Selective Epitaxy of Indium Phosphide and Heteroepitaxy of Indium Phosphide on Silicon for Monolithic Integration
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

TR-499: Indium Phosphide (CASRN 22398-80-7) in F344/N Rats And
NTP TECHNICAL REPORT ON THE TOXICOLOGY AND CARCINOGENESIS STUDIES OF INDIUM PHOSPHIDE (CAS NO. 22398-80-7) IN F344/N RATS AND B6C3F1 MICE (INHALATION STUDIES) NATIONAL TOXICOLOGY PROGRAM P.O. Box 12233 Research Triangle Park, NC 27709 July 2001 NTP TR 499 NIH Publication No. 01-4433 U.S. DEPARTMENT OF HEALTH AND HUMAN SERVICES Public Health Service National Institutes of Health FOREWORD The National Toxicology Program (NTP) is made up of four charter agencies of the U.S. Department of Health and Human Services (DHHS): the National Cancer Institute (NCI), National Institutes of Health; the National Institute of Environmental Health Sciences (NIEHS), National Institutes of Health; the National Center for Toxicological Research (NCTR), Food and Drug Administration; and the National Institute for Occupational Safety and Health (NIOSH), Centers for Disease Control and Prevention. In July 1981, the Carcinogenesis Bioassay Testing Program, NCI, was transferred to the NIEHS. The NTP coordinates the relevant programs, staff, and resources from these Public Health Service agencies relating to basic and applied research and to biological assay development and validation. The NTP develops, evaluates, and disseminates scientific information about potentially toxic and hazardous chemicals. This knowledge is used for protecting the health of the American people and for the primary prevention of disease. The studies described in this Technical Report were performed under the direction of the NIEHS and were conducted in compliance with NTP laboratory health and safety requirements and must meet or exceed all applicable federal, state, and local health and safety regulations. Animal care and use were in accordance with the Public Health Service Policy on Humane Care and Use of Animals. -

Discovering Amorphous Indium Phosphide Nanostructures with High-Temperature Ab Initio Molecular Dynamics
Discovering Amorphous Indium Phosphide Nanostructures with High-Temperature ab Initio Molecular Dynamics The MIT Faculty has made this article openly available. Please share how this access benefits you. Your story matters. Citation Zhao, Qing, Lisi Xie, and Heather J. Kulik. “Discovering Amorphous Indium Phosphide Nanostructures with High-Temperature Ab Initio Molecular Dynamics.” The Journal of Physical Chemistry C 119.40 (2015): 23238–23249. As Published http://dx.doi.org/10.1021/acs.jpcc.5b07264 Publisher American Chemical Society (ACS) Version Author's final manuscript Citable link http://hdl.handle.net/1721.1/105155 Terms of Use Article is made available in accordance with the publisher's policy and may be subject to US copyright law. Please refer to the publisher's site for terms of use. Discovering Amorphous Indium Phosphide Nanostructures with High-Temperature Ab Initio Molecular Dynamics Qing Zhao1,2, Lisi Xie1, and Heather J. Kulik1,* 1Department of Chemical Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139 2Department of Mechanical Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139 ABSTRACT: We employ high-temperature ab initio molecular dynamics (AIMD) as a sampling approach to discover low-energy, semiconducting, indium phosphide nanostructures. Starting from under-coordinated models of InP (e.g. a single layer of InP(111)), rapid rearrangement into a stabilized, higher-coordinate but amorphous cluster is observed across the size range considered (In3P3 to In22P22). These clusters exhibit exponential decrease in energy per atom with system size as effective coordination increases, which we define through distance-cutoff coordination number assignment and partial charge analysis. The sampling approach is robust to initial configuration choice as consistent results are obtained when alternative crystal models or computationally efficient generation of structures from sequential addition and removal of atoms are employed. -
COMBINED LIST of Particularly Hazardous Substances
COMBINED LIST of Particularly Hazardous Substances revised 2/4/2021 IARC list 1 are Carcinogenic to humans list compiled by Hector Acuna, UCSB IARC list Group 2A Probably carcinogenic to humans IARC list Group 2B Possibly carcinogenic to humans If any of the chemicals listed below are used in your research then complete a Standard Operating Procedure (SOP) for the product as described in the Chemical Hygiene Plan. Prop 65 known to cause cancer or reproductive toxicity Material(s) not on the list does not preclude one from completing an SOP. Other extremely toxic chemicals KNOWN Carcinogens from National Toxicology Program (NTP) or other high hazards will require the development of an SOP. Red= added in 2020 or status change Reasonably Anticipated NTP EPA Haz list COMBINED LIST of Particularly Hazardous Substances CAS Source from where the material is listed. 6,9-Methano-2,4,3-benzodioxathiepin, 6,7,8,9,10,10- hexachloro-1,5,5a,6,9,9a-hexahydro-, 3-oxide Acutely Toxic Methanimidamide, N,N-dimethyl-N'-[2-methyl-4-[[(methylamino)carbonyl]oxy]phenyl]- Acutely Toxic 1-(2-Chloroethyl)-3-(4-methylcyclohexyl)-1-nitrosourea (Methyl-CCNU) Prop 65 KNOWN Carcinogens NTP 1-(2-Chloroethyl)-3-cyclohexyl-1-nitrosourea (CCNU) IARC list Group 2A Reasonably Anticipated NTP 1-(2-Chloroethyl)-3-cyclohexyl-1-nitrosourea (CCNU) (Lomustine) Prop 65 1-(o-Chlorophenyl)thiourea Acutely Toxic 1,1,1,2-Tetrachloroethane IARC list Group 2B 1,1,2,2-Tetrachloroethane Prop 65 IARC list Group 2B 1,1-Dichloro-2,2-bis(p -chloropheny)ethylene (DDE) Prop 65 1,1-Dichloroethane -

IEEE Spectrum Gaas
Proof #4 COLOR 8/5/08 @ 5:15 pm BP BEYOND SILICON’S ELEMENTAL LOGICIN THE QUEST FOR SPEED, KEY PARTS OF MICRO- PROCESSORS MAY SOON BE MADE OF GALLIUM ARSENIDE OR OTHER “III-V” SEMICONDUCTORS BY PEIDE D. YE he first general-purpose lithography, billions of them are routinely microprocessor, the Intel 8080, constructed en masse on the surface of a sili- released in 1974, could execute con wafer. about half a million instructions As these transistors got smaller over the T per second. At the time, that years, more could fit on a chip without rais- seemed pretty zippy. ing its overall cost. They also gained the abil- Today the 8080’s most advanced descen- ity to turn on and off at increasingly rapid dant operates 100 000 times as fast. This phe- rates, allowing microprocessors to hum along nomenal progress is a direct result of the semi- at ever-higher speeds. ALL CHRISTIEARTWORK: BRYAN DESIGN conductor industry’s ability to reduce the size But shrinking MOSFETs much beyond their of a microprocessor’s fundamental building current size—a few tens of nanometers—will be blocks—its many metal-oxide-semiconductor a herculean challenge. Indeed, at some point in field-effect transistors (MOSFETs), which act the next several years, it may become impossi- as tiny switches. Through the magic of photo- ble to make them more minuscule, for reasons WWW.SPECTRUM.IEEE.ORG SEPTEMBER 2008 • IEEE SPECTRUM • INT 39 TOMIC-LAYER DEPOSITION provides one means for coating a semiconductor wafer with a high-k aluminum oxide insulator. The Abenefit of this technique is that it offers atomic-scale control of the coating thickness without requiring elaborate equipment. -

Binary and Ternary Transition-Metal Phosphides As Hydrodenitrogenation Catalysts
Research Collection Doctoral Thesis Binary and ternary transition-metal phosphides as hydrodenitrogenation catalysts Author(s): Stinner, Christoph Publication Date: 2001 Permanent Link: https://doi.org/10.3929/ethz-a-004378279 Rights / License: In Copyright - Non-Commercial Use Permitted This page was generated automatically upon download from the ETH Zurich Research Collection. For more information please consult the Terms of use. ETH Library Diss. ETH No. 14422 Binary and Ternary Transition-Metal Phosphides as Hydrodenitrogenation Catalysts A dissertation submitted to the Swiss Federal Institute of Technology Zurich for the degree of Doctor of Natural Sciences Presented by Christoph Stinner Dipl.-Chem. University of Bonn born February 27, 1969 in Troisdorf (NRW), Germany Accepted on the recommendation of Prof. Dr. Roel Prins, examiner Prof. Dr. Reinhard Nesper, co-examiner Dr. Thomas Weber, co-examiner Zurich 2001 I Contents Zusammenfassung V Abstract IX 1 Introduction 1 1.1 Motivation 1 1.2 Phosphides 4 1.2.1 General 4 1.2.2 Classification 4 1.2.3 Preparation 5 1.2.4 Properties 12 1.2.5 Applications and Uses 13 1.3 Scope of the Thesis 14 1.4 References 16 2 Characterization Methods 1 2.1 FT Raman Spectroscopy 21 2.2 Thermogravimetric Analysis 24 2.3 Temperature-Programmed Reduction 25 2.4 X-Ray Powder Diffractometry 26 2.5 Nitrogen Adsorption 28 2.6 Solid State Nuclear Magnetic Resonance Spectroscopy 28 2.7 Catalytic Test 33 2.8 References 36 3 Formation, Structure, and HDN Activity of Unsupported Molybdenum Phosphide 37 3.1 Introduction -

Indium Gallium Arsenide Detectors
TELEDYNE JUDSON TECHNOLOGIES A Teledyne Technologies Company Indium Gallium Arsenide Detectors Teledyne Judson Technologies LLC 221 Commerce Drive Montgomeryville, PA 18936 USA Tel: 215-368-6900 Fax: 215-362-6107 Visit us on the web. ISO 9001 Certified www.teledynejudson.com 1/9 J22 and J23 Detector Operating Notes (0.8 to 2.6 µm) TELEDYNE JUDSON TECHNOLOGIES A Teledyne Technologies Company General Accessories The J22 and J23 series are high For a complete system, Teledyne Judson performance InGaAs detectors offers low noise transimpedance amp- operating over the spectral range lifier modules, heat sink/preamp assem- from 0.8µm to 2.6µm. These blies and temperature controllers. For detectors provide fast rise time, further details, please visit our uniformity of response, excellent website. sensitivity, and long term reliability for a wide range of applications. For Call us enhanced performance or temperature stability of response Let our team of application engineers near the cutoff wavelength, Teledyne assist you in selecting the best Judson offers a variety of thermoele detector design for your application. ctrically cooled detector options. Or visit our website for additional Applications information on all of Teledyne Judson’s products. Device Options · Gas analysis · NIR-FTIR Teledyne Judson’s standard InGaAs · Raman spectroscopy detectors, the J22 series, offers high · IR fluorescence reliability and performance in the · Blood analysis spectral range from 0.8 μm to 1.7μm. · Optical sorting In addition, the J23 series extended · Radiometry InGaAs detectors are available in · Chemical detection four cutoff options at 1.9μm, 2.2μm, · Optical communication 2.4μm and 2.6μm. Figure 1 shows the · Optical power monitoring typical response for the J22 and J23 · Laser diode monitoring series at room temperature operation. -

High Hazard Chemical Policy
Environmental Health & Safety Policy Manual Issue Date: 2/23/2011 Policy # EHS-200.09 High Hazard Chemical Policy 1.0 PURPOSE: To minimize hazardous exposures to high hazard chemicals which include select carcinogens, reproductive/developmental toxins, chemicals that have a high degree of toxicity. 2.0 SCOPE: The procedures provide guidance to all LSUHSC personnel who work with high hazard chemicals. 3.0 REPONSIBILITIES: 3.1 Environmental Health and Safety (EH&S) shall: • Provide technical assistance with the proper handling and safe disposal of high hazard chemicals. • Maintain a list of high hazard chemicals used at LSUHSC, see Appendix A. • Conduct exposure assessments and evaluate exposure control measures as necessary. Maintain employee exposure records. • Provide emergency response for chemical spills. 3.2 Principle Investigator (PI) /Supervisor shall: • Develop and implement a laboratory specific standard operation plan for high hazard chemical use per OSHA 29CFR 1910.1450 (e)(3)(i); Occupational Exposure to Hazardous Chemicals in Laboratories. • Notify EH&S of the addition of a high hazard chemical not previously used in the laboratory. • Ensure personnel are trained on specific chemical hazards present in the lab. • Maintain Material Safety Data Sheets (MSDS) for all chemicals, either on the computer hard drive or in hard copy. • Coordinate the provision of medical examinations, exposure monitoring and recordkeeping as required. 3.3 Employees: • Complete all necessary training before performing any work. • Observe all safety -
Nanowires Grown on Graphene Have Surprising Structure
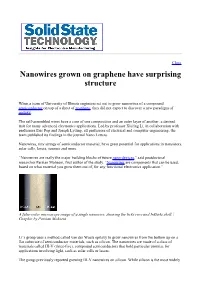
Close Nanowires grown on graphene have surprising structure When a team of University of Illinois engineers set out to grow nanowires of a compound semiconductor on top of a sheet of graphene, they did not expect to discover a new paradigm of epitaxy. The self-assembled wires have a core of one composition and an outer layer of another, a desired trait for many advanced electronics applications. Led by professor Xiuling Li, in collaboration with professors Eric Pop and Joseph Lyding, all professors of electrical and computer engineering, the team published its findings in the journal Nano Letters. Nanowires, tiny strings of semiconductor material, have great potential for applications in transistors, solar cells, lasers, sensors and more. “Nanowires are really the major building blocks of future nano-devices,” said postdoctoral researcher Parsian Mohseni, first author of the study. “Nanowires are components that can be used, based on what material you grow them out of, for any functional electronics application.” A false-color microscope image of a single nanowire, showing the InAs core and InGaAs shell. | Graphic by Parsian Mohseni Li’s group uses a method called van der Waals epitaxy to grow nanowires from the bottom up on a flat substrate of semiconductor materials, such as silicon. The nanowires are made of a class of materials called III-V (three-five), compound semiconductors that hold particular promise for applications involving light, such as solar cells or lasers. The group previously reported growing III-V nanowires on silicon. While silicon is the most widely used material in devices, it has a number of shortcomings. -

Gaas, Inp, Ingaas, Gainp, P+-I-N+ Multiplication Measurements for Modeling of Semiconductor As Photo Detectors
IJACSA Special Issue on Selected Papers from International Conference & Workshop On Advance Computing 2013 GaAs, InP, InGaAs, GaInP, p+-i-n+ Multiplication measurements for Modeling of Semiconductor as photo detectors Sanjay.C.Patil B.K.Mishra (Research Scholar at NMIMS MUMBAI) Thakur College of Engineering and Technology, Parshvanath College of Engineering, THANE (W), Kandivali (E) Mumbai, 400101 India Mumbai, 400601 India Abstract—Optoelectronic is one of the thrust areas for the Group III on the periodic chart (arsenic in the case of GaAs) recent research activity. One of the key components of the and one from Group V (gallium in the case of GaAs). Other optoelectronic family is photo detector to be widely used in three-five (or III-V in Roman numerals) semiconductors broadband communication, optical computing, optical include indium phosphide and gallium nitride. transformer, optical control etc. Present paper includes the investigation. carried on the basis of the. Multiplication The band gap energy of semiconductors tends to decrease measurements on GaAs, InP, InGaAs, GaInP, p+-i-n+s with – with increasing temperature. When temperature increases, the region thicknesses, with investigation of applicability of the local amplitude of atomic vibrations increase, leading too larger ionization theory. A local ionization coefficient to be increasingly inters atomic spacing. In a regular semiconductor crystal, the unrepresentative of the position dependent values in the device as band gap is fixed owing to continuous energy states. In a is reduced below 1 um. quantum dot crystal, the band gap is size dependent and can be altered to produce a range of energies between the valence Keywords— Photo detectors; Impact ionization. -

Nonlinear Properties of III-V Semiconductor Nanowaveguides
Nonlinear Properties of III-V Semiconductor Nanowaveguides ELEONORA DE LUCA Doctoral Thesis in Physics School of Engineering Sciences KTH Royal Institute of Technology Stockholm, Sweden 2019 Akademisk avhandling som med tillstånd av Kungliga Tekniska högskolan fram- lägges till offentlig granskning för avläggande av teknologie doktorsexamen i fysik onsdag den 23 oktober 2019 klockan 10:00 i sal FA32, AlbaNova Universitetscent- rum, Kungliga Tekniska Högskolan, Roslagstullsbacken 21, Stockholm. TRITA-SCI-FOU 2019:45 • ISBN 978-91-7873-318-7 "O frati," dissi, "che per cento milia perigli siete giunti a l’occidente, a questa tanto picciola vigilia d’i nostri sensi ch’é del rimanente non vogliate negar l’esperïenza, di retro al sol, del mondo sanza gente. Considerate la vostra semenza: fatti non foste a viver come bruti, ma per seguir virtute e canoscenza". Dante Alighieri. Commedia. Inferno – Canto XXVI. "O brothers, who amid a hundred thousand Perils," I said, "have come unto the West, To this so inconsiderable vigil Which is remaining of your senses still, Be ye unwilling to deny the knowledge, Following the sun, of the unpeopled world. Consider ye the seed from which ye sprang; Ye were not made to live like unto brutes, But for pursuit of virtue and of knowledge" Dante Alighieri. Commedia. Inferno – Canto XXVI. Translated by Henry Wadsworth Longfellow. Abstract Nonlinear optics (NLO) plays a major role in the modern world: nonlin- ear optical phenomena have been observed in a wavelength range going from the deep infrared to the extreme ultraviolet, to THz radiation. The optical nonlinearities can be found in crystals, amorphous materials, polymers, liquid crystals, liquids, organic materials, and even gases and plasmas. -

INDIUM PHOSPHIDE 1. Exposure Data
pp197-226.qxd 31/05/2006 09:38 Page 197 INDIUM PHOSPHIDE 1. Exposure Data 1.1 Chemical and physical data 1.1.1 Nomenclature Chem. Abstr. Serv. Reg. No.: 22398-80-7 Deleted CAS Reg. No.: 1312-40-9, 99658-38-5, 312691-22-8 Chem. Abstr. Serv. Name: Indium phosphide (InP) IUPAC Systematic Name: Indium phosphide Synonyms: Indium monophosphide 1.1.2 Molecular formula and relative molecular mass InP Relative molecular mass: 145.79 1.1.3 Chemical and physical properties of the pure substance (a) Description: Black cubic crystals (Lide, 2003) (b) Melting-point: 1062 °C (Lide, 2003) (c) Density: 4.81 g/cm3 (Lide, 2003) (d) Solubility: Slightly soluble in acids (Lide, 2003) (e) Reactivity: Can react with moisture or acids to liberate phosphine (PH3); when heated to decomposition, it may emit toxic fumes of POx (ESPI, 1994) 1.1.4 Technical products and impurities No data were available to the Working Group. 1.1.5 Analysis Occupational exposure to indium phosphide can be determined by measurement of the indium concentration in workplace air or by biological monitoring of indium. No analytical –197– pp197-226.qxd 31/05/2006 09:38 Page 198 198 IARC MONOGRAPHS VOLUME 86 methods are available for determination of indium phosphide per se. Determination of phosphorus cannot provide the required information on occupational exposure. (a) Workplace air monitoring The respirable fraction of airborne indium, collected by drawing air through a membrane filter in a stationary or personal sampler, can be determined by nondestructive, INAA. This technique has been applied to the determination of indium concentration in ambient air particulates (Kucera et al., 1999). -

Open Document
june amp front_back_am&p master template 2010 QX6.qxt 5/22/2013 9:41 AM Page 10 industry EMERGING TECHNOLOGY news New metamaterial boosts invisibility briefs Engineers at Stanford University, Calif., took another step toward designing a meta- material that works across the entire visible spectrum. The new material exhibits a refrac- Staples Inc., Framingham, Mass., tive index well below anything found in nature, such as air, whose refractive index hovers is the first major U.S. retailer to just above 1. Interesting physical phenomena can occur if this index is near-zero or nega- sell 3-D printers. The Cube from 3D Systems Inc., Rock Hill, S.C., tive. Researchers designed a single metamaterial atom with characteristics that would allow is available on Staples.com for it to efficiently interact with both the electric and magnetic components of light. The team $1299.99 and will be sold in a few began with a 2-D planar structure then folded it into a 3-D nanoscale object, preserving the stores by late June. It includes Wi- original properties. The metamaterial consists of nanocrescent-shaped atoms arranged in Fi, Mac or Windows compatibility, a periodic array and it exhibits a negative refractive index over a wavelength range of and 25 3-D templates. It can print roughly 250 nm in multiple regions of the visible and near-infrared spectrum. A few tweaks items up to 5.5 × 5.5 × 5.5 in. could make it useful across the entire visible spectrum. For more information: Ashwin Atre, using material cartridges in 16 different colors.