Low Velocity Airdrop Tests of an X-38 Backup Parachute Design
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Flight Opportunities and Small Spacecraft Technology Program Updates NAC Technology, Innovation and Engineering Committee Meeting | March 19, 2020
Flight Opportunities and Small Spacecraft Technology Program Updates NAC Technology, Innovation and Engineering Committee Meeting | March 19, 2020 Christopher Baker NASA Space Technology Mission Directorate Flight Opportunities and Small Spacecraft Technology Program Executive National Aeronautics and Space Administration 1 CHANGING THE PACE OF SPACE Through Small Spacecraft Technology and Flight Opportunities, Space Tech is pursuing the rapid identification, development, and testing of capabilities that exploit agile spacecraft platforms and responsive launch capabilities to increase the pace of space exploration, discovery, and the expansion of space commerce. National Aeronautics and Space Administration 2 THROUGH SUBORBITAL FLIGHT The Flight Opportunities program facilitates rapid demonstration of promising technologies for space exploration, discovery, and the expansion of space commerce through suborbital testing with industry flight providers LEARN MORE: WWW.NASA.GOV/TECHNOLOGY Photo Credit: Blue Origin National Aeronautics and Space Administration 3 FLIGHT OPPORTUNITIES BY THE NUMBERS Between 2011 and today… In 2019 alone… Supported 195 successful fights Supported 15 successful fights Enabled 676 tests of payloads Enabled 47 tests of payloads 254 technologies in the portfolio 86 technologies in the portfolio 13 active commercial providers 9 active commercial providers National Aeronautics and Space Administration Numbers current as of March 1, 2020 4 TECHNOLOGY TESTED IN SUBORBITAL Lunar Payloads ISS SPACE IS GOING TO EARTH ORBIT, THE MOON, MARS, AND BEYOND Mars 2020 Commercial Critical Space Lunar Payload Exploration Services Solutions National Aeronautics and Space Administration 5 SUBORBITAL INFUSION HIGHLIGHT Commercial Lunar Payload Services Four companies selected as Commercial Lunar Payload Services (CPLS) providers leveraged Flight Opportunities-supported suborbital flights to test technologies that are incorporated into their landers and/or are testing lunar landing technologies under Flight Opportunities for others. -
Status of the Space Shuttle Solid Rocket Booster
The Space Congress® Proceedings 1980 (17th) A New Era In Technology Apr 1st, 8:00 AM Status of The Space Shuttle Solid Rocket Booster William P. Horton Solid Rocket Booster Engineering Office, George C. Marshall Space Flight Center, Follow this and additional works at: https://commons.erau.edu/space-congress-proceedings Scholarly Commons Citation Horton, William P., "Status of The Space Shuttle Solid Rocket Booster" (1980). The Space Congress® Proceedings. 3. https://commons.erau.edu/space-congress-proceedings/proceedings-1980-17th/session-1/3 This Event is brought to you for free and open access by the Conferences at Scholarly Commons. It has been accepted for inclusion in The Space Congress® Proceedings by an authorized administrator of Scholarly Commons. For more information, please contact [email protected]. STATUS OF THE SPACE SHUTTLE SOLID ROCKET BOOSTER William P. Horton, Chief Engineer Solid Rocket Booster Engineering Office George C. Marshall Space Flight Center, AL 35812 ABSTRACT discuss retrieval and refurbishment plans for Booster reuse, and will address Booster status Two Solid Rocket Boosters provide the primary for multimission use. first stage thrust for the Space Shuttle. These Boosters, the largest and most powerful solid rocket vehicles to meet established man- BOOSTER CONFIGURATION rated design criteria, are unique in that they are also designed to be recovered, refurbished, It is appropriate to review the Booster config and reused. uration before describing the mission profile. The Booster is 150 feet long and is 148 inches The first SRB f s have been stacked on the in diameter (Figure 1), The inert weight Mobile Launch Platform at the Kennedy Space is 186,000 pounds and the propellant weight is Center and are ready to be mated with the approximately 1.1 million pounds for each External Tank and Orbiter in preparation for Booster. -
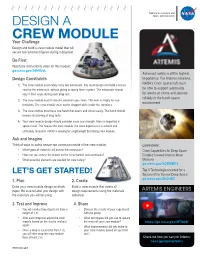
Design a Crew Module Drop Test Data Log Use This Data Log to Record the Results of Each Drop Test
National Aeronautics and DESIGN A Space Administration CREWYour Challenge MODULE Design and build a crew module model that will secure two astronaut figures during a drop test. Do First Watch the instructional video for this module: go.nasa.gov/34hVUvL Astronaut safety is of the highest Design Constraints importance. For Artemis missions, 1) The crew module must safely carry two astronauts. You must design and build a secure NASA’s Orion spacecraft must seat for the astronauts, without gluing or taping them in place. The astronauts should be able to support astronauts stay in their seats during each drop test. for weeks at a time and operate reliably in the harsh space 2) The crew module must fit into the container you chose. This item is simply for size environment. restraints. The crew module must not be dropped while inside the container. 3) The crew module must have one hatch that opens and closes easily. The hatch should remain shut during all drop tests. 4) Your crew module design should consider mass and strength. Mass is important in space travel. The heavier the crew module, the more expensive it is to build and, ultimately, to launch. NASA is looking for a lightweight but strong crew module. Ask and Imagine Think of ways to safely secure two astronauts inside of the crew module. Learn more: • What types of materials will protect the astronauts? Orion Capabilities for Deep Space • How can you reduce the impact on the crew module and astronauts? Enabled Crewed Artemis Moon • What essential elements are needed for crew safety? Missions go.nasa.gov/2GEMBN1 Top 5 Technologies needed for a LET’S GET STARTED! Spacecraft to Survive Deep Space 1. -

O'keefe Resigns
Volume 46 Issue 11 Dryden Flight Research Center, Edwards, California December 31, 2004 O’Keefe resigns NASA News Services FondFondFond NASAAdministrator Sean O’Keefe, who in the past three years led the Agency through an aggressive and comprehensive management transformation and helped it through one of its most painful tragedies, has resigned his post. In his resignation letter to President Bush, O’Keefe wrote, “I will continue until you have named a successor and in the hope the Senate will act on your nomination by February.” FarewellFarewellFarewell “I’ve been honored to serve this ■ Storied research aircraft president, the American people and my retired after more than talented colleagues here at NASA,” four decades in the skies O’Keefe said. “Together, we’ve enjoyed unprecedented success and By Jay Levine seen each other through arduous X-Press Editor circumstances. This was the most Dryden’s venerable NB-52B aircraft difficult decision I’ve ever made, but was recognized Dec. 17 for a career it’s one I felt was best for my family spanning nearly fifty years, a tour of duty and our future.” in which the big bird played a role in O’Keefe, 48, is NASA’s 10th airlaunching generations of experimental administrator. Nominated by President aircraft. Bush and confirmed by the U.S. The retirement ceremony brought Senate, he was sworn into office Dec. together people from the aircraft’s past 21, 2001. It was O’Keefe’s fourth and present as it is prepared for its future presidential appointment. as a historical monument at the Edwards Air After joining NASA, O’Keefe Force Base north gate. -

Nasa's Commercial Crew Development
NASA’S COMMERCIAL CREW DEVELOPMENT PROGRAM: ACCOMPLISHMENTS AND CHALLENGES HEARING BEFORE THE COMMITTEE ON SCIENCE, SPACE, AND TECHNOLOGY HOUSE OF REPRESENTATIVES ONE HUNDRED TWELFTH CONGRESS FIRST SESSION WEDNESDAY, OCTOBER 26, 2011 Serial No. 112–46 Printed for the use of the Committee on Science, Space, and Technology ( Available via the World Wide Web: http://science.house.gov U.S. GOVERNMENT PRINTING OFFICE 70–800PDF WASHINGTON : 2011 For sale by the Superintendent of Documents, U.S. Government Printing Office Internet: bookstore.gpo.gov Phone: toll free (866) 512–1800; DC area (202) 512–1800 Fax: (202) 512–2104 Mail: Stop IDCC, Washington, DC 20402–0001 COMMITTEE ON SCIENCE, SPACE, AND TECHNOLOGY HON. RALPH M. HALL, Texas, Chair F. JAMES SENSENBRENNER, JR., EDDIE BERNICE JOHNSON, Texas Wisconsin JERRY F. COSTELLO, Illinois LAMAR S. SMITH, Texas LYNN C. WOOLSEY, California DANA ROHRABACHER, California ZOE LOFGREN, California ROSCOE G. BARTLETT, Maryland BRAD MILLER, North Carolina FRANK D. LUCAS, Oklahoma DANIEL LIPINSKI, Illinois JUDY BIGGERT, Illinois GABRIELLE GIFFORDS, Arizona W. TODD AKIN, Missouri DONNA F. EDWARDS, Maryland RANDY NEUGEBAUER, Texas MARCIA L. FUDGE, Ohio MICHAEL T. MCCAUL, Texas BEN R. LUJA´ N, New Mexico PAUL C. BROUN, Georgia PAUL D. TONKO, New York SANDY ADAMS, Florida JERRY MCNERNEY, California BENJAMIN QUAYLE, Arizona JOHN P. SARBANES, Maryland CHARLES J. ‘‘CHUCK’’ FLEISCHMANN, TERRI A. SEWELL, Alabama Tennessee FREDERICA S. WILSON, Florida E. SCOTT RIGELL, Virginia HANSEN CLARKE, Michigan STEVEN M. PALAZZO, Mississippi VACANCY MO BROOKS, Alabama ANDY HARRIS, Maryland RANDY HULTGREN, Illinois CHIP CRAVAACK, Minnesota LARRY BUCSHON, Indiana DAN BENISHEK, Michigan VACANCY (II) C O N T E N T S Wednesday, October 26, 2011 Page Witness List ............................................................................................................ -
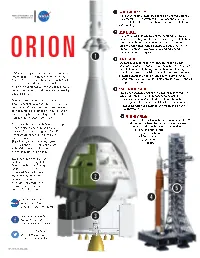
Launch Abort System Crew Module Service Module
LAUNCH ABORT SYSTEM National Aeronautics and The launch abort system, positioned on a tower atop the Space Administration crew module, can activate within milliseconds to propel the vehicle to safety and position the crew module for a safe landing. CREW MODULE The crew module is capable of transporting four to six crew members beyond the moon, providing a safe habitat from launch through landing and recovery. Inside the familiar deep-space capsule shape are advances in life support, avionics, power systems, and advanced manufacturing techniques. SERVICE MODULE Created in collaboration with ESA (European Space Agency), the service module provides support to the crew module from launch through separation prior to entry. It NASA’s Orion spacecraft will carry astronauts provides in-space propulsion capability for orbital transfer, farther than humans have ever gone before. attitude control and high altitude ascent aborts. While It will serve as the exploration vehicle that will mated with the crew module, it also provides water and air carry the crew to deep space, provide to support the crew. emergency abort capability, sustain astronauts during their missions and provide safe re-entry SPACE LAUNCH SYSTEM back to Earth. The Space Launch System is a powerful launch vehicle, which will expand human presence to celestial destinations beyond low-Earth orbit and throughout the Orion features technology advancements and solar system. This launch vehicle will be capable of innovations that have been incorporated into launching Orion to asteroids, the moon and on the the spacecraft's design. It includes crew and journey to Mars. service modules, a spacecraft adapter and a revolutionary launch abort system that will significantly increase crew safety. -
The Flexural Response of Bolted Composite Panels at Elevated Temperature" (2001)
The University of Maine DigitalCommons@UMaine Electronic Theses and Dissertations Fogler Library 2001 The lexF ural Response of Bolted Composite Panels at Elevated Temperature Christopher Gary Malm Follow this and additional works at: http://digitalcommons.library.umaine.edu/etd Part of the Mechanical Engineering Commons Recommended Citation Malm, Christopher Gary, "The Flexural Response of Bolted Composite Panels at Elevated Temperature" (2001). Electronic Theses and Dissertations. 311. http://digitalcommons.library.umaine.edu/etd/311 This Open-Access Thesis is brought to you for free and open access by DigitalCommons@UMaine. It has been accepted for inclusion in Electronic Theses and Dissertations by an authorized administrator of DigitalCommons@UMaine. THE FLEXURAL RESPONSE OF BOLTED COMPOSITE PANELS AT ELEVATED TEMPERATURE BY Christopher Gary Malm B. S. University of Maine, 1999 A THESIS Submitted in Partial Fulfillment of the Requirements for the Degree of Master of Science (in Mechanical Engineering) The Graduate School The University of Maine May 2001 Advisory Committee: Vince Caccese, Associate Professor of Mechanical Engineering, Advisor Donald Grant, Professor of Mechanical Engineering Christine Valle, Assistant Professor of Mechanical Engineering Roberto Lopez-Anido, Assistant Professor of Civil Engineering THE FLEXURAL RESPONSE OF BOLTED COMPOSITE PANELS AT ELEVATED TEMPERATURE By Christopher Gary Malm Thesis Advisor: Dr. Vincent Caccese An Abstract of the Thesis Presented in Partial Fulfillment of the Requirements for the Degree of Master of Science (in Mechanical Engineering) May, 2001 Carbon fiberlcyanate ester matrix composite panels with bolted connections to aluminum endplates were tested in four point bending at room and elevated temperatures. The specimens tested were subcomponents of the NASA X-38 Crew Return Vehicle. -

Espinsights the Global Space Activity Monitor
ESPInsights The Global Space Activity Monitor Issue 3 July–September 2019 CONTENTS FOCUS ..................................................................................................................... 1 A new European Commission DG for Defence Industry and Space .............................................. 1 SPACE POLICY AND PROGRAMMES .................................................................................... 2 EUROPE ................................................................................................................. 2 EEAS announces 3SOS initiative building on COPUOS sustainability guidelines ............................ 2 Europe is a step closer to Mars’ surface ......................................................................... 2 ESA lunar exploration project PROSPECT finds new contributor ............................................. 2 ESA announces new EO mission and Third Party Missions under evaluation ................................ 2 ESA advances space science and exploration projects ........................................................ 3 ESA performs collision-avoidance manoeuvre for the first time ............................................. 3 Galileo's milestones amidst continued development .......................................................... 3 France strengthens its posture on space defence strategy ................................................... 3 Germany reveals promising results of EDEN ISS project ....................................................... 4 ASI strengthens -

Test and Evaluation Trends and Costs for Aircraft and Guided Weapons
CHILD POLICY This PDF document was made available CIVIL JUSTICE from www.rand.org as a public service of EDUCATION the RAND Corporation. ENERGY AND ENVIRONMENT HEALTH AND HEALTH CARE Jump down to document6 INTERNATIONAL AFFAIRS NATIONAL SECURITY The RAND Corporation is a nonprofit POPULATION AND AGING research organization providing PUBLIC SAFETY SCIENCE AND TECHNOLOGY objective analysis and effective SUBSTANCE ABUSE solutions that address the challenges TERRORISM AND facing the public and private sectors HOMELAND SECURITY TRANSPORTATION AND around the world. INFRASTRUCTURE Support RAND Purchase this document Browse Books & Publications Make a charitable contribution For More Information Visit RAND at www.rand.org Explore RAND Project AIR FORCE View document details Limited Electronic Distribution Rights This document and trademark(s) contained herein are protected by law as indicated in a notice appearing later in this work. This electronic representation of RAND intellectual property is provided for non- commercial use only. Permission is required from RAND to reproduce, or reuse in another form, any of our research documents. This product is part of the RAND Corporation monograph series. RAND monographs present major research findings that address the challenges facing the public and private sectors. All RAND mono- graphs undergo rigorous peer review to ensure high standards for research quality and objectivity. Test and Evaluation Trends and Costs for Aircraft and Guided Weapons Bernard Fox, Michael Boito, John C.Graser, Obaid Younossi Prepared for the United States Air Force Approved for public release, distribution unlimited The research reported here was sponsored by the United States Air Force under Contract F49642-01-C-0003. -

General Disclaimer One Or More of the Following Statements May Affect
General Disclaimer One or more of the Following Statements may affect this Document This document has been reproduced from the best copy furnished by the organizational source. It is being released in the interest of making available as much information as possible. This document may contain data, which exceeds the sheet parameters. It was furnished in this condition by the organizational source and is the best copy available. This document may contain tone-on-tone or color graphs, charts and/or pictures, which have been reproduced in black and white. This document is paginated as submitted by the original source. Portions of this document are not fully legible due to the historical nature of some of the material. However, it is the best reproduction available from the original submission. Produced by the NASA Center for Aerospace Information (CASI) -.A-- THE B"AlfirZAff" COMPANY CODE IDENT, NO. 81205 (HIS DOCUMENT IS: CONTROLLED BY 75830 - Structural Dynamics All REVISIONS TO THIS DOCUMENT SHALL BE APPROVED ev THE ABOVE ORGANIZA ►ION PRIOR TO RELEASE. PREPARED UNDER q CONTRACT NO. NAS8-31805 q !R&D q OTHER DOCUMENT NO. D3-11220-3 MCDEL B-52B-008 TITLE B-525-008/DTV (DROP TEST VEHICLE) CONFIGURATION 'I (WITH AND WITHOUT FINS) FLIGHT TEST RESULTS - CAPTIVE FLIGHT AND DROP TEST MISSIONS ORIGINAL RELEASE DATE ^' - `'^ 17- - 7 ISSUE NO. TO (4ASA-C4-150855) B- 52E -003/1)TV (DROP TEST N79-1265 VEHICLE) CONFIGURATION 1 (WITH AND WITH011'^ FINS) FLIGHT 'PEST RESM-T5 - CaPT IVr FLIGH- AND DROP TEST MISSIONS (PoPing Co., Wichita, 'Tnclas Kans.) 21 p HC A02 / MF A01 C SCL 01C G3/05 39003 ADDITIONAL LIMITATIONS IMPOSED ON THIS DOCUMENT WILL, BE FOUND pN A SEPARATE LItAITATIONS PAGE 1 PREPARED BY far A.0 ,ai X758 lj SUPERVISED BY enpetRoger ' 35830 APPRCVEC, ^ a Bonn E. -

The X-38 V-201 Flap Actuator Mechanism
The X-38 V-201 Flap Actuator Mechanism Jeff Hagen*, Landon Moore**, Jay Estes**, and Chris Layer+ Abstract The X-38 Crew Rescue Vehicle V-201 space flight test article was designed to achieve an aerodynamically controlled re-entry from orbit in part through the use of two body mounted flaps on the lower rear side. These flaps are actuated by an electromechanical system that is partially exposed to the re-entry environment. These actuators are of a novel configuration and are unique in their requirement to function while exposed to re-entry conditions. The authors are not aware of any other vehicle in which a major actuator system was required to function throughout the complete re-entry profile while parts of the actuator were directly exposed to the ambient environment. Introduction The X-38 Project consisted of multiple unmanned drop test vehicles of various scales and one full-scale unmanned space flight proto-flight Vehicle 201 (V-201). The vehicle shape, derived from the X-24, was a lifting body that lands via a parafoil and skids (Figure 1). The purpose of the project was to perform the development work for an operational International Space Station Crew Return Vehicle. The configuration, shape, size, and function of the X-38 control surfaces (rudders and body flaps) were chosen to mimic that of the X-23 / X-24 as closely as possible. The X-23 re-entry bodies had fixed rudders and wedge shaped body flaps that replicated only the lower surface of the X-24 flaps while filling the otherwise void area between the top side of the flaps and the lower skin of the aft fuselage. -

Mars Landing
Mars Landing Objectives Lesson Overview Students wil be able to: As landing engineers in Boeing’s Beyond Earth division, students are challenged with creating a landing system for the world’s first crewed ● Research and explain the Martian-bound spacecraft. Students will explore the various factors factors and challenges that that affect a Mars landing, including spacecraft speed, atmospheric affect a Mars landing. pressure, and planetary surface dust. After creating a model of their ● Design and create a design, students will simulate testing as they consider how their design spacecraft prototype that would fare in deep space and how they may be able to optimize it. takes these factors into consideration. This lesson focuses on ● Analyze the results of Engineering Design Process their prototype testing and develop a plan for ● Defining the Problem optimization. ● Designing Solutions ● Refine or Improve 21st Century Skills ● Communication ● Collaboration ● Critical Thinking ● Creativity Timing Three 45–60-minute class periods Materials ALL DAYS ● Computer or device with the ability to project, one for the instructor DAY 1 ● Video to project: 7 Minutes of Terror: The Challenges of Getting to Mars ● Video to project: Fly Over NASA InSight’s New Mars Home ● Image to project: CST-100 Starliner webpage Copyright © 2019 Discovery Education. All rights reserved. Discovery Education, Inc. 1 MARS LANDING ● Image to project: Space Launch System webpage ● Mars Landing Research handout, enough for half the class ● Devices with internet access, at least enough for half the class DAY 2 ● EDL Planning handout, enough for one-quarter of the class ● Prototype materials: ● Hardboiled eggs or water balloons (pre-filled), 2* ● Various building materials for the class to share, which may include: ○ Cardboard ○ Rubber bands ○ Marshmallows ○ Aluminum foil ○ Plastic wrap ○ String ○ Plastic bags ○ Coffee filters ○ Bubble wrap ○ Tape ○ Scissors *If you will be completing the drop indoors, hard-boiled eggs are recommended.