Title of Article in English/ Title of Article in English/ Title of Article in English
Total Page:16
File Type:pdf, Size:1020Kb
International Scientific Conference PRO-TECH-MA ’16 PROGRESSIVE TECHNOLOGIES AND MATERIALS P TECHNOLOGICAL PARATEMRES OF IRREGULAR BURNISH- ING IN THE PROCESS OF STRAIGHTENING OF SHAFTS
Marek KOWALIK1, Tomasz Mazur2
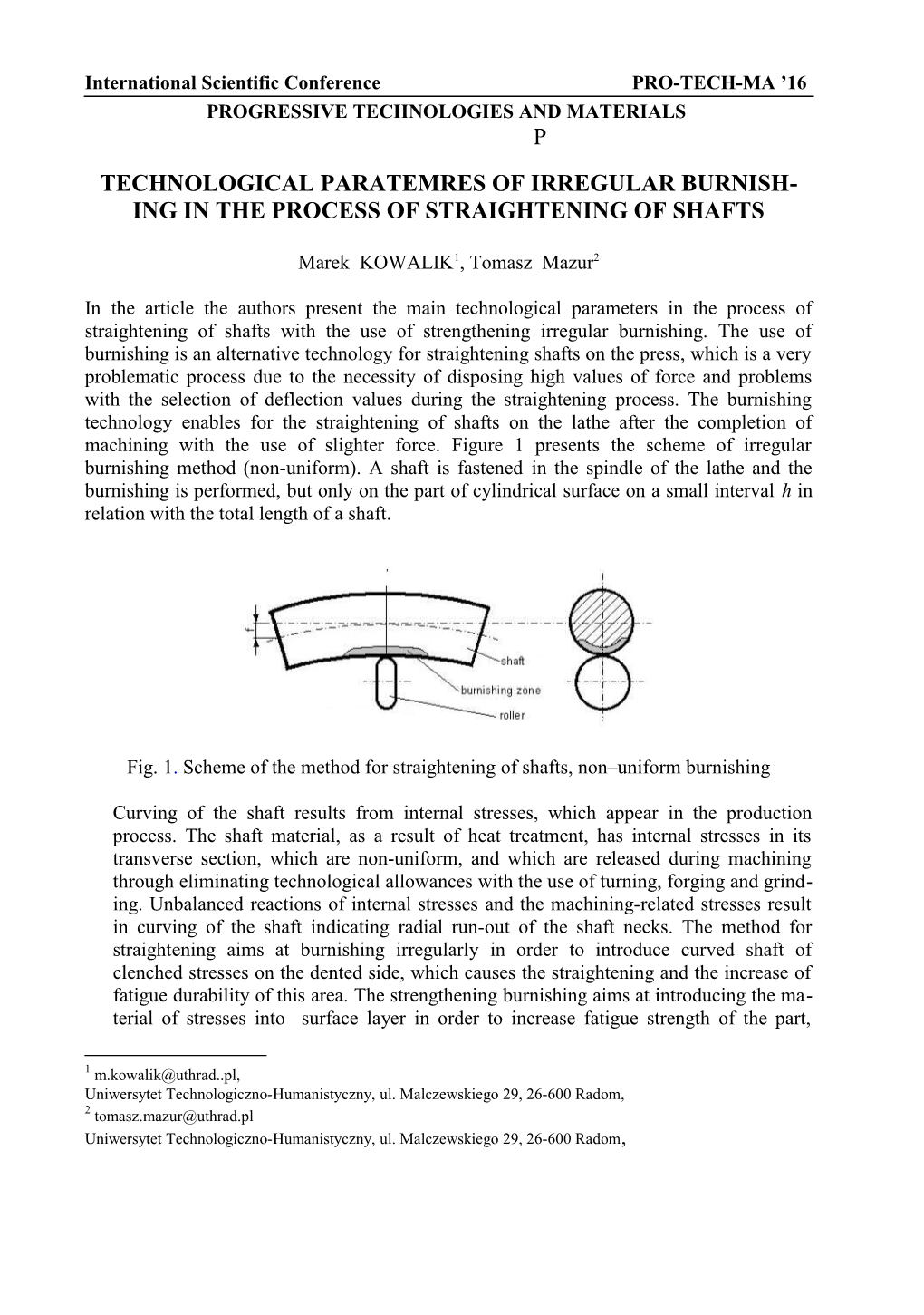
In the article the authors present the main technological parameters in the process of straightening of shafts with the use of strengthening irregular burnishing. The use of burnishing is an alternative technology for straightening shafts on the press, which is a very problematic process due to the necessity of disposing high values of force and problems with the selection of deflection values during the straightening process. The burnishing technology enables for the straightening of shafts on the lathe after the completion of machining with the use of slighter force. Figure 1 presents the scheme of irregular burnishing method (non-uniform). A shaft is fastened in the spindle of the lathe and the burnishing is performed, but only on the part of cylindrical surface on a small interval h in relation with the total length of a shaft.
Fig. 1. Scheme of the method for straightening of shafts, non–uniform burnishing
Curving of the shaft results from internal stresses, which appear in the production process. The shaft material, as a result of heat treatment, has internal stresses in its transverse section, which are non-uniform, and which are released during machining through eliminating technological allowances with the use of turning, forging and grind- ing. Unbalanced reactions of internal stresses and the machining-related stresses result in curving of the shaft indicating radial run-out of the shaft necks. The method for straightening aims at burnishing irregularly in order to introduce curved shaft of clenched stresses on the dented side, which causes the straightening and the increase of fatigue durability of this area. The strengthening burnishing aims at introducing the ma- terial of stresses into surface layer in order to increase fatigue strength of the part,
1 [email protected], Uniwersytet Technologiczno-Humanistyczny, ul. Malczewskiego 29, 26-600 Radom, 2 [email protected] Uniwersytet Technologiczno-Humanistyczny, ul. Malczewskiego 29, 26-600 Radom, International Scientific Conference PRO-TECH-MA ’16 PROGRESSIVE TECHNOLOGIES AND MATERIALS P
which was subjected to cyclic stress. In the case of strengthening burnishing, stresses are introduced through crumpling of external material surface on a small depth δ, which does not exceed 2,5 mm through the cold work. Figure 2 presents a simple state of stresses in a twisted shaft only related to the surface layer. As a result of non-uniform layout of stresses, a shaft is to be bent.
Fig. 2. Scheme of stresses at the surface layer
Irregular burnishing, whose idea was presented in Figure 1, aims at regular burnishing. It is performed through burnishing of the surface with bigger curvature and increasing the values of clenching stresses in this area. After the completion of irregular burnishing process, own stresses laying on the opposite surfaces of the shaft have similar values. The parameters, which are significant due to the process of straightening of shafts, are presented in Figure 3.
Fig. 3.The technological parameters of burnishing straightening
They include: the depth of the surface, which is plastically deformed δ, and which de- cides on the size of introduced clenching stresses in surface layer, the length of burnish- ing surface h and the angle α defining the width of burnishing surface. The depth of surface plastically deformed δ is very difficult to define. It mainly depends on force of the roller F and the ray of burnishing roller R of the material endurance Re. It can be indicated analytically through complicated calculations or time-consuming ex- perience method.