Various Energy-Saving Approaches to a TFT-LCD Panel Fab
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Thermal Assessment of a Novel Combine Evaporative Cooling Wind Catcher
energies Article Thermal Assessment of a Novel Combine Evaporative Cooling Wind Catcher Azam Noroozi * and Yannis S. Veneris School of Architecture, National Technical University of Athens, Section III, 42 Patission Av., 10682 Athens, Greece; [email protected] * Correspondence: [email protected]; Tel.: +30-210-772-3885 (ext. 3567) Received: 5 January 2018; Accepted: 13 February 2018; Published: 15 February 2018 Abstract: Wind catchers are one of the oldest cooling systems that are employed to provide sufficient natural ventilation in buildings. In this study, a laboratory scale wind catcher was equipped with a combined evaporative system. The designed assembly was comprised of a one-sided opening with an adjustable wetted pad unit and a wetted blades section. Theoretical analysis of the wind catcher was carried out and a set of experiments were organized to validate the results of the obtained models. The effect of wind speed, wind catcher height, and mode of the opening unit (open or closed) was investigated on temperature drop and velocity of the moving air through the wind catcher as well as provided sensible cooling load. The results showed that under windy conditions, inside air velocity was slightly higher when the pad was open. Vice versa, when the wind speed was zero, the closed pad resulted in an enhancement in air velocity inside the wind catcher. At wind catcher heights of 2.5 and 3.5 m and wind speeds of lower than 3 m/s, cooling loads have been approximately doubled by applying the closed-pad mode. Keywords: wind catcher; cooling system; experimental validation; thermal modeling 1. -
Aspirating Smoke Detection APPLICATIONS GUIDE: ASPIRATING SMOKE DETECTION Aspirating Smoke Detection
APPLICATIONS GUIDE Aspirating Smoke Detection APPLICATIONS GUIDE: ASPIRATING SMOKE DETECTION Aspirating Smoke Detection Contents Aspirating Smoke Detection ...............................................................................3 Design Best Practices .......................................................................................21 Codes and Standards .......................................................................................4 More on Hot Aisle/ Cold Aisle Configurations .................................................22 Definitions ............................................................................................................4 Coordination and Interface with other Systems ..............................................26 United States Definitions and Requirements .....................................................4 Common Issues / Application Troubleshooting .............................................26 Requirements of SFD systems according to NFPA 72 .....................................4 Telecommunications .......................................................................................28 Requirements of EWFD systems according to NFPA 76 .................................4 Application Overview.........................................................................................28 Requirements of VEWFD systems according to NFPA 76 ...............................5 Benefits of Aspirating Smoke Detection ..........................................................29 European EN 54-20 Requirements -
The Wind-Catcher, a Traditional Solution for a Modern Problem Narguess
THE WIND-CATCHER, A TRADITIONAL SOLUTION FOR A MODERN PROBLEM NARGUESS KHATAMI A submission presented in partial fulfilment of the requirements of the University of Glamorgan/ Prifysgol Morgannwg for the degree of Master of Philosophy August 2009 I R11 1 Certificate of Research This is to certify that, except where specific reference is made, the work described in this thesis is the result of the candidate’s research. Neither this thesis, nor any part of it, has been presented, or is currently submitted, in candidature for any degree at any other University. Signed ……………………………………… Candidate 11/10/2009 Date …………………………………....... Signed ……………………………………… Director of Studies 11/10/2009 Date ……………………………………… II Abstract This study investigated the ability of wind-catcher as an environmentally friendly component to provide natural ventilation for indoor environments and intended to improve the overall efficiency of the existing designs of modern wind-catchers. In fact this thesis attempts to answer this question as to if it is possible to apply traditional design of wind-catchers to enhance the design of modern wind-catchers. Wind-catchers are vertical towers which are installed above buildings to catch and introduce fresh and cool air into the indoor environment and exhaust inside polluted and hot air to the outside. In order to improve overall efficacy of contemporary wind-catchers the study focuses on the effects of applying vertical louvres, which have been used in traditional systems, and horizontal louvres, which are applied in contemporary wind-catchers. The aims are therefore to compare the performance of these two types of louvres in the system. For this reason, a Computational Fluid Dynamic (CFD) model was chosen to simulate and study the air movement in and around a wind-catcher when using vertical and horizontal louvres. -

FFU-HE High Efficiency Fan Filter Unit
FFU-HE High Efficiency Fan Filter Unit Price High-Efficiency Fan Filter Units (FFU-HE) are the most energy efficient line of fan filter units (fan filter modules) on the market today. Designed specifically for use in cleanrooms, pharmacies, pharmaceutical manufacturing facilities and laboratories, the FFU-HE delivers high volumes of HEPA (or ULPA) filtered air at low sound levels while reducing energy consumption by 15 to 50% versus comparable products. Typical Applications Fan Filter Units are used in critical FFU-HE, Roomside FFU-HE, Bench Top Removable Filter Replaceable Filter applications such as healthcare, Ducted Inlet Non-Ducted pharmaceutical compounding, or microelectronics manufacturing. With the integrated HEPA or ULPA filters, ultra-clean air is delivered with a unidirectional vertical downward airflow pattern into the space. The integrated high efficiency motors are designed to overcome the static pressure of the filter, and are ideal for retrofit applications where the FFU-HE Filter Options air handler is not able to provide the required static. Product Information FFU-HE is available in 24x24, 24x36 and 24x48 modules, in both aluminum, stainless steel and hybrid construction. Both PSC and EC motors are available, and have been optimized for industry leading energy efficiency. HEPA filters are typical, while ULPA are available as an option. FEATURES AND OPTIONS High Energy Efficiency • High Energy Efficiency • Industry leading energy efficiency means lower operating costs, potentially saving thousands of dollars in electricity per year. • High Airflow Capacity • Energy consumption as low as 55 Watts at 90 fpm (2x4 module) • Complete Control and • See performance data for specific energy consumptions Monitoring via BACnet High Airflow Capacity • Roomside Removable • High airflow capacity per unit means fewer units and lower first cost (RSR) filter • Active filter area is maximized with the Bench Top Replaceable (BTR) filter, with 2x4 units able to achieve up to 930 CFM. -

Reverse Flow Fan Filter Units Models: 92Ffu-Rf and 92Ffum-Rf
MEETING THE NEED FOR COVID-19 PATIENT ISOLATION ROOMS WITH REVERSE FLOW FAN FILTER UNITS MODELS: 92FFU-RF AND 92FFUM-RF According to the ASHRAE Standard 170, all Airborne Infection Isolation (AII) Our Reverse Flow FFU’s create negative pressure environments that remove rooms should be kept at a negative static pressure at all times to prevent the air from an isolation room and clean it via the unit’s built-in HEPA filter, the spread of infected air to the rest of the building. To accomplish this, the which keeps airborne contaminants from escaping the room. These units are exhaust air should be filtered and exceed the supply air. However, in most the most powerful available, featuring... cases, the central exhaust will not be able to accommodate HEPA filtration. • The industry’s highest output, up to 1125 CFM Therefore, using a Reverse Flow Fan Filter Unit (FFU) with HEPA filter can keep the • Energy efficiency (only 65 watts at 90 FPM velocity/450 CFM) room at negative pressure and decontaminate the exhaust air at the same time. • Quiet performance (only 45 DBA at 90 FPM, 58 DBA at 1100 CFM) Nailor has played an important role in helping hospitals provide critical • Ceiling-mount version has the industry’s lowest plenum height – just 16” environment patient isolation care – from the Ebola outbreak of 2014 to the for easier retrofits current COVID-19 pandemic – with our Critical Environment products. • Standard and High Flow HEPA and ULPA filter options Nailor’s Reverse Flow - Fan Filter Units are available in both ceiling-mounted • Ducted and non-ducted versions are available and portable models, making it easier to quickly convert existing spaces into patient isolation rooms. -

Installation, Operation & Maintenance Fan Filter Units Technical Air Products
Installation, Operation & Maintenance Fan Filter Units Technical Air Products Rev. 04/12/21 800.595.0020 616.863.9115 8069 Belmont Ave. NE technicalairproducts.com Belmont, MI 49306 Contents Page No. Introduction 2 Critical Information & Warnings 3 Installation Instructions Checklist 4 Installation Instructions 5 Startup Checklist 6 Cleaning and Maintenance 6 When is it time to replace your filter? 7 Final Filter Replacement 7 Prewiring Package 8 3-Year Warranty 9 Softwall Cleanroom 10 Rigidwall Cleanroom 11 Page | 1 Introduction No matter the critical environment you need to control, you will appreciate the price, performance, and quiet operation of Technical Air Products’ motorized fan filter units (FFU). FFUs deliver clean air through high-efficiency particulate air (HEPA) filters, or ultra-low penetration air (ULPA) filters. Our quiet and efficient motorized filter modules are designed to achieve ISO 4 (class 10) levels of air cleanliness. Technical Air Products offers a wide variety of sizes, metal construction and motor type/voltages to better meet your needs. Whether you are looking for a single FFU with a power cord to make your work area cleaner, or you are looking for a smart, fully automated laminar flow cleanroom, Technical Air Products has a solution for you. Page | 2 Critical Information & Warnings • Immediately upon receiving your FFU’s, inspect all boxes for shipping damage. • If there is any noticeable shipping damage, note the damage on the Bill of Lading and immediately file a freight claim with the shipping company. • Do not touch the HEPA filter media. A painted expanded metal screen exists as an option to protect the HEPA filter downstream side against accidental contact. -

Acquisition of Flanders
Acquisition of Flanders February 9, 2016 Main Points of This Announcement American Air Filter Company Inc. (AAF), a Daikin <Sales of Filter Manufacturers > subsidiary that has developed a global filter business, 2014 Results (including P&I business) is acquiring and integrating Flanders, the air filter at 110JPY/1USD ※Daikin survey manufacturer with the top share in the United States, (unit:1billion JPY) for 50.7 billion JPY. Daikin Group 104.0 +Flanders From this, AAF will become the overwhelming top Competitor C 87.0 manufacturer in the U.S. air filter market, the world’s largest, and gain the position of the leading company in the global Daikin Group 72.0 market. (AAF+Nippon Muki) Flanders 32.0 With this acquisition, the Daikin Group filter business will exceed 100 billion JPY and focus on becoming the third pillar behind the air conditioning and chemicals business. ・Sustainable growth is anticipated for the filter business in supporting such expanding markets as pharmaceuticals, biotechnology, and food processing. Not only will the filter business contribute to a stable profit structure of the Group, it will also strongly complement our air conditioning business, a mainstay business of the Daikin Group, and future synergies are expected. ・In addition to indoor environments, filters are also actively involved in such areas as mitigating air pollution, including PM2.5. and VOC, which is increasing worldwide. In acquiring Flanders, Daikin intends to further intensify its efforts in solving all issues related to “air and space.” 2 Summary of Acquisition Company Flanders Holdings LLC (hereinafter, Flanders) Acquisition Total acquisition price is 430 million dollars. -
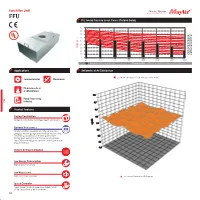
Fan Filter Unit Clean Air· Our Future FFU FFU Sound Pressure Level Curve (Octave Band)
Fan Filter Unit Clean Air· Our Future www.mayairgroup.com FFU FFU Sound Pressure Level Curve (Octave Band) 90 80 70 NC70 60 NC65 SPL dB(A) NC60 50 NC55 NC50 40 NC45 NC40 30 NC35 NC30 20 NC25 NC20 10 NC15 0 63 125 250 500 1000 2000 4000 8000 High Efficiency, Low noise level Frequency (Hz) FFU Octave Band Sound Pressure Level Curve Applications Uniformity of Air Distribution Ensure the deviation of face velocity is within ±10% Semiconductor Cleanroom Pharmaceutical & Laboratories 0.8 FFU Food Processing Industry 0.7 Product Features 0.6 Casing Construction 0.5 Material: Galvalume / stainless steel / aluminium V(m/s) 0.4 Optional Accessories 0.3 Air inlet prefilter, downstream diffuser, pressure gauge, pressure guage port for filter pressure drop monitoring, cleanliness monitoring port, DOP 0.2 testing port, air inlet collar, five-speed controller, humidity monitoring port, remote control, European plug and others 0.1 0.0 Uniform Air Flow Distribution Low Energy Consumption High efficiency blower Low Noise Level High total static pressure Air Velocity Distribution 3D Diagram Speed Controller Type: None / manual speed controller / small scale centralized speed controller 52 Fan Filter Unit Clean Air· Our Future www.mayairgroup.com FFU AC Motor Technical Data Power Input: 1 220V - 240V 50Hz Series F-22AL F-23AL F-24AM SERIESWxL (mm) F-22AL600x600/575x575 F-23AL 600x900/575x875F-24AL 600x1200/575x1175F-24AM WxL(mm)H (mm) 250 250 275 Air Velocity (m/s) 0.45 0.45 0.45 Static Pressure (Pa) 250 220 310 Power Consumption (W) 80 110 155 Noise Level -

Ffu-Fan-Filter-Unit-Installation-Manual
MANUAL – INSTALLATION + SERVICE Fan Filter Unit FFU Series v100 – Issue Date: 07/10/20 © 2018 Price Industries Limited. All rights reserved. FAN FILTER UNIT TABLE OF CONTENTS Product Overview Balancing Read and Save These Instructions ................................1 Balancing: Technical Note: Design with VAV/Constant Before You Start ...........................................................1 Flow Boxes and Ducted Applications ..........................19 Introduction ..................................................................2 Balancing Un-ducted Supply Units .............................20 Balancing Ducted Supply – Pressure Independent Installation Instructions and Dependent Airflow Control ...................................21 Module Installation ........................................................3 Balancing Ducted Supply – Pressure Independent Speed Controller Installation & Operation ......................4 and Dependent Airflow Control ...................................23 PSCSC/WK ...............................................................4 ECMSC .....................................................................5 Service Instructions BACnet Flow Controller (BFC) ......................................6 Pre-Filter Cleaning ......................................................24 Filter Installation ..........................................................12 Motor Change ............................................................25 Room Side Replaceable Filter (RSR) ........................12 Top Access Motor/Blower -

Standard Methods for Characterizing FFU Energy Performance
An Innovative Method for Dynamic Characterization of Fan Filter Unit Operation (Paper submitted December 21, 2006; accepted May 9, 2007, Approved July 26, 2007) Tengfang Xu Building Technologies Department Environmental Energy Technologies Division Lawrence Berkeley National Laboratory University of California, Berkeley, CA 94720-8134 One Cyclotron Road Tel: (510) 486-7810 BLDG 90R3111 Fax: (510) 486-4089 Corresponding author e-mail: [email protected] Abstract Fan filter units (FFU) are widely used to deliver re-circulated air while providing filtration control of particle concentration in controlled environments such as cleanrooms, minienvironments, and operating rooms in hospitals. The objective of this paper is to document an innovative method for characterizing operation and control of an individual fan filter unit within its operable conditions. Built upon the draft laboratory method previously published [1] , this paper presents an updated method including a testing procedure to characterize dynamic operation of fan filter units, i.e., steady-state operation conditions determined by varied control schemes, airflow rates, and pressure differential across the units. The parameters for dynamic characterization include total electric power demand, total pressure efficiency, airflow rate, pressure differential across fan filter units, and airflow uniformity. Keywords Fan filter unit (FFU), cleanroom, energy efficiency, airflow uniformity, airflow rate, air pressure, test standard 1. Introduction Fan filter units are widely used to deliver re-circulated air and provide filtration control for particle concentration in controlled environments such as cleanrooms, minienvironments, and operating rooms in hospitals. For example, much of the energy in cleanrooms (and minienvironments) is consumed by 2-foot x 4-foot (61-cm x 122-cm) or 4-foot x 4-foot (122- cm x 122-cm) fan filter units that are typically located in the ceiling of controlled environments. -

Fan Filter Units Efficient Solutions for Clean Rooms Fan Filter Units (FFU) the Future Has Begun – You Need to Build It In
Issue 7.1 EN Fan Filter Units Efficient solutions for clean rooms Fan Filter Units (FFU) The future has begun – you need to build it in. We have designed and developed our FFU precisely Nicotra Gebhardt FFU’s are available: so that they match the requirements in clean rooms perfectly. • as standard or customer-specific versions • for standard and customer-specific ceiling grids The “heart” of the FFU is the motor impeller unit. • for different filter and grid sizes All components, such as, for example, inlet nozzles, impellers, motors and the corresponding commutation • as top load or bottom load version units to control the motor are adapted to each other • for fluid or dry seal systems as precisely as possible – and work together in perfect • for different volume flows and pressure losses interaction in an exemplary manner. • with minimal vibration and noise emissions And another important aspect: Tailored solutions for • with a flush-mount external rotor motor the control and monitoring of the FFU networks ensure • Change in rotational speed using BUS or control ease of use. voltage • for different control systems RHP MultiEvo Simple handling: Controlling and monitoring of your FFU networks The core element of the system solutions we developed are the control centres for parameterisation and monitoring of your FFU networks on the basis of various RS485 interfaces (G-bus/Modbus RTU). We can optionally offer you three different components for actuation according to requirements: • Handheld FANCommander 100 for actuation of up to 100 FFUs. • Mini control centre FANCommander 200 for actuation of up to 200 FFUs. -

Dispersion of Gas Pollutant in a Fan-Filter-Unit (FFU) Cleanroom
ARTICLE IN PRESS Building and Environment 42 (2007) 1902–1912 www.elsevier.com/locate/buildenv Dispersion of gas pollutant in a fan-filter-unit (FFU) cleanroom Sheng-Chieh Chena, Chuen-Jinn Tsaia,Ã, Shou-Nan Lib, Hui-Ya Shihb aInstitute of Environmental Engineering, National Chiao Tung University, No. 75 Poai St., Hsin Chu, Taiwan, ROC bCenter for Environmental, Safety and Health Technology, Industrial Technology Research Institute (ITRI), Hsinchu, Taiwan, ROC Received 7 July 2005; received in revised form 18 October 2005; accepted 28 February 2006 Abstract Numerical simulation and experimental measurement of flow and concentration fields in a working fan-filter-unit (FFU) cleanroom have been conducted in this study. The purpose of the study is to find out the unsteady concentration distribution of a leaking gas pollutant. The standard K–e model was used for the simulation of the flow field. To obtain the gas concentration field, SF6 gas with a certain concentration was released as a simulated leaking source from a valve manifold box (VMB) for 5 or 10 min, respectively. Three Fourier transform infrared spectrometers (FTIRs) were simultaneously used to measure the spatial and temporal distributions of SF6 concentrations. The measured data were then compared with the numerical results and the agreement is seen to be quite good. From the numerical results, the pollutant hot spots, peak pollutant concentration at the end of leaking, and time taken for the concentration to reduce to near background level are obtained. r 2006 Elsevier Ltd. All rights reserved. Keywords: Standard K–e Model; Pollutant dispersion; Working cleanroom 1. Introduction which has many existing process tools, partitions, ducts, exhaust gas abatement systems, workers, etc.