Proceedings of the KGCOE Multi-Disciplinary Engineering Design Conference Page 1 Project Number: P12472 SOLAR STIRLING GENERATOR
Phil Glasser / Lead Engineer, Electrical Engineer William Tierney/ Mechanical Engineer
Bryan Abbott/ Mechanical Engineer Mike Scionti / Mechanical Engineer
ABSTRACT The purpose of this project was to design, build, and implement an autonomous solar Stirling engine with generator to power USB electronics. A single cylinder beta type Stirling engine was selected with a single power piston, a single displacer piston, crankshaft, and flywheel to connect to a permanent magnet DC generator. An Arduino Uno microcontroller monitors the temperature differential between the hot and cold side of the Stirling engine via thermocouples to determine when to kick start the engine to get it running. Generator voltage is converted to 5 Volts USB at a maximum of 10 Watts through a buck-boost switch mode converter.
INTRODUCTION Harvesting energy from renewable sources (solar, biomass, etc.) offers a method of providing power at remote locations using local resources. Photovoltaic systems are convenient in that they convert solar energy directly to electricity, but have the disadvantage that they do not operate at night or on cloudy days. Stirling cycle engines, coupled with an electrical generator have been investigated as systems that can use focused sunlight as a power source as an alternative to photovoltaic devices. Overall system efficiency can have superior performance compared to silicon based massed produced photovoltaic cells in most cases[3]. In addition, although mechanically more complex than photovoltaic’s, Stirling cycle generators can use any heat source to produce electricity, such as solar radiation, geothermal or waste heat sources, or even simple combustion of waste biomass. This offers a degree of flexibility not matched by simple photovoltaic systems. In this first phase of the project, research was done on the different configurations of Stirling engines in existence and a feasibility analysis was completed to select the most practical configuration to meet the engineering specifications of the project. Next, design calculations were completed in order to create an engine and generator that met all of the specifications set forward by RIT. The engine was then modeled using CAD, materials were purchased, and the engine components were machined and assembled.
NOMENCLATURE CAD - computer aided design; use of computer technology to aid in the design and production of a product. Typical CAD packages are 3D solid surface modelers. USB – universal serial bus, commonly used data and power transfer in consumer electronics such as cell phones. DC – direct current, unidirectional current flow. SPI - Serial Peripheral Interface Bus, commonly used full duplex communication protocol.
CUSTOMER NEEDS The goal of the project was to power small electronics through a USB interface, (such as a cell phone, mp3 player, etc.) from a Stirling engine generator powered via the sun. The engine in the system was required to be a heat engine utilizing the Stirling thermodynamic cycle, must receive its heat from the sun, and be able to run autonomously and maintenance free for one year outdoors in a climate similar to Rochester, NY. The system was required to be easy to move and inexpensive. Most importantly the system should not cause any damage to people or surroundings when operated. ENGINEERNG SPECIFICATIONS Many of the engineering specifications are driven by USB power specifications and power output needs specified by the customer. The Stirling generator must output at least 10 watts of power at a nominal voltage of 5 volts when operating. The system must not exceed 20 pounds. The system must also be able to operate for an entire year without maintenance, withstanding all weather conditions. The budget allotted to purchase materials for this project is $500.
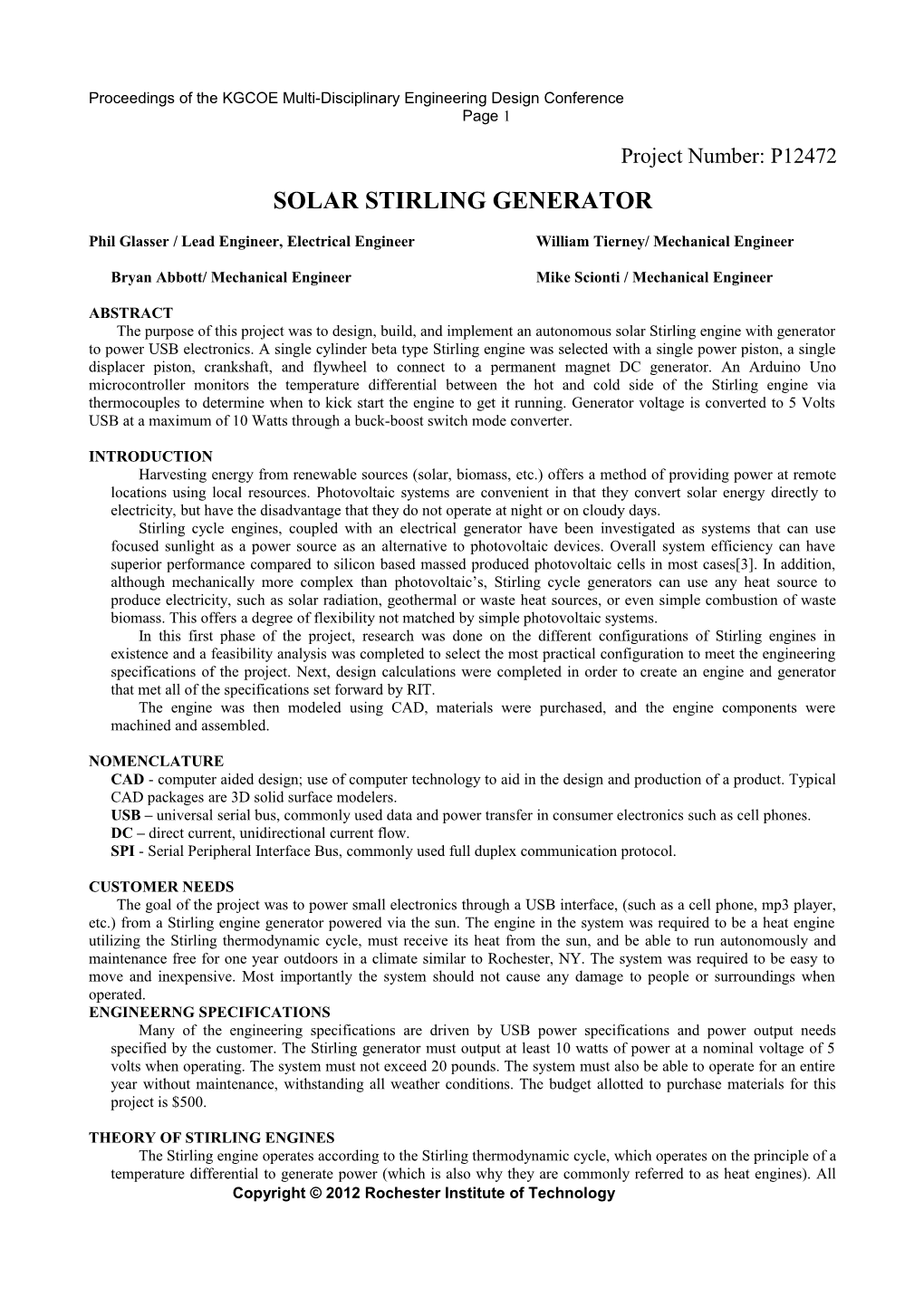
THEORY OF STIRLING ENGINES The Stirling engine operates according to the Stirling thermodynamic cycle, which operates on the principle of a temperature differential to generate power (which is also why they are commonly referred to as heat engines). All Copyright © 2012 Rochester Institute of Technology Proceedings of the Multi-Disciplinary Engineering Design Conference Page 2 single cylinder beta type Stirling engines will have a “hot” side and a “cold” side of the system. The hot side can receive its heat from any source be it fire, the sun, etc. and the cold side is designed to dissipate heat through an active or passive cooling system such as a heat sink, thereby creating the temperature differential. As the working fluid in the cylinder on the hot side of a Stirling engine heats up, it results in an increase of pressure and expansion, forcing the power piston towards the cold side. After the initial expansion of gas on the hot side of the cylinder, the displacer piston will push the gas to the cold side of the engine. On the cold side the pressure will decrease and the working fluid will contract, forcing the power piston back towards the hot side of the cylinder. This process continues repeatedly providing the means for the cyclic action of an engine. There are a number of different configurations commonly found for Stirling engines, each with its own advantages and disadvantages. The specific design that best fit the needs of this project was the “beta” configuration. This design incorporates a single power piston and a displacer piston, both housed in the same cylinder. The displacer piston is responsible for shuttling the working fluid back and forth. The power piston is sealed to the outside environment of the engine and is responsible for transmitting the power from the expanding and contracting working fluid via linear motion. The linear motion of the power piston is transformed to rotational motion by means of a crankshaft or yoke device. A flywheel is utilized in the system in order to store angular momentum and keep the engine running. The selected design for a beta style Stirling engine can be seen in Figure 1.
Figure 1:CAD representation of the beta style Stirling engine MECHANICAL DESIGN CALCULATIONS The implemented design has primarily been a function of “rules of thumb” generated by engineers for different parameters that produces a working finished product. In designing the engine, a conservative approach was taken on all of the efficiency estimations in order to ensure a proper sizing of engine components. Assuming a 50% efficiency between the power output of the engine and the electrical output at the USB interface, the engine was designed to output 20 Watts of mechanical power. Assuming a conservative 10% efficiency between the solar energy input and the engine output, meant 200 Watts of power was needed to be gathered and concentrated from the sun. Assuming that the sun exerts 1300 W/m 2 [4] the mirror size was calculated to have a collection area of 1.658 ft2. (3) Next the amount of volume the power piston had to displace was calculated by utilizing the Beale number, a parameter used to characterize Stirling engines[1]: (2) Where W0 is the power output of the engine (Watts), P is the average mean pressure (MPa), V is the volume of expansion space (cm3), and f is the frequency at which the engine is operating (Hz). A typical Beale number for a high performance Stirling engine is 0.15 [1]. Assuming a typical operating frequency of similar sized Stirling engines, 17 Hz (1020 rpm) and atmospheric pressure, the necessary displaced volume was calculated as 6.39 in3. The required power piston diameter was calculated using a variant of the Beale Equation [1]. (3) From this point the design decisions were based upon the rules of thumb mentioned in Stirling Engines [1]. The stroke of the power piston was set to half of the power piston diameter (1.15in), and the length of the displacer piston was made to be twice the diameter of the power piston (4.6 in). The length of the power piston was arbitrarily set at 1 in and the chamber length was set at 8.5 in. An important aspect of the design was the flywheel. The flywheel was designed to keep the engine rotating by storing angular momentum and only allowing a moderate amount of variation in the speed of the engine by use of the following formula [5]: (4)
Project P12472 Proceedings of the KGCOE Multi-Disciplinary Engineering Design Conference Page 3
Where J is the angular moment of inertia, U is the average work per cycle, ωavg is the average rotational speed, and CS is a constant that determines the amount of variation of speed. Smaller values of CS correspond to higher inertias and thus less variation, so a value of 0.03 as chosen with “some variation acceptable” [5]. After general design calculations were made, some materials had to be selected. One material of extreme importance is the chamber. By use of the Beale equation, stress equations, and heat transfer equations, Walker formulated the following ratio for power to heat transfer rate [1]: (5)
Where Qc is the rate of heat transfer, K is thermal conductivity, L is the length of the cylinder, l is the length of the stroke, and σ is the maximum permissible stress. This relationship shows that the ration of power to heat transfer rate relies heavily on strength of material, speed of the engine and the length of the cylinder and stroke. This means that an ideal material for a Stirling engine would be one with high strength and low thermal conductivity, making thin walled stainless steel a great candidate[1]. To minimize the size of the flywheel and obtain the proper moment of inertia, it was made out of steel. The crankshaft was designed such that the power piston would have a stroke length of 1.15 in and made out of steel. In addition, the power piston and all shafts were made out of steel. In order to minimize weight, the base plate, all brackets and the displacer piston were made from aluminum. PTFE piston rings were chosen for to seal the outer power piston with the cylinder and the displacer rod to the inner power piston. Since Stirling engines tend to suffer heavily from friction, PTFE was chosen because of its low coefficient of friction with steel. Ball bearings were chosen for the main bearings of the crankshaft and bronze sleeve bearings were chosen for each side of the connecting rods. The final calculations done to complete the mechanical design work were determining interferences in parts that were to be press/shrunk fit. A standard interference of .001 in was selected for the press fit. Minimal attention was given to calculating loads on bearings or the stresses on the parts due to the very low values of torques and forces present in the system.
ELECTRICAL DESIGN CONSIDERATIONS In order to meet the system specification of USB output, which according to the USB specification is DC 5V ±0.25V, mechanical power from the Stirling engine needed to be converted to electrical power. A 67W permanent magnet DC motor was chosen to be used as a generator to convert rotational energy to electricity, and as a means to “soft start” the engine autonomously to meet the autonomous operation specification. This “soft start” is necessary to overcome the torque of the motor until the Stirling engine starts rotating enough ramps up the output torque. The chosen method to perform this “soft start” is to simply drive the motor with the power conditioning disabled from a battery for a brief period of time. In order to power the embedded microprocessor that controls the “soft start” a 6V lead acid battery was chosen. To determine the power rating in amp-hours, several assumptions were made. A power draw of 5V at 25mA, for 24 hours a day, over 7 continuous days of operation, with a depth of discharge of 60%, and a temperature de-rating of 20% given an average temperature in Rochester NY of 53º, and the system voltage of 6V, equation (4) was created to determine the battery sizing at 7Ah [3]. (4) A buck-boost converter was selected as a means to convert the variable voltage output from the generator to the required 5V output for USB, and another for the 7V output to charge the 6V battery. The LM5118 was chosen as the buck-boost controller, due to its flexibility, wide input voltage range, and design tools available. Now owned by Texas Instruments, the National Semiconductor WebBench® design tool was used to select initial component values for the buck-boost circuits, and then customized to provide 0805 sized SMD components, small quantity availability, and ease of soldering based on the pad layout. The final designed schematic can be seen in Figure 4. The PCB, Arduino, battery, and enclosure were modeled or imported from STEP files into SolidWorks© to confirm the sizing of the box shown in Figure 2. The PCB was designed and modeled in Altium Designer© shown in Figure 3, then converted to GERBER files, and sent to Advanced Circuits (http://www.4pcb.com/) for fabrication.
Figure 2: Enclosure containing Arduino, buck-boost board, and battery
Copyright © 2012 Rochester Institute of Technology Proceedings of the Multi-Disciplinary Engineering Design Conference Page 4
Figure 3: Buck-boost board rendering Two issues with the original schematic were noted: misplacement of current sense resistor voltage sense traces and missing connection of the output voltage to the Vout sense pin of the LM5118 buck-boost controller. Once these issues were corrected, the battery charge and USB output buck-boost circuits acted as expected. The schematic has been updated to reflect the proper connection, however a new PCB has not been laid out reflecting these trace changes. One peculiarity that was noted is that if the Arduino is powered off and the power conditioning board on, the motor PMOS FET is driven into an active mode and the motor spins. This is not a use case, as the Arduino is always on or in a low power state when the system is active. In order to activate the system, a 5 A fuse should be installed into the fuse holder and the Arduino switched to on. This power the buck-boost board and Arduino making the system active. To disable the electronics for storage, remove the main 5 A fuse from the fuse holder. Figure 4: Buck-boost board schematic diagram CAD DESIGN CONCEPTION Original modeling of Stirling engine generator components and final assembly including the power piston assembly, the connecting rods, the gear pulley assembly, and the base plate was completed using SolidWorks© (SolidWorks Corporation, MA) as the CAD package. A great amount of attention was given to the design of the power piston assembly (Figure 5). The power piston is a large area of concern, especially in Beta type engines, due to its responsibility of sealing the chamber. Granted, it is inherent to the design that sealing should be somewhat easier in a Beta type engine due to the fact that the piston is located on the cold side of the engine, which helps eliminate problems due to high temperatures. However, this benefit must be weighed against the fact that there is a shaft passing through the center of the power piston attached to the displacer that will have a relative velocity two times the magnitude of either piston. Two seals on both the outside and inside of the power piston were selected to mitigate this sealing issue. A linear bearing was also selected to help add stability to the motion of the displacer piston. It should be noted that for sake of simplicity a crankshaft as opposed to a rhombic drive was chosen, introducing unforeseen issues with constructing a crankshaft by hand to the design. Throughout the motion of the pistons, the engine will experience increased friction due to side forces from the uneven loading from the crankshaft. To help reduce this, two connecting rods were placed on the power piston, equally spaced from one another with respect to the center of the power piston. Figure 5: CAD representation of the power piston assembly We were able to get relatively close to the value that was needed for connecting rod lengths using basic trigonometry, but the clearances between the displacer and power pistons and the top of the stroke and between the displacer and chamber at the bottom of the stroke were not what was desired. The lengths of the connecting rods were easily modified in the CAD assembly model until these clearances reached the desired value. Another feature that was added during CAD modeling was an adjustable gearing system. This was essential since prior to testing a sure value for the operating speed of the engine could not be determined based on the design Figure 6: CAD representation of the entire Stirling engine generator
assumptions; all of the design conditions had been made off of the assumption that it would rotate at 1000 rpm. The gearing system would allow the generator to function at speeds between 1000 and 2500 RPM. Once the operating speed is determined the properly sized gear pulleys can be purchased to create the proper ratio.
Project P12472 Proceedings of the KGCOE Multi-Disciplinary Engineering Design Conference Page 5
Finally, once components were selected and designed the base plate was designed as a simple metal base with mounting holes. This design included slots to allow for the adjustable pulley system, and numerous holes for attachment points of the mounting brackets. The mounting brackets themselves were designed as simple angle brackets. The final assembly model can be seen in Figure 6.
MANUFACTURING All of the components that had to be machined were done so manually. Care was taken in the design of each component so that the design was feasible for fabrication. Most parts were machined according to design with only a handful of changes being made in the shop to the heat sink and the power/displacer pistons. Given the cylindrical nature of many of most of the parts, the lathe was a very important tool in the manufacturing process. The power piston, heat sink, flywheel, chamber and displacer piston caps, and anything that had a center hole were all machined on the lathe. The remaining components were fabricated using the band saw, drill press and vertical mill. Parts that underwent small changes while in the shop include the heat sink and the power/displacer pistons. For the heat sink, it was necessary to leave a large fin on both ends in order to allow the part to be secured safely by the chuck and allow the parting tool do cut as deep as necessary to obtain the desirable surface area. The original intent was to have only one side of the heat sink contain a thicker fin. The second change that occurred was the screw size used in the power piston. The screws originally planned to use were smaller then imagined so the size was increased to a standard size of #8-32 that was available in stock in the shop. The number of holes on the power piston was decreased from six to three on each side as it was unnecessary to have so many. The piston was assembled from four different parts with a design change that removed an outside thread for simplicity reasons and it was decided to make existing holes longer to fasten the piston. The displacer piston cap was changed removing the cutout section and an exterior thread and was welded in place instead. Changes in the length from the welding were corrected by shaving some of the material off of the cylinder portion of the piston before assembly.
Tolerances Geometric tolerances were used to insure that all parts would assemble correctly and that any components that contained motion constraints would move freely. For features that were integral to the function of the system, the tolerances were held to within 0.005”.
EMBEDDED CONTROL SYSTEM
Hardware Selection An Arduino Uno was selected as the embedded solution to read the thermocouple data and decide when to attempt to “soft start” the Stirling engine by driving the motor for a brief period of time. The Arduino offers a cheap and user friendly solution for programming and has a large following in the technical community which offers plenty of technical support. The input and output pins are used to read the 5V buck-boost output voltage to determine if the engine is already running, and disable the 5V and 7V buck-boost chips while driving the motor. The Maxim MAX6675 cold junction compensated K-type thermocouple to digital converter was selected as the interface to read the thermocouple temperature, compensate for the cold junctions present between the thermocouple and the PCB traces to the chip, and convert the temperature to a digital signal. This chip handles conversion of the temperature from an analog voltage to a 12-bit SPI compatible format allowing it to be read directly into the Arduino.
Copyright © 2012 Rochester Institute of Technology Proceedings of the Multi-Disciplinary Engineering Design Conference Page 6
Software Development Arduino C like code was developed following the code flow shown in Figure 7. Care was taken to not have the buck-boost converter active while using the motor as a generator.
ENGINE CHARACTERIZATION The primary objective of characterizing the Stirling engine is to get an idea of how accurate the assumptions made in the design of the engine turned out to be. Although this is only the first set of data that will be collected, it will hopefully be the beginning of a much broader database to come through future senior design projects. These data will in turn be increasingly useful for the future design of Stirling engines at RIT.
Engine Testing Methodology A variety of tests were conceived in order to properly characterize the engine sub assembly. The characteristics taken into account are vital to Figure 7: Software flow diagram making accurate design calculation for developing future Stirling engines. The characteristics that are most critical in describing a solar powered Stirling engine include the amount of torque it produces, the speed at which it operates, how hot the hot side of the engine gets (showing how effective the mirror is) and finally how cool the cold side remains (showing how effective the heat sink is). In order to obtain the torque of the engine, the flywheel can be attached to a Prony brake, and the engine operated at different speeds by varying the temperature of the hot side using a controlled heat source. By doing so, a torque curve for the engine can be developed. In order to determine the operating speed of the engine a point on the edge of the flywheel can be made with a marker, the engine allowed to reach a steady state operational speed, and the speed of a strobe light varied until it appears as though the point is not moving. When this happens it means that the frequency of the strobe light has matched that of the flywheel and thus the speed of the engine can easily be converted to rpm. The final (and possibly most important) characteristic is the temperature difference that is reached between the hot and cold side of the Stirling engine. This determines the power and efficiency of the Stirling engine, thus directly effecting torque and operating speed. The temperature difference between the hot side and the cold side of the engine was measured using thermocouples.
Failure Analysis Unfortunately the engine assembly for this project was not functional, and thus made the testing of operation speed and torque curve generation impossible. There are a number of possible reasons as to why this Stirling engine does not work. Each reason and how it was addressed is stated below. Mechanical binding is believed to be the primary source of the overall failure. Each of the remaining reasons for failure likely resulted from this binding. The first simple attempt at eliminating or at least reducing the binding was to apply lubrication to various components in the system to decrease the amount of friction. However, this was not enough to account for tolerance build up in the manufacturing process that caused multiple places in which components meant to be aligned with one another were not aligned. One such location was the connecting rod to the crankshaft. The three rods were not exactly parallel with each other. Although there is some clearance space on the crankshaft to account for this situation, that space was not large enough and rubbing was occurring. To fix this the joint bracket width of the joint bracket was increased to allow the connecting rod room to properly align on the crankshaft. Another problem that was encountered was the extreme flexing of the base plate. The base plate was remanufactured with a greater thickness to increase stiffness and prevent the plate from flexing. However it was agreed upon that this problem would not occur if there was no binding in the system. The brackets on which the crankshaft and flywheel are mounted were also flexing an unacceptable amount, adding to component misalignment. To correct this problem the center bracket was made wider and thicker and was also mounted in two spots rather than one.
Project P12472 Proceedings of the KGCOE Multi-Disciplinary Engineering Design Conference Page 7
These changes were successful in eliminating the flexing that was taking place in the system. However, they did not have the end result of a functioning Stirling engine. It appeared as though the seals were functioning since the chamber pressure seemed to increase a considerable amount when forcing the engine to complete a cycle. This pressure increased when the engine was heated using thermal tape. It was deduced that even though there was a good seal there was still not enough pressure building up inside the chamber. A possible cause of this is too much dead space in the chamber, meaning that the relief hole made in the displacer piston was too big. To test this hypothesis the hole was taped over with copper taping and the engine was reheated but still failed to function. Figure 8: Heat Sink Temperature Test Temperature Difference Reached Between Hot and Cold Side of the Engine The hot side of the engine was wrapped with electric heating tape which can reach ~610ºF. After 12 minutes, the temperature differential was 490ºF shown in Figure 8, which is approximately 6.8 which is much larger than the estimated required ratio of 3. SYSTEM TESTING
The final design test results demonstrated the partial fulfillment of all project requirements. The test plan validated that the generator produced 10W at nominal 5V. This was done by attaching the generator to a 2.5Ω power resister and supplying the buck-boost with 12V from bench supply. The voltage drop on the power resistor was measured using a voltmeter to determine current sourcing capabilities. Power was then calculated and confirmed to meet the customer specification. A particularly difficult engineering specification to test was the “one year mean time between failures.” The only way to actually test this would to be running the generator for an entire year. Due to time constraints, this was not possible. Instead the engine would have been operated for as long as possible and inspected for signs of wear which could be detrimental if the machine were to run for an extended period of time. This test was not completed due to the fact that the engine was not functional. Next, the electrical requirements of the system were tested. This includes motor characterization as well as voltage, power, and current output. The motor was characterized using a Clifton Precision Products Model #JDGH- 2250-ES-1CC Motor-Tachometer, shown in Figure 9 below.
Figure 9: Motor characterization, generator output voltage vs RPM
Figure 11: Voltage input and USB output under full load (9.745W) Max output power was measured using a 2.611 Ω power resistor (eight 20 Ω 5% tolerance resistors in parallel) and measured to output 5.089 V at 1.915 A leading to an output power of 9.745 Watts. Ideally a 2.5 Ω power resistor would lead to exactly 10 Watts output power as per the customer specification. The buck-boost controller regulates power output to exactly 10 Watts by sensing current output through the sense resistor. The output power could be increased by decreasing the value of this sense resistor. This is discussed further in the future work section
of the paper. As seen in Figure 10 above, output ripple under full 2 A load is 0.4 Vp-p, which is within the USB specification of 0.5 Vp-p. The final system requirements measured were trivial: price and weight. Our total spending came to $537.52 and the weight was 17.3 pounds. Copyright © 2012 Rochester Institute of Technology Proceedings of the Multi-Disciplinary Engineering Design Conference Page 8 HIGHLIGHTS OF FINAL DESIGN As stated earlier, the system as a whole does not work due to the Stirling engine being unable to overcome the friction that exists in the system. However, most of the major subsystems of the design function very well. Such electrical subsystems include the generator, the USB power buck-boost converter, the battery charger, autonomous starting mechanism, and temperature sensing. On the mechanical side, the mirror obtains a sufficient amount of power, the power piston successfully seals and retains pressure, the heat sink dissipates an adequate amount of heat, and the crankshaft-flywheel assembly spins very smoothly when not coupled to the pistons.
FUTURE WORK In future senior design projects concerning this field further research needs to be done in the regions of the crank system and the connections to the baseplate. The crank system is easily the hardest and most important part of the engine design. The system requires high precision in every piece that goes into it to eliminate friction forces that would otherwise hinder the system. Having gone through the making of a built up crank shaft we would now attempt the rhombic drive system that had been previously eliminated in the design process that would give better alignment and less friction in the crank system. In addition to the crank future projects should include supports that are very precise in both manufacturing and placement as well have possessing strong stiffness characteristics. Greater stiffness can be found by making the brackets from one piece of metal reducing any looseness that could occur with bolts attaching segments together. A strong baseplate is required to eliminate bending forces that are created from the pressurized system. Electrically, an improvement that could be made is an external switch to place the entire system in an on or off state, eliminating the need to pull the main 5 A fuse to disable the system. The PCB layout could be updated to reflect the schematic changes with the current sense lines for the LM5118 buck-boost controller and missing output voltage trace added. To increase the output power of the system, the current buck-boost circuit could be used and resistor and capacitor values modified to allow greater power output. Care should be taken to verify and upgrade the diodes and FETs where appropriate to withstand the increased power output.
CONCLUSIONS The final design was unsuccessful at meeting customer requirements as an overall system. However it was shown that certain subsystems, particularly the generator, automatic starting mechanism, heat sink and mirror, would all accomplish their respective tasks if used with a working system. Although the Stirling engine did not become operational, a great amount of progress was made in the first attempt of bringing these engines to Rochester Institute of Technology, and valuable information can be obtained from the design and manufacturing mistakes that were made in this project. Hopeful future senior design teams will benefit from our short comings and be able to fabricate a fully function Stirling engine generator.
ACKNOWLEDGMENTS Many thanks to advisor and guide Dr. Alan Raisanen for his guidance and support throughout the design and build process of the Stirling engine. His mechanical and electrical knowledge was invaluable throughout the design process. Additionally, we would like to express thanks to those who provided prompt and relevant assistance, as well as consultative advice when necessary including Mr. Robert Kraynik, Mr. David Hathaway Dr. Chris Hoople, and Dr. Sergey Lyshevski.
REFERENCES [1] Walker, Graham. Stirling Engines. London: Oxford University Press, 1980. Print. [2] Chris Brown . “How to Size a Deep Cycle Battery Bank.” Internet: http://www.altestore.com/howto/Solar-Electric- Power/Design-Components/How-to-Size-a-Deep-Cycle-Battery-Bank/a94/, [April 27th, 2012]. [3] Will Rendall, Caleb Zeid. “Photovoltaic vs. Solar Thermal Energy.” Internet: http://www.usc.edu/CSSF/History/2006/Projects/S0717.pdf/, [May 10th, 2012]. [4] Kopp, G., and J. L. Lean (2011), A new, lower value of total solar irradiance: Evidence and climate significance, Geophys. Res. Lett., 38, L01706, doi:10.1029/2010GL045777 [5] Suksai, Suparerg. "Sizing the Flywheel." Mechanical Design Handbook. 4 Mar. 2009. Web. 12 May 2012.
Project P12472