2244 E. Oakridge Dr. Layton, Utah 84040 December 8, 2005
Dr. Terry A. Ring Department of Chemical Engineering University of Utah Salt Lake City, Utah 84112
Dear Dr. Ring:
During the period from November 15 to December 7, 2005, the members of Group D characterized the ideality of the Continuously Stirred Tank Reactor (CSTR) at 30 rpm (donated by Chevron, located in MEB 3520f). The ideality of the CSTR was characterized by performing a residence time distribution test and comparing the measured mean residence time to the theoretical mean residence time. The CSTR was found to be non-ideal at 30 rpm. However, the ideality of the CSTR improved as the mixing speed increased, due to the promotion of turbulence. Additionally, the conversion of the saponification of ethyl acetate reaction was investigated. Theoretically, 17.5% conversion was expected if the reaction was performed just in a CSTR. Coupling a Plug Flow Reactor (PFR) in front of the CSTR was predicted to increase the conversion to 18.6%. A maximum conversion of 20 ± 4.18% was obtained when the mixing speed was 60 rpm. However, the conversion was more consistent when the mixing speed was greater than 200 rpm. This is again due to the promotion of turbulence in the system which causes better mixing. A brief summary of the procedure and results follows:
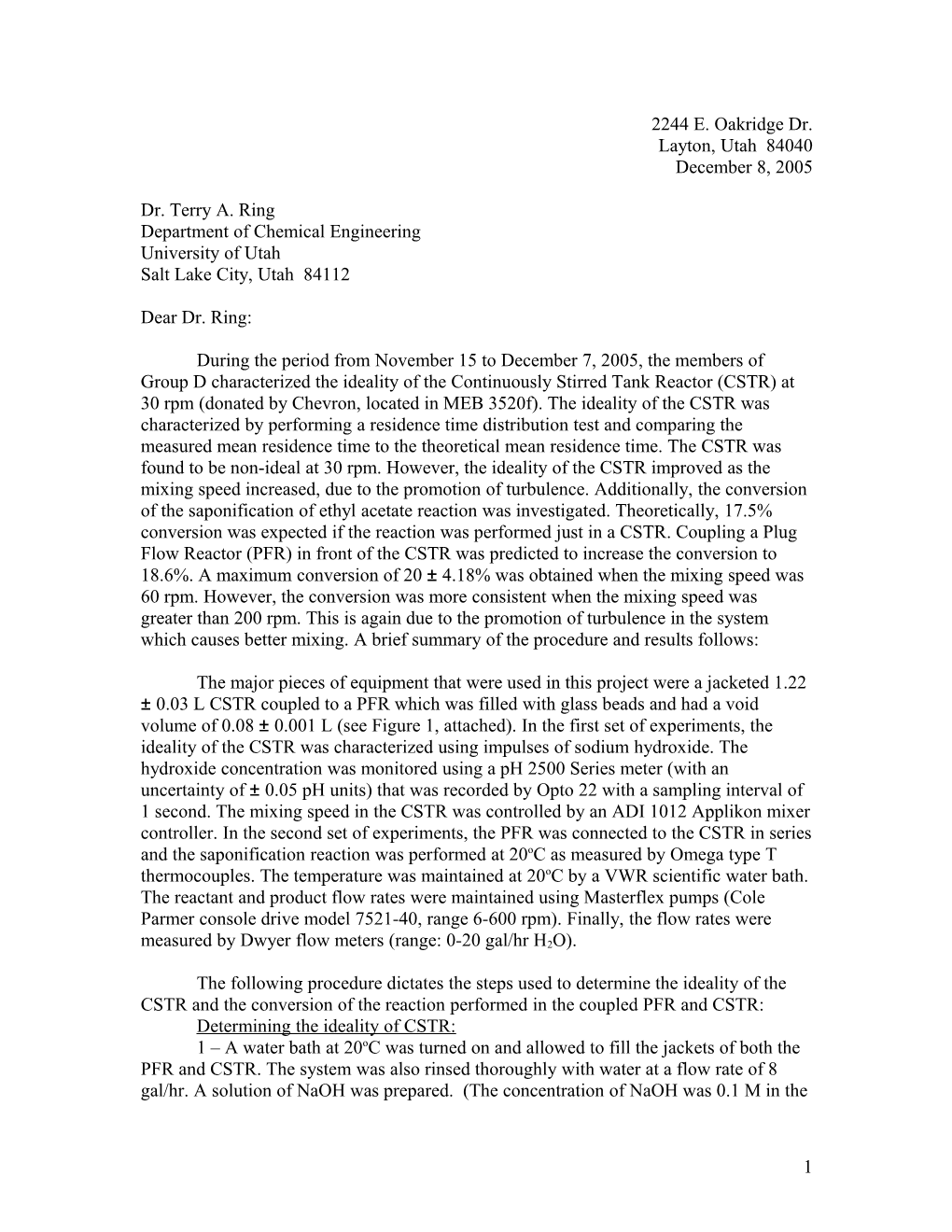
The major pieces of equipment that were used in this project were a jacketed 1.22 ± 0.03 L CSTR coupled to a PFR which was filled with glass beads and had a void volume of 0.08 ± 0.001 L (see Figure 1, attached). In the first set of experiments, the ideality of the CSTR was characterized using impulses of sodium hydroxide. The hydroxide concentration was monitored using a pH 2500 Series meter (with an uncertainty of ± 0.05 pH units) that was recorded by Opto 22 with a sampling interval of 1 second. The mixing speed in the CSTR was controlled by an ADI 1012 Applikon mixer controller. In the second set of experiments, the PFR was connected to the CSTR in series and the saponification reaction was performed at 20oC as measured by Omega type T thermocouples. The temperature was maintained at 20oC by a VWR scientific water bath. The reactant and product flow rates were maintained using Masterflex pumps (Cole Parmer console drive model 7521-40, range 6-600 rpm). Finally, the flow rates were measured by Dwyer flow meters (range: 0-20 gal/hr H2O).
The following procedure dictates the steps used to determine the ideality of the CSTR and the conversion of the reaction performed in the coupled PFR and CSTR: Determining the ideality of CSTR: 1 – A water bath at 20oC was turned on and allowed to fill the jackets of both the PFR and CSTR. The system was also rinsed thoroughly with water at a flow rate of 8 gal/hr. A solution of NaOH was prepared. (The concentration of NaOH was 0.1 M in the
1 experiments with mixing speeds of 200-1000 rpm, and significantly lower in the experiments with mixing speeds of 15-100 rpm. The exact initial NaOH concentration for the lower mixing speed experiments was unknown, but not necessary because the concentration was measured.) 2 – The speed for the CSTR mixer was set by using the Opto display time R3.1e computer program. (Experiments were conducted with mixer speeds between 15 and 1000 rpm). Impulses of NaOH (approximately 40 mL) were inserted into the bottom of the CSTR. 3 – The pH in the CSTR was monitored and recorded using Opto 22 while the system was allowed reach the initial steady state pH value. 4 – Steps 2 and 3 were repeated with different mixing speeds to obtain pH measurements for each mixing speed. Measuring the conversion of reaction with coupled CSTR and PFR: 1 – A water bath was turned on and the system was rinsed as in step 1 from “Determining the ideality of the CSTR.” The water was then emptied from the CSTR. 2 – A flow rate of 0.395 ± 0.008 L/min of each reactant was introduced into PFR. The reaction mixture was directed through the coupled PFR/CSTR series. 3 – The reaction proceeded for 10 minutes (approximately 5 times the measured mean residence time), which allowed the reaction to reach steady state. Then a sample of the product was collected from the CSTR outlet. 4 – The reaction was quenched with 0.1 M HCl and then titrated with 0.1 M NaOH until phenolphthalein turned purple (pH = 7). The amount of NaOH needed to titrate the mixture was used to calculate the concentration of the product.
The ideality of the CSTR was characterized using mean residence time distribution tests. The mean residence time was calculated using Equations (1)1 and (2)2, while the variance was calculated using Equation (3)2, C(t) C(t 0) E(t) tend (1) C(t) C(t 0)dt 0
tend t tE(t)dt m (2) 0
tend 2 (t t )E(t)dt m (3) 0 where E(t) is the residence-time distribution function, C(t) is the concentration of NaOH (mol/L), tM and τ are both representations of the mean residence time (sec), t is the time (sec), σ2 is the variance, and σ is the standard deviation of the residence time distribution. The ideal residence time was calculated using Equation (4),
1 Chow, B., B. Wan, S. Philyaw, K. Dhanasekharan and T. A. Ring “Resident Time Distributions for 1.3 L Stirred Tank Reactor.” Accessed online, December 8, 2005. http://www.che.utah.edu/~ring/CrystallizationWeb/Residence%20Time%20Distributions%20in%20a %20Stirred%20Tank-2.doc 2 Fogler, H. S. Elements of Chemical and Reaction Engineering. 3rd edition. Apprentice Hall: New Jersey, 2002. p. 821-836.
2 V (4) ideal v where τideal is the ideal residence time (sec), V is the volume of the CSTR (L) and υ is the volumetric flow rate (L/sec).
The ideal residence time was calculated to be 185 ± 9.0 seconds. The NaOH concentration profiles (calculated from the pH measurements) from the experiments with a mixing speed range of 200 to 1000 rpm are shown in Figure 2, attached. These profiles were obtained by averaging the raw data to decrease the error associated with random fluctuations in pH readings. (The mixing speed range of 15-100 rpm is not shown because the hydroxide concentration for those experiments was substantially smaller. Therefore, the corresponding profiles could not be adequately visualized on the same plot.) From these concentration profiles, the mean residence time was calculated. The mean residence time for mixing speeds between 15 and 1000 rpm are shown in Figure 3, attached, and compared to the theoretical mean residence time. The measured mean residence time became more consistent after a mixing speed of 200 rpm, but was always significantly lower than the ideal mean residence time. Additionally, the ideal standard deviation should be equal to the mean residence time2. As shown in Table 1, attached, the ratio of the mean residence time to the standard deviation became relatively stable and close to 1 as the mixing speed increased. Unfortunately, the uncertainty in these measurements was difficult to calculate and may not be exactly accurate. Nevertheless, the uncertainty was large due to variations in flow rates as well as fluctuation in the volume of the CSTR. Therefore, the CSTR was not ideal at low mixing speeds. This could be due to dead zones, insufficient mixing and short-circuiting. However, the CSTR became more ideal as the mixing speed increased, as shown by the ratio of the mean residence time to the standard deviation.
The conversion of the saponification of ethyl acetate was investigated using a PFR in series with a CSTR. The kinetics of this reaction and the reaction rate were obtained from the literature.3 Our client was previously using a CSTR for this reaction and wanted to know if adding a PFR in series or in parallel would increase the conversion of reactants to products. Using a series configuration, the conversion was predicted to increase. The order of reactors in this configuration was investigated to find which reactor should be first to produce the most product. In order to maintain the integrity of the glass beads in the PFR, the reactant concentrations had to be low (0.1 ± 0.005 M). At this concentration, using a PFR first was predicted to yield a conversion of 18.56%, while using a CSTR first was predicted to yield a conversion of 18.55%. Even though the difference was small, the PFR was placed first in the series of reactors to produce the highest conversion.
The saponification reaction was performed with several mixing speeds in the CSTR. The best conversion was found at a mixing speed of 60 rpm. However, a conversion above 12% was consistently found with a mixing speed above 200 rpm. The measured conversions and their uncertainties are shown in Table 2, attached. These
3 Hovorka, R. B., and H. B. Kendall. “Tubular Reactor at Low Flow Rates.” Chemical Engineering Progress. 56(8):58-62. 1960.
3 results indicate that a higher conversion will be more consistently obtained if a higher mixing speed in the CSTR is employed.
Two other experiments were also performed. The saponification reaction was performed with the CSTR (mixing speed of 300 rpm) placed first in the reactor configuration and the reaction conversion was the same as when the experiment was performed with the PFR first. This indicates that the predictions were accurate. Additionally, the mixing speed where the transition to turbulence occurred was found by changing the mixing speed and visualizing when eddies began to form. This mixing speed was 200 rpm. The transition to turbulence explains why the ideality of the CSTR increased when the mixing speed was above 200 rpm because eddies generate better mixing. The transition to turbulence also explains why the conversion of the saponification reaction is more consistent above 200 rpm.
The CSTR and PFR in MEB 3520f were characterized to the best of our ability in these experiments. However, the characterization could be improved if more accurate methods of maintaining the flow rate and the volume of liquid in the CSTR at constant values were employed. Additionally, the ideality of the CSTR could be improved if baffles were included and a larger impellor was used. The saponification reaction was only performed at one temperature. Therefore, it is suggested that the reaction be performed at multiple temperatures to identify the optimal temperature for this reaction and configuration of reactors. Finally, the reaction conversion could be improved if the void volume of the PFR was increased.
Sincerely,
Trina Sudweeks
4 PFR
CSTR
Figure 1. Schematic of CSTR/PFR apparatus. The reactants (ethyl acetate and sodium hydroxide) were introduced into the PFR via a “tee” fitting to induce mixing. The mixture was then sent to a CSTR to increase the conversion of the reaction. The products (ethanol and sodium acetate) were removed from the top of the CSTR. The CSTR and PFR were both jacketed and a water bath was used to maintain the reaction temperature at 20oC.
5 0.0014
0.0012
- 0.001 H 200 rpm O
300 rpm
n 400 rpm
o 0.0008 i
t 500 rpm
a 600 rpm r t 700 rpm n 0.0006
e 800 rpm
c 900 rpm n
o 1000 rpm 0.0004 C
0.0002
0 0 100 200 300 400 500 600 700 800 Time (s)
Figure 2. Hydroxide concentration profiles used to determine the ideality of the CSTR. Each concentration profile had a peak at 40 seconds. These profiles were obtained by averaging the raw data to decrease the error associated with random fluctuations in pH readings. The uncertainty in time was ± 1.0 second. (The mixing speed range of 15-100 rpm is not shown because the hydroxide concentration for those experiments was substantially smaller. Therefore, the corresponding profiles would not be adequately visualized on this plot.)
6 250
200 ) s (
e m i t
150 e c
n Experimental
e Mean Residence d
i Time
s 100
e Ideal Mean r
Residence Time n a e
m 50
0 0 200 400 600 800 1000 1200 RPM Figure 3. Comparison of expected residence time and actual residence time. At mixing speeds greater than 200 rpm, the mean residence time remained consistent. This indicated that the CSTR was not ideal because the actual residence time was not within the range of the ideal residence time. Discrepancies come from short circuiting, insufficient mixing and dead zones. The uncertainty in mixing speed was ± 2.5 rpm.
Table 1. Mean residence times (τ) and the standard deviations (σ) were calculated for a mixing range of 15 to 1000 rpm. The ideal mean residence time was 185 ± 9.0 seconds. The ideal standard deviation was also 185 ± 9.0 seconds. Ideally, the standard deviation and mean residence time should be equal (σ/τ = 1). The measured ratio was more ideal at higher mixing speeds. Uncertainty in RPM Tau (SEC) Sigma (sec) Sigma/Tau Sigma/Tau 15 144.4 102.9 0.71 0.22 30 110.1 86.6 0.79 0.57 45 136.4 110.2 0.81 0.32 60 109.0 72.4 0.66 0.41 100 106.8 70.1 0.66 0.43 200 109.0 97.7 0.90 0.44 300 101.4 93.0 0.92 0.58 400 105.6 100.9 0.95 0.43 500 103.9 106.0 1.02 0.43 600 110.7 112.7 1.02 0.36 700 103.2 94.9 0.92 0.47 800 101.4 95.4 0.94 0.45 900 98.7 94.4 0.96 0.48 1000 101.5 90.8 0.89 0.51
7 Table 2. Conversion of saponification reaction at several mixing speeds. The largest conversion was obtained with a mixing speed of 60 rpm. However, the conversion was consistently above 10% when the mixing speed was greater than 200 rpm. Conversion RPM Conversion error 30 14% ± 4.19% 60 20% ± 4.18% 100 10% ± 4.19% 200 10% ± 4.19% 300 16% ± 4.19% 400 12% ± 4.19% 500 16% ± 4.19% 600 14% ± 4.19% 700 16% ± 4.19% 1000 18% ± 4.18%
8