Rolling Mill Instructions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Treatise on Combined Metalworking Techniques: Forged Elements and Chased Raised Shapes Bonnie Gallagher
Rochester Institute of Technology RIT Scholar Works Theses Thesis/Dissertation Collections 1972 Treatise on combined metalworking techniques: forged elements and chased raised shapes Bonnie Gallagher Follow this and additional works at: http://scholarworks.rit.edu/theses Recommended Citation Gallagher, Bonnie, "Treatise on combined metalworking techniques: forged elements and chased raised shapes" (1972). Thesis. Rochester Institute of Technology. Accessed from This Thesis is brought to you for free and open access by the Thesis/Dissertation Collections at RIT Scholar Works. It has been accepted for inclusion in Theses by an authorized administrator of RIT Scholar Works. For more information, please contact [email protected]. TREATISE ON COMBINED METALWORKING TECHNIQUES i FORGED ELEMENTS AND CHASED RAISED SHAPES TREATISE ON. COMBINED METALWORKING TECHNIQUES t FORGED ELEMENTS AND CHASED RAISED SHAPES BONNIE JEANNE GALLAGHER CANDIDATE FOR THE MASTER OF FINE ARTS IN THE COLLEGE OF FINE AND APPLIED ARTS OF THE ROCHESTER INSTITUTE OF TECHNOLOGY AUGUST ( 1972 ADVISOR: HANS CHRISTENSEN t " ^ <bV DEDICATION FORM MUST GIVE FORTH THE SPIRIT FORM IS THE MANNER IN WHICH THE SPIRIT IS EXPRESSED ELIEL SAARINAN IN MEMORY OF MY FATHER, WHO LONGED FOR HIS CHILDREN TO HAVE THE OPPORTUNITY TO HAVE THE EDUCATION HE NEVER HAD THE FORTUNE TO OBTAIN. vi PREFACE Although the processes of raising, forging, and chasing of metal have been covered in most technical books, to date there is no major source which deals with the functional and aesthetic requirements -

Repoussé Work for Amateurs
rf Bi oN? ^ ^ iTION av op OCT i 3 f943 2 MAY 8 1933 DEC 3 1938 MAY 6 id i 28 dec j o m? Digitized by the Internet Archive in 2011 with funding from Boston Public Library http://www.archive.org/details/repoussworkforamOOhasl GROUP OF LEAVES. Repousse Work for Amateurs. : REPOUSSE WORK FOR AMATEURS: BEING THE ART OF ORNAMENTING THIN METAL WITH RAISED FIGURES. tfjLd*- 6 By L. L. HASLOPE. ILLUSTRATED. LONDON L. UPCOTT GILL, 170, STRAND, W.C, 1887. PRINTED BY A. BRADLEY, 170, STRAND, LONDON. 3W PREFACE. " JjJjtfN these days, when of making books there is no end," ^*^ and every description of work, whether professional or amateur, has a literature of its own, it is strange that scarcely anything should have been written on the fascinating arts of Chasing and Repousse Work. It is true that a few articles have appeared in various periodicals on the subject, but with scarcely an exception they treated only of Working on Wood, and the directions given were generally crude and imperfect. This is the more surprising when we consider how fashionable Repousse Work has become of late years, both here and in America; indeed, in the latter country, "Do you pound brass ? " is said to be a very common question. I have written the following pages in the hope that they might, in some measure, supply a want, and prove of service to my brother amateurs. It has been hinted to me that some of my chapters are rather "advanced;" in other words, that I have gone farther than amateurs are likely to follow me. -

American Bronze Co., Chicago
/American j^ronze C^- 41 Vai| pUreii S^ree^, - cHICAGO, ILLS- Co.i Detroit. ite arid <r\ntique t^ponze JVlonumer|tal Wopk.. Salesroom: ART FOUNDRY. II CHICAGO. H. N. HIBBARD, Pres't. PAUL CORNELL, Vice-Pres't, JAS, STEWART, Treas, R J, HAIGHT, Sec'y, THE HEMRT FRAXCIS du POJ^ WIXrERTHUR MUSEUM LIBRARIES Digitized by the Internet Archive in 2010 with funding from Lyrasis IVIembers and Sloan Foundation http://www.archive.org/details/whiteantiquebronOOamer Tillr rr|ore prominent cemeteries in this country are noW arranged or) what is l<;noWn as the LfavVn I'lan, which gives the grounds a park-like appearaqce, n]ore in harmony With the impulse of our natures to make tl^ese lastresting places beautiful; in striking contrast to the gloomy burying places of olden times. pences, hedges, curbiqg aqd enclosures of all kinds are prol]ibited and tl^e money formerly expended for such fittings is invested in a central monu- ment, theicby enabling the lot oWner to purchase a better niemorial tl]an could otherwise haVe been afforded. (Corner posts are barely Visible aboVe the surface of the ground, and markers at the head of graVes are allowed ' only a feW inches higher, thus preserving the beautiful landscape effect. JViaiiy of tl]e n"ionum|ents novV being erected, and several that are illustrated in this pamphlet, bear feW, if aiw, fcmiily records, thus illustrating the growing desire to provide a fan]ily resting place and an enduring n-jonu- rqent. Without deferring it until there Fjos been a death in the family, as has been the custom in tlie past. -
Piece Mold, Lost Wax & Composite Casting Techniques of The
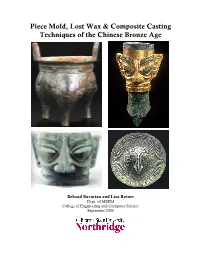
Piece Mold, Lost Wax & Composite Casting Techniques of the Chinese Bronze Age Behzad Bavarian and Lisa Reiner Dept. of MSEM College of Engineering and Computer Science September 2006 Table of Contents Abstract Approximate timeline 1 Introduction 2 Bronze Transition from Clay 4 Elemental Analysis of Bronze Alloys 4 Melting Temperature 7 Casting Methods 8 Casting Molds 14 Casting Flaws 21 Lost Wax Method 25 Sanxingdui 28 Environmental Effects on Surface Appearance 32 Conclusion 35 References 36 China can claim a history rich in over 5,000 years of artistic, philosophical and political advancement. As well, it is birthplace to one of the world's oldest and most complex civilizations. By 1100 BC, a high level of artistic and technical skill in bronze casting had been achieved by the Chinese. Bronze artifacts initially were copies of clay objects, but soon evolved into shapes invoking bronze material characteristics. Essentially, the bronze alloys represented in the copper-tin-lead ternary diagram are not easily hot or cold worked and are difficult to shape by hammering, the most common techniques used by the ancient Europeans and Middle Easterners. This did not deter the Chinese, however, for they had demonstrated technical proficiency with hard, thin walled ceramics by the end of the Neolithic period and were able to use these skills to develop a most unusual casting method called the piece mold process. Advances in ceramic technology played an influential role in the progress of Chinese bronze casting where the piece mold process was more of a technological extension than a distinct innovation. Certainly, the long and specialized experience in handling clay was required to form the delicate inscriptions, to properly fit the molds together and to prevent them from cracking during the pour. -

Sculptors' Jewellery Offers an Experience of Sculpture at Quite the Opposite End of the Scale
SCULPTORS’ JEWELLERY PANGOLIN LONDON FOREWORD The gift of a piece of jewellery seems to have taken a special role in human ritual since Man’s earliest existence. In the most ancient of tombs, archaeologists invariably excavate metal or stone objects which seem to have been designed to be worn on the body. Despite the tiny scale of these precious objects, their ubiquity in all cultures would indicate that jewellery has always held great significance.Gold, silver, bronze, precious stone, ceramic and natural objects have been fashioned for millennia to decorate, embellish and adorn the human body. Jewellery has been worn as a signifier of prowess, status and wealth as well as a symbol of belonging or allegiance. Perhaps its most enduring function is as a token of love and it is mostly in this vein that a sculptor’s jewellery is made: a symbol of affection for a spouse, loved one or close friend. Over a period of several years, through trying my own hand at making rings, I have become aware of and fascinated by the jewellery of sculptors. This in turn has opened my eyes to the huge diversity of what are in effect, wearable, miniature sculptures. The materials used are generally precious in nature and the intimacy of being worn on the body marries well with the miniaturisation of form. For this exhibition Pangolin London has been fortunate in being able to collate a very special selection of works, ranging from the historical to the contemporary. To complement this, we have also actively commissioned a series of exciting new pieces from a broad spectrum of artists working today. -

316 Stainless Steel Infiltrated with Bronze
316 Stainless Steel Infiltrated with Bronze ExOne’s 3D Printed 316 Stainless Steel infiltrated with Bronze is a matrix material composed of 60% stainless steel and 40% bronze infiltrant. The lower yield strength of the material enables it to be easily machined and polished. This material also exhibits enhanced corrosion resistance properties. Applications This material system has low magnetic properties which makes it particularly useful for applications in the food and medical industries. The copper alloy acts as a natural antibacterial agent making it easy to decontaminate printed parts. Since the matrix material is easy to polish, additional applications exist in bath and kitchen hardware prototypes and low volume production. Printed part Composition Stainless Steel: Alloy 316 Bronze: 90% Cu / 10% Sn Printing Using binder jetting technology, ExOne’s state-of-the-art 3D Printing machines produce parts directly from 3D CAD models by precisely controlling the jetting of binder onto a powder bed, and then subsequently spreading new layers of powder. This process is repeated until the part is completed. This 3D Printing process offers increased design flexibility, reduced manufacturing cost and 316 SS / Bronze shortened lead times. Post Processing After printing is complete, the parts are cured in an oven, which enables the parts to be handled. After curing, the parts are sintered and infiltrated with bronze above 1100°C. Cool down can be varied to control the machinability and hardness of the material. INDUSTRIAL-GRADE MATERIALS FOR 3D -

Raymond & Leigh Danielle Austin
PRODUCT TRENDS, BUSINESS TIPS, NATIONAL TONGUE PIERCING DAY & INSTAGRAM FAVS Metal Mafia PIERCER SPOTLIGHT: RAYMOND & LEIGH DANIELLE AUSTIN of BODY JEWEL WITH 8 LOCATIONS ACROSS OHIO STATE Friday, August 14th is NATIONAL TONGUE PIERCING DAY! #nationaltonguepiercingday #nationalpiercingholidays #metalmafialove 14G Titanium Barbell W/ Semi Precious Stone Disc Internally Threaded Starting At $7.54 - TBRI14-CD Threadless Starting At $9.80 - TTBR14-CD 14G Titanium Barbell W/ Swarovski Gem Disc Internally Threaded Starting At $5.60 - TBRI14-GD Threadless Starting At $8.80 - TTBR14-GD @fallenangelokc @holepuncher213 Fallen Angel Tattoo & Body Piercing 14G Titanium Barbell W/ Dome Top 14G Titanium Barbell W/ Dome Top 14G ASTM F-67 Titanium Barbell Assortment Internally Threaded Starting At $5.46 - TBRI14-DM Internally Threaded Starting At $5.46 - TBRI14-DM Starting At $17.55 - ATBRE- Threadless Starting At $8.80 - TTBR14-DM Threadless Starting At $8.80 - TTBR14-DM 14G Threaded Barbell W Plain Balls 14G Steel Internally Threaded Barbell W Gem Balls Steel External Starting At $0.28 - SBRE14- 24 Piece Assortment Pack $58.00 - ASBRI145/85 Steel Internal Starting At $1.90 - SBRI14- @the.stabbing.russian Titanium Internal Starting At $5.40 - TBRI14- Read Street Tattoo Parlour ANODIZE ANY ASTM F-136 TITANIUM ITEM IN-HOUSE FOR JUST 30¢ EXTRA PER PIECE! Blue (BL) Bronze (BR) Blurple Dark Blue (DB) Dark Purple (DP) Golden (GO) Light Blue (LB) Light Purple (LP) Pink (PK) Purple (PR) Rosey Gold (RG) Yellow(YW) (Blue-Purple) (BP) 2 COPYRIGHT METAL MAFIA 2020 COPYRIGHT METAL MAFIA 2020 3 CONTENTS Septum Clickers 05 AUGUST METAL MAFIA One trend that's not leaving for sure is the septum piercing. -

Handbook : Brass, Bronze, Copper, Nickel Silver
•ui#:.r fc ::* £ \ ' TONKt* * i i "t ' 1 .'.'. i HANDBOOK tt BRASS • BRONZE • COPPER NICKEL SILVER I fc Anacon dA from mine to consumer • IftUitilHlli'l J July 1, 1935 3 h * THE AMERICAN BRASS COMPANY 3 * *.. Copyright, 1935 The American Brass Company Printed in U. S. A. C THE AMERICAN BRASS COMPANY General Offices WATERBURY, CONNECTICUT, U.S.A. Manufacturing Plants ANSONIA, CONN. TORRINGTON, CONN. WATERBURY, CONN. BUFFALO, N. Y. DETROIT, MICH. KENOSHA, WIS. Offices and Agencies BOSTON, MASS. 140 Federal Street PROVIDENCE, R. I. 131 Dorrance Strei 1 NEW YORK, N. Y. 25 Broadway SYRACUSE, N. Y. 207 East Genesee Street Place NEWARK, N. J. 20 Branford WASHINGTON, D. C. 1511 K Street, N. W. PHILADELPHIA, PA. 117 South Seventeenth Strei t PITTSBURGH, PA. 535 Smithfield Street CLEVELAND. OHIO 925 Euclid Avenue DAYTON, OHIO 52 North Main Street CINCINNATI, OHIO 101 West Fourth Street CHICAGO, ILL. 1326 West Washington Boulevard ST. LOUIS, MO. 408 Pine Street ATLANTA. GA. 10 Forsyth Street HOUSTON, TEXAS 609 Fannin Street DENVER, COLO. 818 Seventeenth Street LOS ANGELES, CALIF. 411 Weai Fifth Street SAN FRANCISCO, CALIF. 235 Montgomery Street SEATTLE, WASH. 1358 Fourth Avenue THE AMERICAN BRASS COMPANY OF ILLINOIS 1326 West Washington Boulevard, Chicago, 111. In Canada ANACONDA AMERICAN BRASS LIMITED Main Office and Mill NEW TORONTO, ONTARIO Montreal Agency: 1010 St. Catherine Street, W. * 3 CABLE ADDRESSES "AMBRAC" Waterbury, Conn. "AMBRAC" 25 Broadway, New York Codes Used All Standard Cable and Telegraph THE AMERICAN BRASS COMPANY - Tl ANACONDA -

Internally Threaded Titanium 2018
Metal Mafia® 1 County Rd, Suite A12 Secaucus, NJ 07094 PH 212-279-4655 Fax 201-222-7707 metalmafia.com @metalmafiabodyjewelry @Metalmafia1 Metalmafiabodyjewelry Internally Threaded ASTM F-136 Titanium ® 2018 Vol. 14 Issue 4 About our Titanium ® ASTM F-136 Implant Grade, TI 6AL-4V ELI complient: TI (Titanium) 6% Aluminum-4% Vanadium Extra Low Interstitials Extra low interstitials provide improved ductility and better fracture toughness Meets APP Standards for Initial Piercings All mill certificates are available at www.metalmafia.com/certificates Internally Threaded, Hand-Polished to a mirror shine, with a Lifetime Guarantee Metal Mafia offers a lifetime guarantee on the workmanship of all its ASTM F-136 titanium. If there is any defect caused by manufacturing, please contact Metal Mafia at any time and we will gladly replace your piece. TABLE OF CONTENTS Gemstone Chart ........................... 4 CIRCULAR Measuring Guide ........................... 5 Horseshoes/Circular Barbells ................60 Ethics matters. In life and in business. Hinged Segment Rings ............................65 Bombshell Accessories/Metal Mafia trades on that princi- Replacement Heads..................... 6 Daith Kit ...........................................................65 Captive Bead Rings.................................... 66 ple. In the era of cutthroat and carelessness, we choose LABRETS Captive Parts ................................................67 commitment and accountability. Labrets ............................................... 14 Helix -
Xcel Program General Information
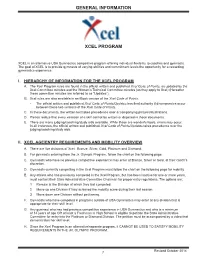
GENERAL INFORMATION XCEL PROGRAM XCEL is an alternative USA Gymnastics competitive program offering individual flexibility to coaches and gymnasts. The goal of XCEL is to provide gymnasts of varying abilities and commitment levels the opportunity for a rewarding gymnastics experience. I. HIERARCHY OF INFORMATION FOR THE XCEL PROGRAM A. The Xcel Program rules are found in the official written and published Xcel Code of Points, as updated by the Xcel Committee minutes and the Women’s Technical Committee minutes (as they apply to Xcel) (Hereafter these committee minutes are referred to as “Updates”). B. Xcel rules are also available in an iBook version of the Xcel Code of Points. • The official written and published Xcel Code of Points/Updates has final authority if discrepancies occur between these two versions of the Xcel Code of Points. C. In these documents, the written text takes precedence over accompanying pictures/illustrations. D. Please realize that every variation of a skill cannot be written or depicted in these documents. E. There are many judging/coaching/study aids available. While these are wonderful tools, errors may occur. In all instances, the official written and published Xcel Code of Points/Updates takes precedence over the judging/coaching/study aids. II. XCEL AGE/ENTRY REQUIREMENTS AND MOBILITY OVERVIEW A. There are five divisions of Xcel: Bronze, Silver, Gold, Platinum and Diamond. B. For gymnasts entering from the Jr. Olympic Program, follow the chart on the following page. C. Gymnasts who have no previous competitive experience may enter at Bronze, Silver or Gold, at their coach’s discretion. -
Finish Chart
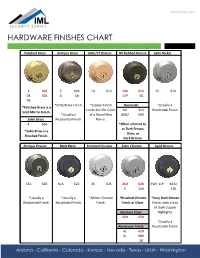
www.imlss.com HARDWARE FINISHES CHART Polished Brass An�que Brass Sa�n/LT Bronze Oil Rubbed Bronze Sa�n Nickel 3 605 5 609 10 612 10B 613 15 619 03 505 A AB 11P 4G PB *Dirty Brass Finish. *Copper Finish Durona�c *Usually a *Polished Brass is a Looks like the Color DU 313 Residen�al Finish. Gold Mirror Finish. *Usually a of a Brand New DKBZ 690 Sa�n Brass Residen�al Finish. Penny. 4 606 *O�en referred to as Dark Brown, *Sa�n Brass is a Duro, or Brushed Finish. Dark Bronze. An�que Pewter Ma� Black Polished Chrome Sa�n Chrome Aged Bronze 15A 620 N/A 622 26 625 26D 626 KWI 11P 643e S 14A 716 *Usually a *Usually a *Mirror Chrome *Brushed Chrome *Very Dark Bronze Residen�al Finish. Residen�al Finish. Finish. Finish or Silver. Finish, with a hint of Dark Copper Stainless Steel Highlights. 32D 630 *Usually a Aluminum Finish Residen�al Finish. AL 628 SL 689 28 Arizona - California - Colorado - Kansas - Nevada - Texas - Utah - Washington www.imlss.com HARDWARE FINISHES CHART Finish US Description Base Material 600 USP Primed for paint - steel Steel 603 2C Zinc plated Steel 604 2G Zinc plated/dichromate sealed Steel 605 US3 Bright brass, clear coated Brass 606 US4 Satin brass, clear coated Brass 609 US5 Satin brass plated, blackened, satin reliev ed, clear coated Aluminum 612 US10 Satin bronze, clear coated Bronze 613 US10B Dark oxidized satin bronze, oil rubbed finish Bronze 618 US14 Bright nickel plated, clear coated Brass, Bronze 619 US15 Satin nickel plated, clear coated Brass, Bronze 620 US15A Satin nickel plated, blackened, satin reliev ed, -

Bronze Compounds
Montclair State University Montclair State University Digital Commons Theses, Dissertations and Culminating Projects 5-2020 A Study and Synthesis : Bronze Compounds Patricia Rose Olsen Follow this and additional works at: https://digitalcommons.montclair.edu/etd Part of the Chemistry Commons ABSTRACT The focus of this thesis is the investigation of ternary and quaternary reduced metal oxide compounds termed “bronzes.” The name bronze originally arose from the metallic-like luster of these compounds. Examples of these compounds range from sodium tungsten oxides to the more complex potassium cesium molybdenum oxides. These compounds are crystalline solids at room temperature. The “bronzes” are compounds that have been studied since their initial synthesis by Wohler in 1824. These compounds belong to a class of compounds that are known as “nonstoichiometric” compounds. The general formula for reduced ternary transition metal oxides is AxMyOz. In this general formula, the value of x is less than one, but greater than 0. The compounds vary in crystal structures due to the radius of the electropositive element, M. The compounds also vary in physical properties because of their crystal structures and energy level occupations. The compounds can range in color from purple to yellow and range in electrical conductivity from metallic behavior to semiconducting behavior. The history of these compounds, including a classification of known bronze phases, will be reviewed with a focus on complex molybdate phases. Experimental methods, including experimental searches for new phases using ceramic synthesis techniques and electrolytic growth, and analysis of resulting products by powder x-ray diffraction and SEM studies will be discussed in this thesis.