A Model of Catalytic Cracking: Product Distribution and Catalyst Deactivation Depending on Saturates, Aromatics and Resins Content in Feed
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Reactions of Benzene & Its Derivatives
Organic Lecture Series ReactionsReactions ofof BenzeneBenzene && ItsIts DerivativesDerivatives Chapter 22 1 Organic Lecture Series Reactions of Benzene The most characteristic reaction of aromatic compounds is substitution at a ring carbon: Halogenation: FeCl3 H + Cl2 Cl + HCl Chlorobenzene Nitration: H2 SO4 HNO+ HNO3 2 + H2 O Nitrobenzene 2 Organic Lecture Series Reactions of Benzene Sulfonation: H 2 SO4 HSO+ SO3 3 H Benzenesulfonic acid Alkylation: AlX3 H + RX R + HX An alkylbenzene Acylation: O O AlX H + RCX 3 CR + HX An acylbenzene 3 Organic Lecture Series Carbon-Carbon Bond Formations: R RCl AlCl3 Arenes Alkylbenzenes 4 Organic Lecture Series Electrophilic Aromatic Substitution • Electrophilic aromatic substitution: a reaction in which a hydrogen atom of an aromatic ring is replaced by an electrophile H E + + + E + H • In this section: – several common types of electrophiles – how each is generated – the mechanism by which each replaces hydrogen 5 Organic Lecture Series EAS: General Mechanism • A general mechanism slow, rate + determining H Step 1: H + E+ E El e ctro - Resonance-stabilized phile cation intermediate + H fast Step 2: E + H+ E • Key question: What is the electrophile and how is it generated? 6 Organic Lecture Series + + 7 Organic Lecture Series Chlorination Step 1: formation of a chloronium ion Cl Cl + + - - Cl Cl+ Fe Cl Cl Cl Fe Cl Cl Fe Cl4 Cl Cl Chlorine Ferric chloride A molecular complex An ion pair (a Lewis (a Lewis with a positive charge containing a base) acid) on ch lorine ch loronium ion Step 2: attack of -
2 Reactions Observed with Alkanes Do Not Occur with Aromatic Compounds 2 (SN2 Reactions Never Occur on Sp Hybridized Carbons!)
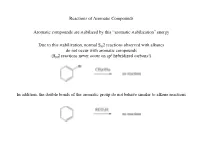
Reactions of Aromatic Compounds Aromatic compounds are stabilized by this “aromatic stabilization” energy Due to this stabilization, normal SN2 reactions observed with alkanes do not occur with aromatic compounds 2 (SN2 reactions never occur on sp hybridized carbons!) In addition, the double bonds of the aromatic group do not behave similar to alkene reactions Aromatic Substitution While aromatic compounds do not react through addition reactions seen earlier Br Br Br2 Br2 FeBr3 Br With an appropriate catalyst, benzene will react with bromine The product is a substitution, not an addition (the bromine has substituted for a hydrogen) The product is still aromatic Electrophilic Aromatic Substitution Aromatic compounds react through a unique substitution type reaction Initially an electrophile reacts with the aromatic compound to generate an arenium ion (also called sigma complex) The arenium ion has lost aromatic stabilization (one of the carbons of the ring no longer has a conjugated p orbital) Electrophilic Aromatic Substitution In a second step, the arenium ion loses a proton to regenerate the aromatic stabilization The product is thus a substitution (the electrophile has substituted for a hydrogen) and is called an Electrophilic Aromatic Substitution Energy Profile Transition states Transition states Intermediate Potential E energy H Starting material Products E Reaction Coordinate The rate-limiting step is therefore the formation of the arenium ion The properties of this arenium ion therefore control electrophilic aromatic substitutions (just like any reaction consider the stability of the intermediate formed in the rate limiting step) 1) The rate will be faster for anything that stabilizes the arenium ion 2) The regiochemistry will be controlled by the stability of the arenium ion The properties of the arenium ion will predict the outcome of electrophilic aromatic substitution chemistry Bromination To brominate an aromatic ring need to generate an electrophilic source of bromine In practice typically add a Lewis acid (e.g. -

Alkylation of Aromatic Hydrocarbons with Divinylbenzene by Solid Polymeric Oxo Acids
Polymer Journal, Vol. 13, No.9, pp 915-917 (1981) NOTE Alkylation of Aromatic Hydrocarbons with Divinylbenzene by Solid Polymeric Oxo Acids Hiroshi HASEGAWA and Toshinobu HIGASHIMURA Department of Polymer Chemistry, Kyoto University, Kyoto 606, Japan. (Received February 28, 1981) KEY WORDS Solid Polymeric Oxo Acid I Alkylation I Bis(l-arylethyl)- benzene I Nafion-H I Amberlyst 151 Divinylbenzene I Aromatic Hydrocar bons I In our recent papers on the alkylation of aromatic hydrocarbons with styrene (eq 1),u we have shown that solid polymeric oxo acids as catalysts can bring about higher yields of 1-phenyl-1-arylethane (I) than the corresponding soluble oxo acids [e.g., poly(styrenesulfonic acid) (Amberlyst 15) vs. p CH3C6H4S03H; perfluorinated resinsulfonic acid (Nafion-H) vs. CF S0 H]. In view of the easy 3 3 yH3 yH3 separation of the product from the catalyst, the use (2) of these effective polymeric oxo acids should be H H industrially more advantageous than homogeneous (II) processes using soluble acidic catalysts. H H EXPERIMENTAL ) CH3-t-Ar + ift' CH2© ) Aromatic Hydrocarbons © Materials (I) (1) The DVB used in most experiments was an isomeric mixture (m-DVB/p-DVB = 70/30, purity;::: This article deals with the alkylation of aromatic 98%) separated from a commercial mixture of hydrocarbons (toluene and m-xylene) with divinyl DVB (60%) and ethylvinylbenzene (40%) by benzene (DVB) catalyzed by solid polymeric oxo preparative liquid chromatography.5 p-DVB and m acids (Nafion-H and Amberlyst 15). If the two vinyl DVB were isolated from the commercial mixture by groups in DVB, as in the case of styrene, react the method of Storey et a/. -

Reactions of Aromatic Compounds Just Like an Alkene, Benzene Has Clouds of Electrons Above and Below Its Sigma Bond Framework
Reactions of Aromatic Compounds Just like an alkene, benzene has clouds of electrons above and below its sigma bond framework. Although the electrons are in a stable aromatic system, they are still available for reaction with strong electrophiles. This generates a carbocation which is resonance stabilized (but not aromatic). This cation is called a sigma complex because the electrophile is joined to the benzene ring through a new sigma bond. The sigma complex (also called an arenium ion) is not aromatic since it contains an sp3 carbon (which disrupts the required loop of p orbitals). Ch17 Reactions of Aromatic Compounds (landscape).docx Page1 The loss of aromaticity required to form the sigma complex explains the highly endothermic nature of the first step. (That is why we require strong electrophiles for reaction). The sigma complex wishes to regain its aromaticity, and it may do so by either a reversal of the first step (i.e. regenerate the starting material) or by loss of the proton on the sp3 carbon (leading to a substitution product). When a reaction proceeds this way, it is electrophilic aromatic substitution. There are a wide variety of electrophiles that can be introduced into a benzene ring in this way, and so electrophilic aromatic substitution is a very important method for the synthesis of substituted aromatic compounds. Ch17 Reactions of Aromatic Compounds (landscape).docx Page2 Bromination of Benzene Bromination follows the same general mechanism for the electrophilic aromatic substitution (EAS). Bromine itself is not electrophilic enough to react with benzene. But the addition of a strong Lewis acid (electron pair acceptor), such as FeBr3, catalyses the reaction, and leads to the substitution product. -

Reactions of Alkenes and Alkynes
05 Reactions of Alkenes and Alkynes Polyethylene is the most widely used plastic, making up items such as packing foam, plastic bottles, and plastic utensils (top: © Jon Larson/iStockphoto; middle: GNL Media/Digital Vision/Getty Images, Inc.; bottom: © Lakhesis/iStockphoto). Inset: A model of ethylene. KEY QUESTIONS 5.1 What Are the Characteristic Reactions of Alkenes? 5.8 How Can Alkynes Be Reduced to Alkenes and 5.2 What Is a Reaction Mechanism? Alkanes? 5.3 What Are the Mechanisms of Electrophilic Additions HOW TO to Alkenes? 5.1 How to Draw Mechanisms 5.4 What Are Carbocation Rearrangements? 5.5 What Is Hydroboration–Oxidation of an Alkene? CHEMICAL CONNECTIONS 5.6 How Can an Alkene Be Reduced to an Alkane? 5A Catalytic Cracking and the Importance of Alkenes 5.7 How Can an Acetylide Anion Be Used to Create a New Carbon–Carbon Bond? IN THIS CHAPTER, we begin our systematic study of organic reactions and their mecha- nisms. Reaction mechanisms are step-by-step descriptions of how reactions proceed and are one of the most important unifying concepts in organic chemistry. We use the reactions of alkenes as the vehicle to introduce this concept. 129 130 CHAPTER 5 Reactions of Alkenes and Alkynes 5.1 What Are the Characteristic Reactions of Alkenes? The most characteristic reaction of alkenes is addition to the carbon–carbon double bond in such a way that the pi bond is broken and, in its place, sigma bonds are formed to two new atoms or groups of atoms. Several examples of reactions at the carbon–carbon double bond are shown in Table 5.1, along with the descriptive name(s) associated with each. -

Lewis Acid/Hexafluoroisopropanol
Lewis Acid/Hexafluoroisopropanol: A Promoter System for Selective ortho-C-Alkylation of Anilines with Deactivated Styrene Derivatives and Unactivated Alkenes Shengdong Wang, Guillaume Force, Régis Guillot, Jean-François Carpentier, Yann Sarazin, Christophe Bour, Vincent Gandon, David Lebœuf To cite this version: Shengdong Wang, Guillaume Force, Régis Guillot, Jean-François Carpentier, Yann Sarazin, et al.. Lewis Acid/Hexafluoroisopropanol: A Promoter System for Selective ortho-C-Alkylation of Anilines with Deactivated Styrene Derivatives and Unactivated Alkenes. ACS Catalysis, American Chemical Society, 2020, 10 (18), pp.10794-10802. 10.1021/acscatal.0c02959. hal-02961178 HAL Id: hal-02961178 https://hal-univ-rennes1.archives-ouvertes.fr/hal-02961178 Submitted on 8 Oct 2020 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. Page 1 of 10 ACS Catalysis 1 2 3 4 5 6 7 Lewis Acid/Hexafluoroisopropanol: A Promoter System for Selective 8 ortho-C-Alkylation of Anilines with Deactivated Styrene Derivatives 9 10 and Unactivated Alkenes 11 a a a b b 12 Shengdong Wang, Guillaume Force, Régis Guillot, Jean-François Carpentier, Yann Sarazin, 13 Christophe Bour,a Vincent Gandon*,a,c and David Lebœuf*,d 14 15 a Institut de Chimie Moléculaire et des Matériaux d’Orsay (ICMMO), CNRS UMR 8182, Université Paris-Saclay, Bâtiment 16 420, 91405 Orsay, France. -

A General N-Alkylation Platform Via Copper Metallaphotoredox and Silyl Radical Activation of Alkyl Halides
ll Article A general N-alkylation platform via copper metallaphotoredox and silyl radical activation of alkyl halides Nathan W. Dow, Albert Cabre´, David W.C. MacMillan [email protected] Highlights General, room temperature N- alkylation via copper metallaphotoredox catalysis Broad reactivity across diverse alkyl bromides, N-heterocycles, and pharmaceuticals Convenient approach to N- cyclopropylation using easily handled bromocyclopropane Readily extended to functionalization of unactivated secondary alkyl chlorides Traditional substitution reactions between nitrogen nucleophiles and alkyl halides feature well-established, substrate-dependent limitations and competing reaction pathways under thermally induced conditions. Herein, we report that a metallaphotoredox approach, utilizing a halogen abstraction-radical capture (HARC) mechanism, provides a valuable alternative to conventional N-alkylation. This visible-light-induced, copper-catalyzed protocol is successful for coupling >10 classes of N-nucleophiles with diverse primary, secondary, or tertiary alkyl bromides. Moreover, this open-shell platform alleviates outstanding N-alkylation challenges regarding regioselectivity, direct cyclopropylation, and secondary alkyl chloride functionalization. Dow et al., Chem 7,1–16 July 8, 2021 ª 2021 Elsevier Inc. https://doi.org/10.1016/j.chempr.2021.05.005 Please cite this article in press as: Dow et al., A general N-alkylation platform via copper metallaphotoredox and silyl radical activation of alkyl halides, Chem (2021), https://doi.org/10.1016/j.chempr.2021.05.005 -

Alkyl Transfer Steps in the Catalytic Alkylation of Benzene, Toluene, and Cyclohexane
JOURNAL OF CATALYSIS 24, 233-240 (1972) Alkyl Transfer Steps in the Catalytic Alkylation of Benzene, Toluene, and Cyclohexane G. PARRAVANO Drpcrrtment oj Chemical and hfelallurgical Btcgi~~eering. University of Michignn, A& Arbor. Michignn @lob Received April 6. 1971 The rate of the catalytic redistribution of isotopic carbon in binary mixtures of benzene and toluene, benzene and ethylbenzene. toluene and xylene, toluene and ethylbenzene, cyclohexane and methylcyclohexane was investigated over supported Pt, Ir, Ru, and Au. The influence of the following experimental variables was as- sessed: hydrocarbon partial pressure ratios, 3 X 10e3 to 30; temperature, 185 to 400°C; catalyst support, ALO,, MgO; catalyst acidity and basicity, and method of catalyst preparation. The results are discussed in the framework of processes of com- petitive and reactive chemisorption of hydrocarbon mixtures. The dependence of the reaction rate upon t.he hydrocarbon partial pressure ratio is considered in detail. Displacement effects were found when xylene isomers were present simultaneously. The insight tha.t the carbon redistribution reaction may provide in investigations on the thermodynamic and kinetic asprcts of alkyl transfer strps at catalytic surfaces is pointed out. -4lkyl t.ran~fcr steps figure prominently catalytic surfatc sirnultanttouxly with the in catalytic alkylations. Their character- following step: istics are often indirectly gleaned from in- format.ion on the rate of net alkylation rc- *A(g) + R(s) --* *AI:(g). Ilb) actions. However, individual alkyl transfer The requcnce of reaction steps (la) and steps cannot be observed easily in a net (lb) corresponds to the exchange reaction: alkylation process operating at steady state. -

5.1 Petroleum Refining1
5.1 Petroleum Refining1 5.1.1 General Description The petroleum refining industry converts crude oil into more than 2500 refined products, including liquefied petroleum gas, gasoline, kerosene, aviation fuel, diesel fuel, fuel oils, lubricating oils, and feedstocks for the petrochemical industry. Petroleum refinery activities start with receipt of crude for storage at the refinery, include all petroleum handling and refining operations and terminate with storage preparatory to shipping the refined products from the refinery. The petroleum refining industry employs a wide variety of processes. A refinery's processing flow scheme is largely determined by the composition of the crude oil feedstock and the chosen slate of petroleum products. The example refinery flow scheme presented in Figure 5.1-1 shows the general processing arrangement used by refineries in the United States for major refinery processes. The arrangement of these processes will vary among refineries, and few, if any, employ all of these processes. Petroleum refining processes having direct emission sources are presented on the figure in bold-line boxes. Listed below are 5 categories of general refinery processes and associated operations: 1. Separation processes a. Atmospheric distillation b. Vacuum distillation c. Light ends recovery (gas processing) 2. Petroleum conversion processes a. Cracking (thermal and catalytic) b. Reforming c. Alkylation d. Polymerization e. Isomerization f. Coking g. Visbreaking 3.Petroleum treating processes a. Hydrodesulfurization b. Hydrotreating c. Chemical sweetening d. Acid gas removal e. Deasphalting 4.Feedstock and product handling a. Storage b. Blending c. Loading d. Unloading 5.Auxiliary facilities a. Boilers b. Waste water treatment c. Hydrogen production d. -
Electrophilic Aromatic Substitution (EAS) & Other Reactions Of
Electrophilic Aromatic Substitution (EAS) & Other Reactions of Aromatic Compounds Chapter 18 Electrophilic Aromatic Substitution • Additions across benzene rings are unusual because of the stability imparted by aromaticity. • Reactions that keep the aromatic ring intact are favored. • The characteristic reaction of benzene is electrophilic aromatic substitution—a hydrogen atom is replaced by an electrophile. Common EAS Reactions Halogenation • In halogenation, benzene reacts with Cl2 or Br2 in the presence of a Lewis acid catalyst, such as FeCl3 or FeBr3, to give the aryl halides chlorobenzene or bromobenzene, respectively. • Analogous reactions with I2 and F2 are not synthetically useful because I2 is too unreactive and F2 reacts too violently. • Mechanism of chlorination of benzene General Mechanism of Substitution • Regardless of the electrophile used, all electrophilic aromatic substitution reactions occur by the same two-step mechanism: 1. Addition of the electrophile E+ to form a resonance-stabilized carbocation. 2. Deprotonation with base. Resonance-Stabilized Aromatic Carbocation • The first step in electrophilic aromatic substitution forms a carbocation, for which three resonance structures can be drawn. • To help keep track of the location of the positive charge: Energy Diagram for Electrophilic Aromatic Substitution Nitration and Sulfonation • Nitration and sulfonation introduce two different functional groups into the aromatic ring. • Nitration is especially useful because the nitro group can be reduced to an NH2 group. • Mechanisms of Electrophile Formation for Nitration and Sulfonation Reduction of Nitro Benzenes • A nitro group (NO2) that has been introduced on a benzene ring by nitration with strong acid can readily be reduced to an amino group (NH2) under a variety of conditions. -

Friedel-‐Crafts Alkylation of Dimethoxybenzene
FRIEDEL-CRAFTS ALKYLATION OF DIMETHOXYBENZENE CHM 222 The following experiment has been adapted from experiments in Fieser and Williamson’s Organic Experiments, seventh edition. EXPERIMENTAL OBJECTIVES To synthesize, purify, and characterize 1,4-di-tert-butyl-2,5-dimethoxybenzene as an example of a Friedel-Crafts alkylation reaction. LEARNING OBJECTIVES • To see the utility of an EAS reaction in the laboratory • To characterize a purified product in preparation for the synthesis project BACKGROUND Friedel-Crafts alkylation of aromatic rings most often employs an alkyl halide and a strong Lewis acid catalyst. Some of the catalysts that can be used, in order of decreasing activity, are the halides of Al, Sb, Fe, Ti, Sn, Bi, and Zn. As in today’s experiment, the reaction can also be accomplished by using a strong acid with an alcohol. Although useful, Friedel-Crafts alkylation reactions have several limitations. The aromatic ring must be unsubstituted or bear activating groups, and, because the monoalkylated aromatic molecule is more reactive than the starting material, multiple substitutions usually occurs. Finally, primary alkyl groups will sometimes rearrange under the reaction conditions: H C CH CH2CH2CH3 3 3 AlCl3 + CH3CH2CH2Cl + -6°C: 60% 40% +35°C: 40% 60% In the reaction shown below, a tertiary alkyl chloride and the most powerful Friedel-Crafts catalyst, AlCl3, are allowed to react with benzene. The initially formed t-butylbenzene is a liquid while the product, 1,4-di-t- butylbenzene, which has a symmetrical structure, is a beautifully crystalline solid. The alkylation reaction probably proceeds through the carbocation under the conditions of the present experiment: CH3 H3C CH3 CH3 CH3 AlCl 3 + - + H3C Cl H3C C AlCl4 CH3 CH3 H3C CH3 CH3 Benzene t-Butyl chloride 1,4-Di-t-butylbenzene Today’s reaction is similar, although we are not using the air and moisture sensitive aluminum trichloride catalyst. -

Trifluoroacetic Acid-Promoted Friedel-Crafts Aromatic Alkylation with Benzyl Alcohols
ISSN: 2574-1241 DOI: 10.26717/BJSTR.2018.12.002257 Gordon W Gribble. Biomed J Sci & Tech Res Review Article Open Access Trifluoroacetic Acid-Promoted Friedel-Crafts Aromatic Alkylation with Benzyl Alcohols Amy L Ladd and Gordon W Gribble* Department of Chemistry, Dartmouth College, Hanover, NH 03755 USA Received: Published: *Corresponding: December author: 07, 2018; : December 20, 2018 Gordon W Gribble, Department of Chemistry, USA Introduction Following the 1945 report by Newman on the utility of Trifluoroacetic Acid (TFA) as a condensing agent for the acylation of anisole with acetic anhydride [1], TFA has found enormous protecting group removal, as a solvent for radical and polymer utility in organic synthesis [1-3]. For example, TFA is useful in processes, oxidations, reductions, and other reactions [2]. Some years ago, we described the reduction of diarylmethanols to the corresponding diarylmethanes using the novel combination of NaBH4 the unexpected side reactions shown in Scheme 1, which obviously and trifluoroacetic acid [4]. During this study we observed products 4, 6, and 8 with the carbocations derived from alcohols involve the TFA-promoted self-condensation of the initial reduction 1, 2, and 3 to give 5, 7, and 9, respectively. Although serendipitous, strongly ionizing and poorly nucleophilic, and hence capable of given hindsight this alkylation is not surprising given that TFA is stabilizing, in particular, benzylic carbocations. Scheme 2. Scheme 1. - del-Crafts alkylation of benzylic alcohols has not been pursued. Despite the intervening years, this simple TFA-promoted Frie Biomedical Journal of Scientific & Technical Research (BJSTR) 9258 Biomedical Journal of Scientific & Technical Research Volume 12- Issue 3: 2018 We now describe this alkylation as a simple alternative to the nu- 12 2 6F5 3 merous other methods that have been reported for the benzylic PW O40 [29], choline chloride-(TfOH) [30], and B(C ) [31].