Design and Development of Denim Fabrics with Improved Strength and Impact Abrasion Resistance for Motorcyclist Clothing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

CORDURA® NYCO Fabric. the Toughness You Need Without Sacrificing Comfort
CORDURA® NYCO Fabric. The toughness you need without sacrificing comfort. CORDURA.COM CORDURA® NYCO Fabrics for Workwear In line with the CORDURA® brand team’s commitment to developing innovative and protective fabrics for the workwear industry, a new range of CORDURA® NYCO fabrics from Malaysian based Penfabric, part of the Japanese Toray Group of companies, will be introduced to the European workwear market. The innovative range includes four fabrics, each in an intimate blend of 75 percent cotton, 25 percent high strength INVISTA T420 nylon 6,6. The fibres are staple in nature and intimately blended in both the warp and weft direction. The fabrics are available in twill and canvas constructions in weights of 325gr/m2 and 380gr/m2. Comfortably durable CORDURA® NYCO fabrics are suitable for a wide range of garment types such as trousers, jackets, coveralls and bib & braces, and are particularly valuable for harsh working conditions especially in areas where high stress is imparted on the garment. Such conditions are commonly found in industries such as construction and supporting trades, plant and vehicle maintenance, heavy engineering, butchery and transportation. The workwear market has traditionally been serviced by polyester/cotton fabrics over many years, whether polyester rich or cotton rich in nature. The new CORDURA® NYCO fabric workwear portfolio from Penfabric has been specifically developed to provide exceptional durability and comfort characteristics to innovative garment designs. In terms of durability, the CORDURA® NYCO fabric workwear range has high levels of abrasion resistance. Independent laboratory testing demonstrates that 325 gr/m2 and 380 gr/m2 CORDURA® NYCO fabrics based on 25%/75% cotton INVISTA T420 nylon 6,6 blends can reach levels of 250,000 rubs under the Martindale woolen abrasion test method with 12 kPa (ISO – 12947-2). -

Materials and Fabrics
MATERIALS AND FABRICS Note: The information contained in this document is for general purposes. It only represents technical opinions at the time of publishing. It does not guarantee any item or effect any product warranties given. ACCUMOLD A process in the manufacture of holsters and many other products from Bianchi. The make-up of Accumold is a laminate material which includes an outer layer of tough nylon fabric, a layer of polyfoam and an inner layer of liner material bonded together under heat and pressure. The resulting product retains its shape well and is not significantly deformed by weight or pressure of its contents. ACCUMOLD ELITE Accumold Elite is similar to Accumold in the manufacturing process except the outer layer is a smooth material that looks like leather. ANILINE A colorless, oily liquid with an aromatic, pungent odor. It is used, among many other things, in the manufacture of resins, varnishes, printing inks, cloth marking inks, explosives and dyes. CABRETTA A leather produced from the skins of sheep that have hair instead of wool i.e., straight-haired sheepskins. The leather is produced in China, South America and Africa. This material offers all of the features required to manufacture gloves, which include a thin tough structure giving strength and dexterity and is hard wearing and comfortable. Much of the tanned product comes from Pittards Tannery in England. CLARINO Manufactured by Kuraray Co. Ltd., Clarino is a man-made, synthetic leather which offers several surface types which, among others, include high gloss and a suede surface texture. The suede is used in gloves and is soft and flexible, breaths like leather and is washable and easy to care for. -

Flame Retardant Fabrics Engineered with CORDURA® Fiber Technology
Flame defense Flame Retardant Fabrics engineered with CORDURA® fiber technology Long-lasting performance Excellent resistance to tears, scuffs and abrasions Engineered to meet industry standards for flame protection Abrasion Tear Flame Built to last Resistant Resistant Retardant FLAME DEFENSE INHERENT FR FABRICS - FR TREATED CORDURA® NYCO FR CORDURA® REINFORCEMENT ® ENGINEERED WITH CORDURA Excellent abrasion resistance Excellent abrasion resistance TECHNOLOGY Chemical flame retardant finish Excellent tensile strength Enhanced abrasion resistance Enhanced electric arc performance Water repellent Maintains performance after Ideal in refineries & industries that ISO 15025 Method A Index 3 - multiple washes require both flame retardant and Flame Retardant performance antistatic properties Electric arc protection ISO 14116 Method A Index 3 - ® FR performance after washing Excellent tear resistance Durable CORDURA NYCO fabric technology for long-lasting performance Developed by Sasytex, France Excellent wash shrinkage Developed by DALETEC Style: Gimli FR NW, 300gsm (Sapphire Group) Tested to industrial laundry 50m High tenacity nylon 6,6 IFR MOVEX stretch functionality washes @ 75ºC PU coated – water repellent Style: SPARKSHIELD EXTREME FR meta aramid non-woven – 863153X, 310gsm / 9.1oz backing Modacrylic / Cotton / INVISTA Developed by Carrington, UK T420HT nylon 6,6 / EOL / Style: Flametougher antistatic 280AS, 280gsm Cotton / INVISTA T420 Nylon EN ISO 15025-3 EN ISO 14116-3 Water Repellent Movex IFR – A stretch solution 6,6 / Antistatic Fiber -

Fabric Supplier List
FABRIC SUPPLIER LIST CANADA Kendor Textiles Ltd 1260 Cliveden Ave Delta BC V3M 6Y1 Canada 604.434.3233 [email protected] www.kendortextiles.com Fabrics Available: Fabric supplier. Eco-friendly. Organic. Knits: solids, prints, yarn dyes and warp. Wovens: solids and yarn dyes. End Use: activewear, bottomweights, medical, lingerie, childrenswear, swimwear, rainwear, skiwear and uniform. Natural & eco items include cottons, bamboo's, modals, linens, hemps, organic cottons & organic linens. Technical items include waterproof/breathable soft shells, antibacteric & wicking polyester & recycled polyesters. Is a proud representative of the British Millerain line of waxed cottons and wools, and are able to provide custom souring. Minimums: Carries stock. In-stock minimum: 5 yards/color. Minimum order for production: 10 yards/color. Gordon Fabrics LTD #1135-6900 Graybar Rd. Richmond BC Canada 604.275.2672 [email protected] Fabrics Available: Fabric Supplier. Importer. Jobber. Carries stock. Knits & Wovens: solids, prints, yarn dyes and novelties. End Use: activewear, borromweights, eveningwear/bridal, medical, lingerie and childrenswear. Minimums: In stock minimum 1 yard. Minimum order for production varies. StartUp Fashion Supplier List 2016 – Page 1 CHINA Ecopel (HX) Co., Ltd. China +86 216.767.9686 www.ecopel.cn Fabrics Available: Fake fur and leather garments. End Uses: Childrenswear, Menswear, Other, Womenswear. Minimums: Min. order 50-100 m Hangzhou New Design Source Textile Co., Ltd. China +86 057.182.530528 Fabrics Available: Knits, Polyester/Man-Made, Prints. End Uses: Juniors Fashion, Menswear, Womenswear. Minimums: Min order 50 m. Nantong Haukai Textile Co., Ltd. China +86 513.890.78626 www.huakaitex.com Fabrics Available: Cotton, Linen. End Uses: Corporatewear/Suiting, Menswear, Womenswear. -

CORDURA® Brand 2018 Gear Guide Take Our Trend-Spotting Trip Around the World
SummerCORDURA® Brand 2018 Gear Guide Take our trend-spotting trip around the world. Ready for some excitement? Let’s discover a stunning new 360o world of durable innovation. Our journey will explore the trends that are shaping the world, with insights that reflect more than 50 years of experience with our mills, collaborative partners and consumers. The trend towards . Packability, Mobility and Durability on the Go People who embrace life as an adventure are constantly on the move. They yearn for the freedom to move effortlessly from work to wherever the day takes them. Durable products made with CORDURA® fabric help these explorers to pack up and go anywhere in ease, comfort and style. We empower them to travel light across the city, into the wild and around the world. Teva Sandals Take a Giant Stride Forward, with Porter and Cordura® Fabric. Teva’s Hurricane XLT 2 … the adventurer’s ‘strap on and go’ sandal designed to walk on the wild side. Now, given a stylish makeover in a brilliant collaboration with iconic Japanese brand Porter – famous for bringing their creative touch to classic originals. In this limited- edition remastering, Porter kept the XLT 2’s silhouette and signature colors but elevated the concept with new features for enhanced performance. Including an exceptionally rugged upper solidly engineered using CORDURA® fabric. So, wherever you ramble, you have the reassurance of knowing the Teva x Porter team has gone the extra mile to help make your footwear even more stylishly durable. Demonstrating that this is an idea whose time has come. Live sustainable, Live Durable™. -
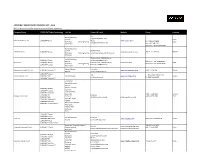
CORDURA® BRAND FABRIC RESOURCE LIST – ASIA Refer to This Mill Listing for Samples, Pricing and Fabric Availability
CORDURA® BRAND FABRIC RESOURCE LIST – ASIA Refer to this mill listing for samples, pricing and fabric availability. Company Name CORDURA® Fabric Technology End Use Contact & Email Website Phone Location Au Active/Outerwear [email protected] Apparel China Advance Denim Co. Ltd. CORDURA® Denim Wang www.qjtex.com Workwear Hunting/Fishing Tel : +852 2371 3663 Japan [email protected] Motorcycle Cell : +852 9487 1975 China cell : +86 139 2910 1548 Active/Outerwear Apparel Raheel Walani Artistic Milliners CORDURA® Denim www.artisticmilliners.com +92 21 111 263 646 Pakistan Workwear Hunting/Fishing [email protected] Motorcycle Akshay Pathak - DENIM Fabrics Active/Outerwear CORDURA® Classic [email protected] Apparel Akshay Tel : +91 7490003995 Arvind Ltd CORDURA® Denim Kamlesh Patel - CANVAS Fabrics www.arvind.com India Workwear Hunting/Fishing Kamlesh Tel: +91 9898029749 CORDURA® Canvas [email protected] Motorcycle Active/Outwear Su-Fan Lin Brimadona Industrial Co. Ltd. CORDURA® Naturalle™ www.brimadona.com + 886-3- 3261299 Taiwan Apparel [email protected] CORDURA® Classic Tim T. +886-3-483-1188 ext.103 Carol Textile Co., LTD CORDURA® Lite Active/Outwear www.caroltex.com Taiwan [email protected] M. +886-919 306749 CORDURA® Naturalle™ Accessories Active/Outerwear Apparel Athletic Footwear CORDURA® Ballistic Day Packs CORDURA® Classic Equestrian/Pet CORDURA® EcoMade Equipment +866-2-2741 9299 Taiwan/ CORDURA® HP Ethel Lee Chang-Ho Fibre Corp Footwear +886-2-2752 2690 China CORDURA® Lite [email protected] www.chang-ho.com.tw -

Catalog Download
WELDER / PIPEFITTER TOOLS A. & B. TACK-IT From A-LINE • Step 1: Select pipe size. • Step 2: Insert pins in required pipe size holes & hand tighten. A • Step 3: Position tool against pipe with upward pressure to engage “Hi-Lo” pins. • Step 4: Align fitting on opposite side of tool, shutting it to the spacer and resting it on the “Hi-Lo” pins. • Step 5: Tack It. • Step 6: Slide tool out, opposite to the tack and finish as usual. • View Demo Video Online at www.thegangbox.com Item # Desc. Price 344332 Small 3/32” gap $59.25 34418 Small 1/8” gap $59.25 348332 Large 3/32” gap $60.95 34818 Large 1/8” gap $60.95 B C C. ERGO SMALL BORE SPACE-IT WEDGE #34102 . .$19.95 • 3/4" wide x 8" long , .212" thick • 1 ½" grip & striking surface • Double taper tip • Bright orange & high visibility D D. ERGO BIG BORE SPACE-IT WEDGE #34101 . .$19.95 • 1½" wide x 8" & .212" thick • Double taper tip E • Bright orange & high visibility ON E. SPACE-IT HOLSTER #34103 SALE PRICE SALE! Was $22.00...........................On Sale for $19.95 • Safest way to carry your Space-It wedges • 'No drop' safety flap belt loop fits up to 3" wide belts • Exceptional quality Top grain tanned leather • Holds 2 Space-It wedges (any combination) • Available Colors: Natural, Tan, Walnut 1 Call The Gangbox Toll Free 1-800-849-4821 • Order Online at: www.thegangbox.com JACKETS • SLEEVES • HOODS Prices subject to change without notice A. SATEEN JACKET • Five insulated snaps with spatter guard front closure. -

Las Religiosas Hijas De Ia Iglesia Estafcieesráfi En Bslorado Usa Casa
TALLERES GRAFICOS «Diarto Boi^m» Diario de GARANTIZAN LA MAXIMA PERFEGCIOH EN TODA CLASE DE TRABAJOS TIPOGRAFICOS yutffte» u — xtAéftm ¿03 LXX. —Núm. 31.279 APARTADO - s B U B G O 8 ^pósito legal: BU - 5- 1958 MIERCOLES, 14 DE SEPTIEMBBE DE 1960 núm. 46 Redacción: TELE??^91280. —Administración1 : 2015 lf20 PESÍÍA5 su esposa Lanzamiento i 1 [81 u [mu EH EL [c/e ofro saiélife 20 a las norteamericano Ahora, Lumumba consigue del Parlamento "plenos poderes" coronesas Con el fin da recuperar y Kasavubu ordena la detención del jefe del Ejército otra vez la cápsula Audiencia civil y militar del Jefe que pesa 150 kilos del Estado en el Pazo de Meirás Hoy se reunirá el Come/o de Seguridad para tratar de la grave crisis El mes próximo será enviado El Cairo.— La agencia Oriente anular el decreto del. presidente juzgado en una forma justa, a pe• paradero de Lumumba, pero que Medio informa que 200 soldados Kasavubu, en el que destituye a sar de los. daños y sufrimientos podía afirmar que no se encon• un mono al espacio congoleses equipados con "jeeps" Lumumba y se nombra a Ileo jeíe que ha impuesto al Congo". traba en su residencia particular y ametralladoras, han ocupado el del Gobierno congolés—Efe. " Jean Bollkange, nombrado mi• de Leopoldville ni tampoco en la Base de las fuerzas aéreas de aeropuerto de Leopoldvjlie.—Efe. "LUMUMBA SERA DETENIDO" nistro de Información por Ileo, oficial. Vandenberg.—Se ha llevado a ca-^ DOS DELEGACIONES CONGO• Leopoldville.—,E1 Gobierno de dijo por Radio Leopoldville que Tres soldados congoleses vigi• bo en esta base el sexto lanza• LESAS EN LA O. -

With Tech Focus and LA Resource Guide a CALIFORNIA APPAREL NEWS SPECIAL SECTION FEBRUARY 2017
Textile Preview with Tech Focus and LA Resource Guide A CALIFORNIA APPAREL NEWS SPECIAL SECTION FEBRUARY 2017 TEXTILE TEXTILE NOTES TRENDS Lenzing Launches Black & White Tencel Brand Shop at ShopStyle Net Benefits A&E Launches Natural Selection Reflective Thread In the Purple Invista’s Cordura Hi-Gloss Introduces Ultra- Strong Nylon 6.6 Sweater Weather Staple Fiber Indigo Inspiration FIBER & FABRIC SPOTLIGHT Findings & Trimmings Tricots Liesse Inc. #917106 01TextCoverFinal.indd 1 2/22/17 6:24 PM dk.indd 1 2/22/17 12:41:03 PM TEXTILE NOTES Lenzing Launches Tencel Brand Shop at ShopStyle PHILIPS-BOYNE Lenzing, the Austrian company that makes Tencel fibers, has part- CORPORATION nered with fashion search engine Est. 1949 ShopStyle (www.shopstyle.com) to open The Tencel Denim Shop. Located at ShopStyle, The Tencel OVER SIXTY-EIGHT YEARS SERVING Denim Shop features more than 50 denim styles made with Tencel by THE DESIGN COMMUNITY brands such as Bella Dahl, DL1961, Level 99, Mavi, NYDJ and the Blue Shirt Shop. We are now carrying wide goods in “This shop connects directly with consumers who are seeking distinc- tively comfortable denim products, addition to our Japanese textiles! featuring brilliant new Spring styles from prominent U.S. and European brands,” said Tricia Carey, director of global business development for denim at Lenzing. “Tencel fibers are RICHARD CORDERO FOR LENZING/WWW.RICHARDCORDERO.COM the ideal addition for denim breath- ability and softness. This campaign highlights those attributes and ap- peals to consumers interested in making educated buying decisions.” Tencel adds additional comfort and sustainability to denim. Tencel is made from wood pulp from sustain- ably harvested eucalyptus trees and is produced in a closed-loop manu- facturing process at Lenzing plants in the U.S., the U.K. -

More at | TETEX Magazine | -1- Opening
more at www.tetex.com | TETEX Magazine | -1- Opening Editorial Dear Readers, We would love to meet you all If you wonder how the market during these events. We have is developing - Tetex Magazine The spring is coming and managed to become Media is definitely a must position for temperatures are slowly rising. Partner for Techtextil Moscow you! We hope you will enjoy the The sun has awakened new 2018 and Russian Textile experience. sources of energy in us and Week, thus the spring issue is the result is the latest issue of devoted to these events and See you soon! Tetex Magazine! We are sure includes all the best branch that this year is going to be far market innovations that are from boring. worth seeing. Year 2018 is packed with amazing and interesting trade fairs. he European portal Tetex.com invites companies and institutions interested in a trade or marketing collaboration and publication of innovations and achievements in the technical textiles industry. We support your business through the pub- Tlication of articles, content and social media entries. Our partnerships are based on exchanging information and providing support to reach potential clients. If you would like to learn more, contact us at: [email protected] and enter the word “Partner- ship” in the subject line. To order a subscription, please contact our distribution department: +48 22 101 39 98 | ALL RIGHTS RESERVED. Publisher: Editor in Chief: Tetex Limited Dorota Sakowska-Hunt Europe’s Leading Technical Textile Website Great Britain Editorial Team: Mill Lane, Sawston, -

Collected Writings No Está Realizada Por Profesionales De La Traducción Ni Por Eruditos Teósofos
H. P. BLAVATSKY COLLECTED WRITING OBRAS COMPLETAS TOMO XI 1889 - 1890 COLLECTED WRITING OBRAS COMPLETAS de Helena Petrovna Blavatsky TOMO XI Compilado por Boris Zircok Traducido por: Alicia García, Betina Blanc, Carlos Fernández, Jesús Javier Contreras, Andrés Romero, Mike Hammer, Ramón Pamies, Raymundo Motolinia, Trini, Leticia Rodríguez, Francisco Acuña, Elaine Grassano, Gabriela Celano, Johan Peña, Jorge Barbosa, Sergio Salinas, Napoleón Menara, Priscilla, Manuel Guevara, Yunli Quintero, Constanza Catalán, Marcelo Delgado, James y Wilson Sandy, Gemma Herrero, Amalía Antonopoulou, Amalista Bebeka, Ixl-Nct, Nelly González Especial agradecimiento a: Mª Cruz España y a Fabiana Terrasa Maquetado por: José Rubio Sánchez GRUPO DE ESTUDIOS TEOSÓFICOS VALENCIA Me gustaría aclarar que la traducción de éste y los otros tomos de la Collected Writings no está realizada por profesionales de la traducción ni por eruditos teósofos. Es un intento humilde de tener acceso a las enseñanzas de la Maestra Helena Petrovna Blavatsky en castellano, realizado por personas con más buena voluntad que conocimientos. Siendo una tarea voluntaria, altruista y desinteresada, hemos pensado que era mejor tener estas traducciones que no tener ninguna. De todos modos, nos hemos esmerado en realizar el mejor trabajo posible con los elementos a nuestra disposición. Por otro lado, aceptamos cualquier recomendación que se nos ofrezca sobre las traducciones aquí vertidas, para mejorar futuras ediciones. Aprovecho para dar las gracias a todos los que han participado en esta magna obra. El coordinador del Proyecto: José Rubio Sánchez [email protected] HELENA PETROVNA BLAVATSKY (TEXTO CONTRAPORTADA) La mayor ocultista en la historia de la civilización occidental, un agente directo de la Hermandad de los Adeptos Trans-Himaláyicos. -

Choose Fabric Color Find the Name of the Fabric You Selected for Your Bag
Bags Bag Fabrics & Colors STEP 1 Choose Fabric Color Find the name of the fabric you selected for your bag. Choose a color and add the two-digit color code to your order. Leatherette Vinyl Expandable fabric with vinyl coating has an attractive, (01) (06) (02) (04) (07) (08) (17) glossy texture with a leather-like grain. Easy to clean. For personalization, Fabric can be silk-screen imprinted. black ink recommended (32) (38) (76) (C5) (C9) For personalization, white ink recommended Nylon 70-denier fabric with waterproof polyvinyl coating is extremely lightweight, yet sturdy. (01) (06) (12) (02) (04) (07) (08) Fabric can be silk-screen imprinted. For personalization, black ink/thread recommended Laminated Nylon (17) (19) (40) (76) 3-ply construction of 70-denier fabric with waterproof polyvinyl coating and cotton twill For personalization, white ink/thread backing. Provides greater strength and is more (C9) recommended puncture-resistant than standard nylon. Fabric can be silk-screen imprinted or embroidered. Cordura ®Plus 1000-denier fabric with waterproof polyvinyl coating is twice as durable as nylon and 14 times more durable than cotton. (03) (12) (04) (07) (08) (09) Handsome texture. Fabric can be silk-screen imprinted For personalization, black or embroidered. ink/thread recommended (17) (34) (38) (40) Laminated Cordura ®Plus 3-ply 1000-denier fabric with waterproof polyvinyl coating and cotton For personalization, white ink/thread recommended twill backing. Twice as rigid as standard Cordura ®Plus. Handsome texture. Fabric can be silk-screen imprinted or embroidered. 1800-Denier Polyester Our heaviest fabric available! 1800-denier fabric with waterproof (04) (08) (17) (34) polyvinyl coating is thick, heavy and durable making it ideal for heavy- duty bags.