Carbon Dioxide Sensor Module Based on NDIR Technology
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Model AIR 2000 Carbon Dioxide Sensors Consist of a Patented Solid State Infrared CO2 Monitor Housed in an Attractive Plastic Case
CARBON DIOXIDE (CO2 ) MODEL AIR2000/ INDOOR AIR QUALITY SENSOR (TOXCO2/ANA) GENERAL DESCRIPTION: Toxalert’s AIR 2000 Carbon Dioxide (CO2) sensors come with a linearized signal output capability of 0 to 10 VDC and 4 to 20 mA over its 0-2000ppm range (other ranges available). It has an accuracy of ± 5% of reading and a repeatability of ± 20ppm. Options available with the Air 2000 are a digital dis- play for reading CO2 concentration in ppm; relay output with field adjustable set point; and duct mounting hardware. The AIR 2000 may input directly to a Toxalert controller, interface directly to any standard direct digital controller (DDC); or be a stand-alone unit for the control of ventilation equipment. SENSING ELEMENT: Model AIR 2000 Carbon Dioxide sensors consist of a patented solid state infrared CO2 monitor housed in an attractive plastic case. The AIR 2000 has a new state-of-the-art lithium tantalite detector, updated digital electronics and unique auto-zero function. This results in very stable calibration and longer trouble-free operation in the field. The new IR source is more rugged, operated at 10X derated power and has life expectancy of 10 yrs. The new lithium tantalite detector enhances stability, has less ambient temperature sensitivity, and faster response AIR2000 SENSOR time. The AIR 2000 space sensor has louvers to allow free passage of air to the sensing cell inside. AIR 2000DM duct sensor has pedo tubes for drawing a sample from the ventilation duct. STANDARD FEATURES: • Relay option available • 10 year sensing element life • Optional duct mounted unit • Low voltage circuits • Interfaces directly to DDC systems • Linear 4 to 20 mA output or 0 to 10 vdc output • Other ranges available • Optional digital display TOXALERT INTERNATIONAL, INC. -

Probes Facilitate Rollout of Environmentally Friendly Refrigeration
CO2 PROBES FACILITATE ROLLOUT OF ENVIRONMENTALLY FRIENDLY REFRIGERATION Supermarkets all over Australia and New Zealand are benefiting from advanced carbon dioxide monitors as new natural refrigeration systems are installed in the fight against climate change. Introduction Over the last 8 years, Vaisala carbon dioxide probes have been employed widely across Woolworths Group stores, delivering a The Woolworths Group employs over 205,000 staff and range of benefits and helping the group to achieve its strategic serves 900 million customers each year. As a large and goals. diverse organisation, Woolworths knows that its approach to sustainability has an impact on national economies, communities and environments, and this is reflected in the Group’s Corporate Global move to natural refrigerants Responsibility Strategy 2020. Synthetic refrigerant gases have been utilised in a wide variety The strategy is built around twenty key targets which cover of industries for many decades. However, Chlorofluorocarbons Woolworths’ engagement with customers, communities, supply (CFCs) caused damage to the ozone layer and were phased chain and team members, as well as its responsibility to minimise out following the Montreal Protocol in 1987. Production of the environmental impact of its operations. One of the twenty Hydrochlorofluorocarbons (HCFCs) then increased globally, commitments within the strategy is to innovate with natural because they are less harmful to stratospheric ozone. However, refrigerants and reduce refrigerant leakage in its stores by 15 per HCFCs are very powerful greenhouse gases so Hydrofluorocarbons cent (of carbon dioxide equivalent) below 2015 levels. (HFCs) became more popular. Nevertheless, most HCFCs and HFCs have a global warming potential (GWP) that is thousands of times Carbon dioxide (CO2) is commonly regarded as the ideal natural refrigerant. -

US5345830.Pdf
|||||I||||||||US005345830A United States Patent (19) 11 Patent Number: 5,345,830 Rogers et al. 45 Date of Patent: ck Sep. 13, 1994 54 FIRE FIGHTING TRAINER AND APPARATUS INCLUDING A OTHER PUBLICATIONS TEMPERATURE SENSOR "Fire Trainer T-2000” manual, AAI corporation, un dated. 75) Inventors: William Rogers, Hopatcong; James "Trainer Engineering Report for Advanced Fire Fight J. Ernst, Livingston; Steven ing Surface Ship Trainer', Austin Electronics, Jan. Williamson, Haledon; Dominick J. 1988 (excerpt). Musto, Middlesex, all of N.J. Primary Examiner-Hezron E. Williams 73) Assignee: Symtron Systems, Inc., Fair Lawn, Assistant Examiner-George M. Dombroske N.J. Attorney, Agent, or Firm-Richard T. Laughlin * Notice: The portion of the term of this patent 57 ABSTRACT subsequent to Jan. 8, 2008 has been A fire fighting trainer for use in training fire fighters is disclaimed. provided. The fire fighting trainer includes a structure (21) Appl. No.: 80,484 having a plurality of chambers having concrete or grat ing floors. Each chamber contains one or a series of real 22 Filed: Jun. 18, 1993 or simulated items, which are chosen from a group of items, such as furniture and fixtures and equipment. The Related U.S. Application Data trainer also includes a smoke generating system having 60 Division of Ser. No. 873,965, Apr. 24, 1992, Pat. No. a smoke generator having a smoke line with an outlet 5,233,869, which is a continuation of Ser. No. 625,210, for each chamber. The trainer also includes a propane Dec. 10, 1990, abandoned, which is a continuation-in gas flame generating system having at least one propane part of Ser. -

Sensor Suite Sensors Overview
Sensor Suite Sensors Overview Sensor Suite Sensors: Overview Sensor Suite Sensors enable OptiNet® to cost effectively monitor and control a breadth of environmental parameters throughout a facility. Located within a Sensor Suite, the sensors evaluate an array of environmental conditions using a shared sensing architecture. In lieu of locating individual discrete sensors in each space, OptiNet gathers air samples from the spaces and multiplexes them across the OptiNet network back to the Sensor Suite for analysis. OptiNet’s centralized sensor platform affords a more robust, cost effective approach to monitoring many parameters at many locations. A “virtual” sensor function is created as if the sensors were actually located in the environment being monitored. A shared platform additionally negates sensor errors through a true differential measurement (comparing outside to inside conditions via a common shared FEATURES sensor); while minimizing calibration and maintenance costs. • Sensor Suite Sensors are tailored to match specific monitoring and Sensor Suite Sensors have unique performance specifications and product features control needs. to meet specific applications, such as demand controlled ventilation, differential • Calibration and maintenance enthalpy economizer control; or for monitoring only purposes. The ability to sense of sensors is automatically and a variety of conditions, combined with a specific level of sensor performance, routinely scheduled through optimizes an application’s potential energy savings, control or monitoring capacity. Aircuity’s calibration depot and Assurance Services program. OptiNet’s Assurance Services plan assures that the sensors will continue to perform • Flexible architecture for future today, tomorrow, and in to the future. Aircuity’s Calibration Depot services routinely sensor enhancements and refresh all sensors within the Sensor Suite with factory calibrated and serviced units technology updates. -

Technical Specification
• 1.09.280E • 5.3.2007 © VALLOX Code 3486 SE TECHNICAL SPECIFICATION DIGIT SED ELECTRONIC CONTROLLER WITH LCD DISPLAY TECHNICAL SPECIFICATION • For dwelling-specific ventilation Input power 230 V, 50 Hz, 11 A in large detached houses (+ post-heating unit 4.3 A) • Supply and extract air ventilation Class of protection IP34 with heat recovery Fans alternating Extract air 300 W 1.31 A 205 dm3/s 100 Pa • Heat recovery efficiency of the 3 counter-current cell up to 80% current (AC) Supply air 300 W 1.31 A 185 dm /s 100 Pa Fans, direct Extract air 2 x 90 W 0.6 A 180 dm3/s 100 Pa • Electronic control panel with LCD display current (DC) Supply air 2 x 90 W 0.6 A 165 dm3/s 100 Pa • Week clock control as a standard feature Heat recovery Counter-current cell, > 80% • Humidity control (option) Heat recovery bypass Summer / winter automation • Carbon dioxide control (option) Electric preheating unit 2.0 kW 8.7 A • Maintenance reminder Electric post-heating unit (option) 1.0 kW 4.3 A • Fireplace / booster switch function Water post-heating radiator (option) ca 3 kW at the controller Filters Supply air G3, F7 • Silent operation Extract air G3 Weight / basic unit 146 kg • Good filtering Ventilation adjustment options – control via control panel • Summer / winter automation – CO2 and %RH control • Fixed air flow measuring outlets – remote monitoring control (LON converter) – remote monitoring control (voltage / current signal) Options – electric post-heating unit – water post-heating unit – CO2 sensor – %RH sensor – pressure difference switch – LON converter – Silencer TECHNICAL SPECIFICATION © VALLOX • We reserve the right to make changes without prior notification. -

Carbon Dioxide Sensors GG-VL2-CO2
VENT LINE GG-VL2-CO2 CARBON DIOXIDE SENSOR Key Features • Carbon dioxide-selective infrared sensor technology prevents false alarms • Continuous monitoring of refrigeration system relief valves • Rugged, long life, and low power catalytic-bead sensor • Designed for harsh environments (-40°F to +140°F) • Sensor and preamp in one assembly • 0-5% CO2 (0-50,000 ppm) detection range • Ability to detect “weeping valves” to prevent refrigerant loss over time Carbon Dioxide sensors Carbon Dioxide • Sensor housing allows for easy sensor replacement and calibration • 316 stainless steel 18 gauge enclosure • Industry standard 24 VDC, linear 4/20 mA output From unlikely high-pressure releases to the inevitable “weepers”, the CTI Vent Line sensor will notify you … before your neighbors do. The GG VL2 utilizes a rugged infrared High concentrations of carbon diox- The GG-VL2-CO2 provides an industry sensor technology for fast leak detec- ide gases in your vent line are usually standard linear 4/20 mA output signal tion and long life. The standard 0-5% indications of a leaking valve or system compatible with most gas detection CO2 detection range of the GG-VL2- overpressure. This could mean costly systems and PLCs. Expect long sensor CO2 provides real-time continuous repairs or plant downtime, not to men- life and no zero-signal drift over time. monitoring of carbon dioxide concen- tion loss of refrigerant and regulatory trations in your high-pressure relief fines. Early detection can save money vent header. while also protecting equipment, prod- uct, -

6 Cumulative and Growth Inducing Impacts
6 CUMULATIVE AND GROWTH INDUCING IMPACTS This section includes a detailed analysis of the cumulative impacts that would be anticipated with the proposed project with a specific focus on the project’s cumulative traffic impacts. In addition, this section includes a detailed discussion of the proposed project’s growth-inducing impacts, the project’s significant and irreversible commitment of resources, and the project’s effects on global climate change. 6.1 CUMULATIVE IMPACTS OF THE PROPOSED PROJECT This draft environmental impact report (Draft EIR) provides an analysis of overall cumulative impacts of the project taken together with other past, present, and probable future projects producing related impacts, as required by Section 15130 of the California Environmental Quality Act Guidelines (State CEQA Guidelines). The goal of such an exercise is twofold: first, to determine whether the overall long-term impacts of all such projects would be cumulatively significant; and second, to determine whether the Rocklin Crossings project itself would cause a “cumulatively considerable” (and thus significant) incremental contribution to any such cumulatively significant impacts. (See State CEQA Guidelines Sections 15130[a]-[b], Section 15355[b], Section 15064[h], Section 15065[c]; Communities for a Better Environment v. California Resources Agency [2002] 103 Ca1.App.4th 98, 120.) In other words, the required analysis intends to first create a broad context in which to assess the project’s incremental contribution to anticipated cumulative impacts, viewed on a geographic scale well beyond the project site itself, and then to determine whether the project’s incremental contribution to any significant cumulative impacts from all projects is itself significant (i.e., “cumulatively considerable” in CEQA parlance). -
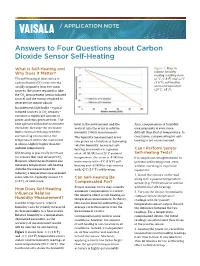
Answers to Four Questions About Carbon Dioxide Sensor Self-Heating
/ APPLICATION NOTE Answers to Four Questions about Carbon Dioxide Sensor Self-Heating What Is Self-Heating and Figure 1: Error in relative humidity Why Does It Matter? reading resulting from The self-heating of electronics in +1°C (1.8°F) and +2°C (3.6°F) self-heating carbon dioxide (CO2) instruments usually originates from two main at room temperature sources: the power required to take (20°C, 68°F). the CO2 measurement (sensor infrared source) and the energy required to generate the output signals. Incandescent light bulbs – typical infrared sources in CO2 sensors – consume a significant amount of power and thus generate heat. The heat spreads within the instrument level in the environment and the Also, compensation of humidity enclosure. Because the enclosure vertical axis the error in relative measurements is even more limits thermal exchange with the humidity (%RH) measurement. difficult than that of temperature. In surrounding environment, the The humidity measurement error conclusion, compensating for self- temperature within the instrument rate grows as a function of increasing heating is not recommended. is always slightly higher than the relative humidity. Increased self- ambient temperature. heating also results in a greater Can I Perform Sensor Self-heating is practically irrelevant error. At 50%RH and 20°C ambient Self-Heating Tests? for sensors that only measure CO2. temperature, the error is -3%RH for It is simple and straightforward to However, when the instrument also instruments with +1°C (1.8°F) self- perform self-heating tests, even measures temperature, self-heating heating and -6%RH for instruments without investing in expensive disturbs the measurement by with +2°C (3.6°F) self-heating. -

A Multipollutant Smoke Emissions Sensing and Sampling Instrument Package for Unmanned Aircraft Systems: Development and Testing
fire Article A Multipollutant Smoke Emissions Sensing and Sampling Instrument Package for Unmanned Aircraft Systems: Development and Testing Kellen N. Nelson 1,2,*, Jayne M. Boehmler 1, Andrey Y. Khlystov 1 , Hans Moosmüller 1 , Vera Samburova 1, Chiranjivi Bhattarai 1 , Eric M. Wilcox 1 and Adam C. Watts 1,* 1 Division of Atmospheric Sciences, Desert Research Institute, 2215 Raggio Parkway, Reno, NV 89512, USA; [email protected] (J.M.B.); [email protected] (A.Y.K.); [email protected] (H.M.); [email protected] (V.S.); [email protected] (C.B.); [email protected] (E.M.W.) 2 Department of Natural Resources and Environmental Sciences, University of Nevada—Reno, 1664 N. Virginia St., Reno, NV 89557, USA * Correspondence: [email protected] (K.N.N.); [email protected] (A.C.W.) Received: 4 May 2019; Accepted: 4 June 2019; Published: 7 June 2019 Abstract: Poor air quality arising from prescribed and wildfire smoke emissions poses threats to human health and therefore must be taken into account for the planning and implementation of prescribed burns for reducing contemporary fuel loading and other management goals. To better understand how smoke properties vary as a function of fuel beds and environmental conditions, we developed and tested a compact portable instrument package that integrates direct air sampling with air quality and meteorology sensing, suitable for in situ data collection within burn units and as a payload on multi-rotor small unmanned aircraft systems (sUASs). Co-located sensors collect carbon dioxide, carbon monoxide, and particulate matter data at a sampling rate of ~0.5 Hz with a microcontroller-based system that includes independent data logging, power systems, radio telemetry, and global positioning system data. -

Mass Teacher's Retirement System, 500 Rutherford Ave
POST-OCCUPANCY ASSESSMENT Massachusetts Teachers’ Retirement System 500 Rutherford Avenue Charlestown, MA Prepared by: Massachusetts Department of Public Health Bureau of Environmental Health Indoor Air Quality Program December 2016 Background Massachusetts Teachers’ Retirement System Building: (MTRS) Address: 500 Rutherford Avenue, Charlestown, MA Paul Burke, Senior Project Manager, Division of Assessment Requested by: Capital Asset Management and Maintenance (DCAMM) Post-occupancy indoor air quality (IAQ) Reason for Request: assessment Date of Assessment: November 17, 2016 Massachusetts Department of Public Health/Bureau of Environmental Health Ruth Alfasso, Environmental Engineer/Inspector, (MDPH/BEH) Staff Conducting IAQ Program Assessment: This office suite is a part of “Hood Park” on the location of the former H.P. Hood and Sons Milk Building Description: factory. It is now an office park containing other office tenants. The building also includes a fitness center and restaurant. Building Population: Approximately 100 Windows: Not openable Methods Please refer to the IAQ Manual for methods, sampling procedures, and interpretation of results (MDPH, 2015). IAQ Testing Results The following is a summary of indoor air testing results (Table 1). • Carbon dioxide levels were below 800 parts per million (ppm) in all areas assessed, indicating adequate fresh air in the space. • Temperature was within the recommended range of 70°F to 78°F in all areas assessed. 2 • Relative humidity was below the recommended range of 40% to 60% in all areas assessed. • Carbon monoxide levels were non-detectable in all indoor areas assessed. • Total volatile organic compounds (TVOCs) were either not detected or below background in the building at the time of assessment. -

Data Acquisiton and Transmission System for Carbon Dioxide Analysis
Revista Brasileira de Meteorologia, v. 36, n. 1, 115À 123, 2021 rbmet.org.br DOI: http://dx.doi.org/10.1590/0102-77863610003 Artigo Data Acquisiton and Transmission System for Carbon Dioxide Analysis Renato Trevisan Signori1 , Samuel Alves de Souza2, Rardiles Branches Ferreira2, Júlio Tota da Silva3, Antonio Marcos Delfino de Andrade3, Gabriela Cacilda Godinho dos Reis4 1Programa de Ciência e Tecnologia, Instituto de Engenharia e Geociências, Universidade Federal do Oeste do Pará, Santarém, PA, Brazil. 2Programa de Pós-Graduação em Recursos Naturais da Amazônia, Universidade Federal do Oeste do Pará, Santarém, PA, Brazil. 3Programa de Ciências da Terra, Instituto de Engenharia e Geociências, Universidade Federal do Oeste do Pará, Santarém, PA, Brazil. 4Programa de Pós-Graduação Doutorado em Sociedade, Natureza e Desenvolvimento, Universidade Federal do Oeste do Pará, Santarém, PA, Brazil. Received: 4 September 2019 - Revised: 17 August 2020 - Accepted: 21 September 2020 Abstract Despite being a minor part of the atmosphere's composition, the so-called greenhouse gases play a crucial role in their thermodynamics. Over the past 200 years, however, human activities have significantly altered the global carbon cycle. Thus, in the current context of global warming, quantifying, with increasingly reliable values, greenhouse gas emissions and the global carbon cycle has become one of scientists’ priorities. This study aims to develop a system for acquisition and wireless transmission of carbon dioxide data from the C-Sense, a sensor manufactured by Turner Designs. As result, a reliable, compact and versatile circuit has been developed that acts as an embedded system for monitoring CO2 con- centration and partial pressure, as well as two temperature variables. -

Test Plan and Procedures
DEVELOPMENT OF A LOW COST INFERENTIAL NATURAL GAS ENERGY FLOW RATE PROTOTYPE RETROFIT MODULE TOPICAL REPORT For the reporting period: September 2002 – May 2005 Prepared by: E. Kelner D. George T. Morrow T. Owen M. Nored R. Burkey A. Minachi May 2005 Prepared for: U.S. DEPARTMENT OF ENERGY DOE Cooperative Agreement No. DE-FC21-96MC33033 DOE Technical Monitor Anthony Zammerilli Gas Technology Management Division Submitted by: SOUTHWEST RESEARCH INSTITUTE® Mechanical and Fluids Engineering Division 6220 Culebra Road San Antonio, Texas, USA 78238–5166 This page is intentionally blank. ii DISCLAIMER This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof. iii This page is intentionally blank. iv DEVELOPMENT OF A LOW COST INFERENTIAL NATURAL GAS ENERGY FLOW RATE PROTOTYPE RETROFIT MODULE E. Kelner D. George T. Morrow T. Owen M. Nored R. Burkey A. Minachi SOUTHWEST RESEARCH INSTITUTE® Mechanical and Fluids Engineering Division 6220 Culebra Road San Antonio, Texas, USA 78238–5166 ABSTRACT In 1998, Southwest Research Institute® began a multi-year project to develop a working prototype instrument module for natural gas energy measurement.