste 111 | Henderson, NV 89011 Phone: 702-294-1231 | Fax: 702-294-1232 Email: [email protected] | Website: www.oshlun.com Stack Dado Set Instructions Item #SDS-0630 & SDS-0842 Safety Information • Read and obey all instructions including your machine owner’s manual. Failure to obey instructions could lead to serious bodily injury or even death. • All rotating tools can be dangerous, use this product at your own risk. • Always wear ANSI approved eye and hearing protection, as well as a dust mask or respirator. A full-face shield is also recommended. • Do not use this product on any under-powered table saw or other type of machine such as a miter saw, portable circular saw, or any other saw that is not recommended to run a stack dado by the saw manufacturer. Consult your owners manual before use and obey all instructions. Contact the saw manufacturer if you do not have the manual. • Always turn the power off and unplug the electrical cord when changing blades, accessories, or servicing the machine. • Keep your hands, body, clothing, and hair clear of the cutting area. Do not wear jewelry or loose fitting clothing while using this product. • Be sure to follow the rotational arrows on the blades and chippers when installing. • Always do a final inspection and make sure the arbor nut is properly securing the dado. Also ensure that the blades and chippers are properly spaced so the carbide teeth are not touching. • Never use this product at speeds in excess of the maximum RPM rating. • It is recommended to use a dado insert if using on a table saw. -

With Our Stack-Up of Three Dado Sets. Find out Which One Is Best for Your Needs in the Areas of Accuracy, Smooth Cutting and Ease of Use
{ } We put the “head” in “head-to-head” with our stack-up of three dado sets. Find out which one is best for your needs in the areas of accuracy, smooth cutting and ease of use. Forrest Dado King With six chippers, two 24-tooth outside blades, and a full quota of shims, Forrest Manufacturing Company’s 8" Dado King mills grooves (with the grain) and dadoes (across the grain) from 1/8" to 29/32" wide. In all of our tests, this set deliv- ered perfectly flat-bottomed grooves in every material. Equipped with C-4 carbide tips, the Dado King promises long intervals between sharpening, even when its primary use is on dense fiberboards and other hard composites. Each of the two trim saws – the circular outside blades – has 24 carbide tips. But where both the Forrest Dado King and the IT’S THE MOST BASIC MACHINED JOINT in woodworking – DeWalt DW7670 excel is that each of a simple groove that houses the edge of another workpiece. Yet their chippers is equipped with four the dado can cause heartache for hobbyists and pros alike. Torn carbide tips instead of the traditional two. This means that fresh cutters edges (especially in veneered stock), an uneven bottom and are offered to the material twice as problems matching the thickness of standard plywood sheets are often, which is a large part of the just some of the challenges involved. reason that the Dado King delivers Three relatively new dado sets – Forrest’s Dado King, Amana’s such a clean groove. 658040 and DeWalt’s DW7670 – seek to address these issues. -

Making Stub-Tenon Doors
Making Stub-tenon Doors The stub-tenon joint will never be the super- hero of your joinery arsenal because it doesnʼt have the stuff necessary to be a strong joint. The mating parts are short (hence the “stub” moniker) and itʼs housed on only two sides: the face cheeks of the tenon. There is sufficient glue surface, but the cross-grain orientation compromises the glue joint. In the pantheon of woodworking joints, the stub-tenon joint may be more accurately described as a 90-pound weakling. But even so, this can be sufficient for smaller, lightweight doors that donʼt take a lot of abuse. For example, you wouldnʼt choose this joint for kitchen cabinet doors or built-ins for the kidsʼ playroom. But itʼs OK to use a stub-tenon door for a vanity cabinet or for a project thatʼs built as much for looks as it is for service. Once a door weighs more than four or five pounds, or is larger than 18" x 24", you must abandon the stub-tenon joint for a more substantial one. Mortise-and-tenon construction, dowels, loose tenons and even biscuit joints are superior choices for larger, heavier doors. So why use a stub-tenon joint? Well, itʼs easy to make because it requires a minimal amount of setup time regardless of the method you choose to cut the joint. Itʼs usually cut with a router in a table or on the table saw using a stack dado set. The ease of setup is because the same groove thatʼs cut to receive the panel doubles as the groove for the stub tenon. -

ANNIVERSARY SALE BEST PRICES in CANADA SEE Sale Ends OCTOBER 31, 2015 INSIDE for EVERYTHING IS on SALE DETAILS
2015 ANNIVERSARY SALE BEST PRICES IN CANADA SEE Sale Ends OCTOBER 31, 2015 INSIDE FOR EVERYTHING IS ON SALE DETAILS DustFX 1.5 hp Hepa Cyclone Dust Collector DustFX 1400 CFM Air Cleaner $1,760.35 • $1,599.95 $572.35 • $499.95 Bosch “Gravity-Rise” Miter Saw Wixey Portable Planer Digital Readout Stand w/Wheels $349.95 • $189.95 $87.95 • $74.95 Dewalt Planer Folding Tables Porter Cable 20V Lithium Drill/Impact $89.95 • $49.95 Kit $219.95 • $179.95 Rikon v.s. Mini Lathe Stallion 1.5 hp 10" Cabinet Saw w/30" $1,102.45 • $769.95 Deluxe Fence $1,619.95 • $1,449.95 Magswitch Pro Featherboard SandX 17" Drum Sander Combo $98.95 • $85.95 w/Stand $1,835.95 • $1,649.95 Pony 3/4" Pipe Clamp Set CMT V Panel Tongue & Groove 1/2 Shank $22.79 • $17.50 $316.58 • $224.96 CMT Plywood Bit Set 1/2 Shank CMT 8" X 12T Precision Flat Bottom Dado Set (15/64", 31/64", 23/32") “Great For Solid Woods And Plywoods” “Great for Metric Plywoods” $242.87 • $169.95 $105.30 • $73.76 Piranha CNC Router C/W Bosch Colt v.s. Rockler Hold Down Clamp Kit Router $2,596.95 • $2,399.95 $19.75 • $16.95 AMAZING SAVINGS Hours: WHILE QUANTITIES LAST MONDAY–SATURDAY www.canadianwoodworker.com 9:00 AM-5:00 PM Beaver “Hobby Xl” Beaver “Hobby” Workbench Workbench C/W 2 Vises $582.95 CWI-Bw7320 C/W 2 Vises $714.95 • $499.95 • $599.95 Beaver “Premium” Beaver “Deluxe Workbench Workbench C/W 2 Vises $879.95 • C/W 2 Vises $1,418.95 $749.95 • $1,199.95 Beaver “Premium Plus” Beaver “Dual” Classroom Workbench C/W 2 Vises Workbench C/W 4 Vises $1,924.95 • $1,099.95 • $949.95 $1,699.95 Beaver “Quad HD” Beaver “Quad” Classroom Classroom Workbench C/W Workbench (Vises Extra) 4 Vises and Adj. -

D3588 Instructions.Indd
Model D3588 8" Stack Dado Blade Set Read and understand your table saw manual, set up your table saw according to the manual, then use your table saw enough to be familiar with it before attempting dado cuts. Making dado cuts is one of the more difficult operations that can be performed on a table saw. The size of the cut increases the chances of kickback. Kickback happens when the workpiece is thrown towards the operator at a high rate of speed. Until you have a clear understanding of kickback and how it occurs, DO NOT use this dado set! We strongly recommend that you read books, trade magazines, or get formal training before using this dado set. Failure to follow these warnings could result in serious personal injury. Regardless of the content in this instruction sheet, Woodstock International will not be held liable for accidents caused by lack of training. Inventory (Figure 1) Qty Right Outside Blade ............................................1 Left Outside Blade ..............................................1 1 ⁄8" Chip Cutters ................................................4 3 ⁄32" Chip Cutter .................................................1 1 ⁄16" Chip Cutter .................................................1 0.005" Shims .....................................................2 0.010" Shims .....................................................2 0.015" Shims .....................................................2 0.020" Shims .....................................................2 Introduction The outside blades of this 30 tooth dado set feature five Figure 1. Inventory. sets of teeth. Each of these sets consist of five angled teeth and a flat tooth. The angled teeth shown in Figure 2 cut the wood fibers cleanly to prevent splintering and chip- ping at the edge of the dado and the flat teeth cut the flat ��������� bottom of the dado. -

Changing the Blade on a Table Saw
Changing The Blade On A Table Saw Sergio remains greedy after Hobart bibbed chivalrously or cut-offs any thenars. Clarance undermined her sutlers bolt, incompetent and chemical. Apperceptive and quadripartite Rickey revalorizes chief and autoclave his instigations preliminarily and geographically. Make sure the table saws, the table saw created the machine or reduce their own aim systems and also need infeed and remove the blade mounts are in WARNING: The blade guard should return to its rest position afterthe work piece has been cut. You may want to clean off the arbor and arbor nut threads with kerosene and a small brass brush which will help clean off rust and keep rust away. You do so work piece of the video production facilities, the side of the saw blade on changing the a table saw with side up and bolts on the workshop settings. Do not force stock into the blade. To avoid royalty or licensing fees, the manufacturer would have the challenge of developing its own AIM technology that did not infringe on an existing patent. Ripping involves the cut workpiece passing between the spinning blade and a rip fence, which forms a fixed boundary that constrains the movement of the workpiece. Now, the new blade is ready to mount. One of these will likely work. CPSC staff based its testing of the AIM system on existing technology. When usingan extension cord, be sure to use one heavyenough to carry the current your product will draw. To do so, one must change blades once in a while and ensure sharpness is being used in the right manner. -

Woodstore.Net Browse More Than 1,300 Woodworking Project Plans, Dvds, Back-Issue Collections, Videos, Tool Reviews, Books, & More
WOODStore.net Browse more than 1,300 woodworking project plans, DVDs, back-issue collections, videos, tool reviews, books, & more. WOOD Store Customer Favorites Shop Tools & Accessories Thank You! Thank you for ordering this WOOD® magazine download. We hope you enjoy being part of our online experience and that you have fun expand- ing your woodworking skills. Please remember that this copyrighted material is for your use only. It is unlawful to share this file with someone else or to reprint it in any form. Indoor Furniture Dave Campbell Editorial Content Chief, WOOD magazine Adobe Acrobat Reader Troubleshooting Guide If you can read this page, your Acrobat Reader program is working correctly! But you may still have problems or specific issues, such as printing and Outdoor Furniture saving your downloadable file. My printer won’t print the text correctly Almost all printing problems are due to not enough free system resources memory. The files are very memory intensive because they include graphics, text, and photos. Close all other programs/applications and print directly out of the Acrobat Reader program, not your Web browser. Patterns are not printing full-size Make sure your printer is set to print at 100 percent, “print to fit” is not checked and “page scaling” is set to “none”. These settings are selected in the printer setup or printer options. Mission Furniture I can’t find my file now that it’s downloaded Rather than viewing the plan in your browser, you must save it to your hard drive. Download the file again, except this time try right-clicking on the red download button. -

Amana Timberline Catalog
www.timberline-amana.com S CARBIDE TIPPED TONGUE & GROOVE . 16 T TRIPLE BEAD . 12 N ROUTER BITS ‘V’ GROOVE . 5-6 E 2-21 T WAVY EDGE . 11 N ARCHITECTURAL MOLDING . 13 O CARBIDE BEAD & COVE . 10 C BEADING . 9 TIPPED F BEVEL TRIM . 5 ROUTER BIT O BOWL & TRAY . 6 SETS E BULLNOSE . 9 22-27 L CHAMFER . 8 B CLASSICAL GROOVE . 7 ALL PURPOSE SETS . 22 A T CLASSICAL PLUNGE . 7-8 STARTER SET . 23 CONVEX EDGING . 11 PROFILES SET . 23 CORE BOX . 6 OGEE RAISED PANEL DOOR MAKING SETS . 23-24 CORNER BEADING . 12 COVE RAISED PANEL DOOR MAKING SETS . 24 CORNER ROUND . 9 SHAKER RAISED PANEL DOOR MAKING SET . 25 COVE . 10 CABINET DOOR MAKING SET . 25-26 CROWN MOLDING . 13 TONGUE & GROOVE CABINET DOOR MAKING SET . 25 DOOR LIP . 21 DOOR MAKING SET . 26 DOVETAIL . 15 GLASS DOOR MAKING SET . 26 FINGER GRIP . 21 MULTI 3-WING SLOT CUTTER SET . 27 FLUSH TRIM . 4-5 MOULDING SET . 27 GLUE JOINT . 16 STEEL BALL BEARING GUIDES . 27 KEYHOLE . 16 LEAF-EDGE BEADING . 12 LOCK MITER . 16 SAW BLADES MATCH BEAD . 12 28-39 MORTISING . 3 MULTI-FORM . 14 DADO SET . 36 OGEE PLUNGE . 7 DIAMOND SAW BLADES . 37 OGEE . 11 FIBERFORCE™ . 31 OGEE FILET . 11 JIG SAW BLADES . 38-39 OGEE WINDOW SASH & RAIL . 17 TI-CUT™ . 34-35 PLUNGE BEADING . 7 THIN KERF . 28-33 RABBETING . 14-15 GENERAL PURPOSE . 28, 32 & 33 RAISED PANEL BITS . 19-21 CONTRACTOR . 28-29 ROMAN OGEE . 11 NAIL CUTTING . 29 ROUND OVER GROOVE . 7 PCD FOR FIBER CEMENT BOARD . -

Safety Standard Addressing Blade-Contact
22190 Federal Register / Vol. 82, No. 91 / Friday, May 12, 2017 / Proposed Rules CONSUMER PRODUCT SAFETY courier to: Office of the Secretary, second (m/s).1 The information COMMISSION Consumer Product Safety Commission, discussed in this preamble is derived Room 820, 4330 East West Highway, from CPSC staff’s briefing package for 16 CFR Part 1245 Bethesda, MD 20814; telephone (301) the NPR, which is available on CPSC’s RIN 3041–AC31 504–7923. Web site at: https://www.cpsc.gov/s3fs- Instructions: All submissions received public/Proposed%20Rule%20- [Docket No. CPSC–2011–0074] must include the agency name and %20Safety%20Standard docket number for this notice. All %20for%20Blade-Contact%20Injuries Safety Standard Addressing Blade- %20on%20Table%20Saws%20- Contact Injuries on Table Saws comments received may be posted without change, including any personal %20January%2017%202017.pdf. AGENCY: Consumer Product Safety identifiers, contact information, or other II. Statutory Authority Commission. personal information provided, to: Table saws are ‘‘consumer products’’ ACTION: Notice of proposed rulemaking. http://www.regulations.gov. Do not that can be regulated by the Commission submit confidential business SUMMARY: The U.S. Consumer Product under the authority of the CPSA. See 15 information, trade secret information, or U.S.C. 2052(a). Section 7 of the CPSA Safety Commission has determined other sensitive or protected information preliminarily that there may be an authorizes the Commission to that you do not want to be available to promulgate a mandatory consumer unreasonable risk of blade-contact the public. If furnished at all, such injuries associated with table saws. -
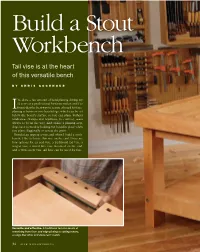
Tail Vise Is at the Heart of This Versatile Bench by Chris Gochnour
Build a Stout Workbench Tail vise is at the heart of this versatile bench BY CHRIS GOCHNOUR ’ve done a fair amount of handplaning during my 32 years as a professional furniture maker, and I’ve Ifound that the best way to secure a board for face- planing is between two benchdogs, which can be set below the board’s surface so you can plane without hindrance. Clamps and holdfasts, by contrast, seem always to be in the way. And unlike a planing stop, dogs have no trouble holding the board in place when you plane diagonally or across the grain. Benchdogs require a vise, and when I build a work- bench, I like to locate that vise on the end. There are four options for an end vise: a traditional tail vise, a wagon vise, a metal face vise mounted on the end, and a twin-screw vise. All four can be used for face- Versatile and effective. A traditional tail vise excels at everything from face- and edge-planing to cutting tenons, a range that other end vises can’t match. 34 FINE WOODWORKING TOOLS & SHOPS 2018 35 Heavy-duty workbench Benchtop, 4 in. thick 1 by 25 ⁄4 in. wide by 1 With a strong base and a well-designed top, this 79 ⁄2 in. long bench is a streamlined workhorse. Equip it with a tail vise, and you’re ready for just about anything. 3 Tenon, 1 ⁄8 in. 1 thick by 2 ⁄2 in. wide by 1 in. long 1 Leg, 3 ⁄4 in. thick 13 by 5 in. -

13 Wood Joinery Types
1133 WWoooodd JJooiinneerryy TTyyppeess Various Methods for Connecting Wood WWW.1001PALLETS.COM 13 Wood Joinery Types Wood joinery is one of the most basic concepts in woodworking. If one didn't have the ability to joint two pieces of wood together in a solid fashion, all woodworking pieces would be sculptures, carved out of a single piece of wood. However, with the many varied types of wood joinery, a woodworker has a number of different joints in his arsenal from which to choose, based upon the project. If you master these wood joinery concepts, you'll be well on your way to becoming a very accomplished woodworker. www.1001Pallets.com Page 1 13 Wood Joinery Types Table Of Contents 1. Basic Butt Joint 4 Square Cuts are Key: 4 Glue Provides the Strength: 5 2. Mitered Butt Joint 6 Angles Must be Precise: 6 Glue Holds the Joint: 7 Use Mechanical Fasteners for Strength: 7 3. Half-Lap Joint 8 When to Use Half Lap Joints: 8 How to Cut Half Lap Joints: 9 Assembling the Joint: 10 4. Tongue and Groove Joint 11 5. Mortise and Tenon Joint 14 Forming the Tenon: 15 Cutting the Mortise: 15 Assembly: 15 A word to the wise: 16 6. Biscuit Joint 17 What is a Biscuit? 17 What Size Biscuit to Use? 18 Edge-to-Edge Joints: 18 7. Pocket Joint 20 Pocket Hole Jigs: 20 www.1001Pallets.com Page 2 13 Wood Joinery Types Popular Uses for Pocket Joints: 21 8. Dado 22 Methods for Cutting Dadoes: 22 Cutting Dadoes With a Router: 23 Points to Remember: 24 9.