PROCEEDINGS 4Th Osaka University-JWRI/NTU-MSE Workshop
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Lost Pet Notice
Osaka University Partner Information Type of University Public Location Osaka, Japan Founded 1947 Population of City 8,857,691 President Shojiro Nishio # of Students 23,775 Web Page http://www.osaka-u.ac.jp/en # of Faculty 3168 Faculties/Colleges/Schools/Majors: Undergraduate Graduate • School of Letters • School of Letters • School of Human Sciences • School of Human Sciences • School of Foreign Studies • School of Law & Politics • School of Law • School of Economics • School of Economics • School of Science • School of Science • School of Medicine • School of Medicine • School of Dentistry • School of Dentistry • School of Pharmaceutical Sciences • School of Pharmaceutical Sciences • School of Engineering • School of Engineering • School of Engineering Science • School of Engineering Science • School of Language & Culture • Osaka School of International Public Policy Other U.S. Partners: • Cornell University • Purdue University • The University of Georgia • Indiana University • Rice University • University of California • Nazareth College of Rochester • Texas A&M University • University of California Berkeley • University of Washington • Wesleyan College Partner Contacts: Not Available GSU Information Length of GSU Relationship 8 Years Current Agreements: • GSU College of Arts and Sciences, College Level- Program Specific Agreement for a Student, Faculty, and Researcher Exchange Program (2018 – 2023) • Program Director: Jung Ha Kim Prior Agreements: • GSU College of Arts and Sciences, College Level- Program Specific Agreement for a Student Exchange (2006-2011) (2012-2017) • Program Director: Yuki Takatori If you have more information on this Partner Institution, please contact Ms. Danielle Borrero at [email protected]. 04/08/2020 Current GSU Engagements: Not Available Prior GSU Engagements: Not Available If you have more information on this Partner Institution, please contact Ms. -

CAMPUS Asia Program Overview FY2017 Budget: 650 Million Yen
CAMPUS Asia Program Overview FY2017 budget: 650 million yen CAMPUS Asia is a program that promotes quality-assured student exchanges through cooperation among the governments, quality assurance organizations, and universities of Japan, China, and Korea. From FY2011, ten pilot programs were selected through joint screening by the three countries and conducted. Since FY2016, in addition to eight programs that applied from among the ten pilot programs, nine new programs by the university consortium participating in CAMPUS Asia have been added for a total of 17 programs that have begun the full-fledged implementation of their activities. Record/plan of exchanges (no. of Japanese students sent abroad, foreign students received in Japan) - FY 2011-2015 (actual): Sent: 1,392, received: 1,485 - FY 2016-2020 (planned): Sent: 2,199; received: 2,076 Details At the 2nd Japan-China-Korea Summit in October 2009, Japan proposed, and agreement was reached on, trilateral high-quality inter- university exchanges. In April 2010, the trilateral 1st Experts Meeting was held in Tokyo (Japan side chairman: Yuichiro Anzai, President, Japan Society for the Promotion of Science). Agreement was reached on “CAMPUS Asia”* as the name for the program. *Stands for: “Collective Action for Mobility Program of University Students in Asia” In April 2015, at the 5th China-Japan-Korea Committee for Promoting Exchange and Cooperation among Universities, the three countries agreed that, with the end of the pilot program period, from FY2016, they would: 1) increase the number of trilateral inter- university collaboration programs, including the exchanges carried out as pilot programs, 2) make efforts to expand the collaborative framework of the Program (in the mid- and long-term) to the ASEAN countries. -

Faculty Position in the Graduate School of Information Science, Osaka University
Faculty Position in the Graduate School of Information Science, Osaka University Graduate School of Information Science and Technology, Osaka university has an open researcher position related to developing persona model construction and transfer learning techniques, which aims at encouraging e-commerce so that cross domain customer transfer is enabled, and we are now inviting applications to a postdoctoral researcher position. Outline This recruitment relates to the project "Persona model construction from multi- and diverse-sources," and a successful applicant is expected to work with Professor Takahiro Hara, Osaka University, and other project members including those from KDDI Research Inc. and Nagoya University. Specially Appointed Researcher or Specially Appointed Assistant Professor (both full-time) 1. Position *The position and the responsibilities assigned to the successful applicant will be decided based on the applicant’s qualifications. 2. Number of Positions 1 (One) Multimedia Data Engineering Course, Department of Multimedia Engineering, Graduate 3. Affiliation School of Information Science and Technology 4. Work Location Suita Campus (1-5 Yamadaoka, Suita-city, Osaka) 5. Specialized Field Information Science 6. Responsibilities Research activities in database, data mining, and machine learning. [Essential] Applicants must have: (1) Ph.D. or equivalent in related field/s is required. Those who are scheduled to obtain a degree by September 2021 are also eligible. (2) Basic knowledge in machine learning is required. 7. Qualifications (3) English or Japanese language ability sufficient to fulfill the work duties. [Preferred] (1) Research and/or system management experience of machine learning. 8. Starting Date June 1, 2021(Arrival date are negotiable.) From the starting date to March 31st, 2022. -

UCEAP Biological Lab Research Programs (No Foreign Language Required)
UCEAP Biological Lab Research Programs (no foreign language required) Spring or year, Tohoku University, Sendai, Japan https://uceap.universityofcalifornia.edu/programs/engineering-and-science COURSES AND CREDIT REQUIREMENTS WHILE ABROAD Take a full-time course of study: Five courses for a total of 21 quarter/14 semester UC units. NOTE: few bio- related courses available. https://www.insc.tohoku.ac.jp/english/exchange/jype/2-course-description- 2019-2020/, Take a lab research course for 8 quarter UC units each semester. Taking this course for a letter grade is recommended. You can take up to a third of your units pass/no pass. Taking more than 27 units is not recommended. CURRENT PROGRAM COURSES This program has a required lab research component. During the fall semester, you will spend approximately 15 to 20 hours per week in lab research (for 8 UC quarter units). During the spring semester, you can either continue your lab research from the fall at 15 to 20 hours per week or you may participate in the intensive lab research for approximately 30 hours per week for (16 UC quarter units). The intensive lab option is only available during the spring and requires the approval of the lab supervisor. STEM Research Osaka University, Japan, summer (competitive), fall or spring https://uceap.universityofcalifornia.edu/programs/stem-research-osaka REQUIREMENTS WHILE ABROAD Fall and spring: Lab research for a total of 21 quarter/14 semester UC units. Summer: Lab research for a total of 12 quarter/8 semester UC units. CURRENT PROGRAM COURSES During the fall or spring semester you may take one or two courses in addition to the lab research. -
Robotics Laboratory List
Robotics List (ロボット技術関連コースのある大学) Robotics List by University Degree sought English Undergraduate / Graduate Admissions Office No. University Department Professional Keywords Application Deadline Degree in Lab links Schools / Institutes or others Website Bachelor Master’s Doctoral English Admissions Master's English Graduate School of Science and Department of Mechanical http://www.se.chiba- Robotics, Dexterous Doctoral:June and December ○ http://www.em.eng.chiba- 1 Chiba University ○ ○ ○ Engineering Engineering u.jp/en/ Manipulation, Visual Recognition Master's:June (Doctoral only) u.jp/~namiki/index-e.html Laboratory Innovative Therapeutic Engineering directed by Prof. Graduate School of Science and Department of Medical http://www.tms.chiba- Doctoral:June and December ○ 1 Chiba University ○ ○ Surgical Robotics ○ Ryoichi Nakamura Engineering Engineering u.jp/english/index.html Master's:June (Doctoral only) http://www.cfme.chiba- u.jp/~nakamura/ Micro Electro Mechanical Systems, Micro Sensors, Micro Micro System Laboratory (Dohi http://global.chuo- Graduate School of Science and Coil, Magnetic Resonance ○ ○ Lab.) 2 Chuo University Precision Mechanics u.ac.jp/english/admissio ○ ○ October Engineering Imaging, Blood Pressure (Doctoral only) (Doctoral only) http://www.msl.mech.chuo-u.ac.jp/ ns/ Measurement, Arterial Tonometry (Japanese only) Method Assistive Robotics, Human-Robot Communication, Human-Robot Human-Systems Laboratory http://global.chuo- Graduate School of Science and Collaboration, Ambient ○ http://www.mech.chuo- 2 Chuo University -

Flyer Version 04
Australia-Japan: Science & Technology Diplomacy and Responsible Research & Innovation for Liveability and Resilience Friday 2nd November 2018, 1pm-5pm, Osaka Innovation Hub, Osaka, Japan. PROGRAMME 12.30 – 13.00 Venue Open & Registration 13.00 – 13.15 Welcome Remarks 13.15 – 14.45 Panel Discussion 1: “Responsible Research and Innovation” 14.45 – 15.15 Tea Break with Refreshments 15.15 – 16.45 Panel Discussion 2: The University of New South Wales, ANSTO, and “Liveability and Resilience” Tohoku University have been reading the evidence 16.45 – 17.00 Closing remarks left by the 2011 tsunami. LANGUAGE: English / A disCussion on how Australian and Japanese joint researCh helps make Cities liveable and soCieties resilient. Influential researChers and advisors to government refleCt on responsibility in developing new teChnologies. ResearCh presentations will desCribe researCh results and show what makes suCCessful researCh Collaborations. Early Career researChers are partiCularly enCouraged to attend and build their networks. REGISTRATION The forum is free and open to the public, but registration is essential. Please visit https://bit.ly/2QICd6r or use the QR code here → to register and for latest program. ACCESS Visit https://www.innovation-osaka.jp/access/ or use the QR code here → to find directions to Osaka Innovation Hub, Grand Front Osaka. ENQUIRIES: For enquiries please contact us on [email protected] (English) or on [email protected] (Japanese). The Australian National Centre for the Public Awareness of Science of the Australian National University and the Center for the Study of Co*Design of Osaka University have joined together to lead the forum. -

AEARU Brochure Online.Pdf
Welcome Message Since its inception 15 years ago, the Association of East Asian Research Universities (AEARU) has become a regional AEARU 2011 alliance of leading research-oriented universities in East Asia. The Association of East Asian Research Universities It aims at the advancement of scholarship and research not Contents only for the benefit of East Asia, but the entire human race. AEARU now has 17 member universities from Mainland 1 Welcome Message China, Taiwan, Hong Kong, Japan and Korea. This has been 2 About AEARU a great forum for like-minded education leaders to meet and 3 Organization discuss matters of common concern. A wide spectrum of 4-5 Activities activities has been held under the AEARU banner, ranging from academic symposia and workshops to student camps Member University Profiles and sporting events. I am sure in the years to come this circle of friendship and partnership will widen in this strategic part of Asia. 8 Fudan University 9 Hong Kong University of Science and Technology On behalf of all AEARU members, I would like to welcome you to AEARU 2011 Brochure, which 10 Korea Advanced Institute of Science and Technology reflects an association and allegiance based on a commonality of culture, quality and sense of 11 Kyoto University mission. 12 Nanjing University Sincerely yours, 13 Osaka University 14 Peking University 15 Pohang University of Science and Technology 16 Seoul National University 17 Taiwan University 18 Tohoku University 19 Tokyo Institute of Technology 20 Tsinghua University – Beijing For further information, Tony F Chan please contact the AEARU secretariat: 21 Tsing Hua University – Hsinchu Chairperson, AEARU 22 University of Science and Technology of China President, HKUST Cherry Leung (Ms.) AEARU Secretary T. -
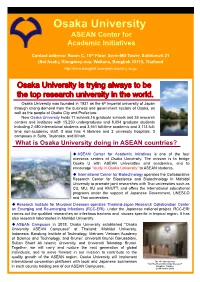
What Is Osaka University Doing in ASEAN Countries?
Osaka University ASEAN Center for Academic Initiatives Contact address: Room C, 10th Floor, Serm-Mit Tower, Sukhumvit 21 (Soi Asok), Klongtoey-nua, Wattana, Bangkok 10110, Thailand http://www.bangkok.overseas.osaka-u.ac.jp/ Osaka University was founded in 1931 as the 6th imperial university of Japan through strong demand from the business and government sectors of Osaka, as well as the people of Osaka City and Prefecture. Now Osaka University holds 11 schools,16 graduate schools and 25 research centers and institutes with 15,250 undergraduate and 8,054 graduate students including 2,480 international students and 3,541 full-time academic and 3,113 full- time non-academic staff. It also has 4 libraries and 2 university hospitals; 3 campuses in Suita, Toyonaka, and Minoh. What is Osaka University doing in ASEAN countries? ASEAN Center for Academic Initiatives is one of the four overseas centers of Osaka University. The mission is to bridge Osaka U with ASEAN universities and academics, and to encourage “study in Osaka University” to ASEAN students. International Center for Biotechnology operates the Collaborative Research Center for Bioscience and Biotechnology in Mahidol University to promote joint researches with Thai universities such as CU, MU, KU and KMUTT, and offers the international educational programs under the support of Japanese Government, UNESCO and Thai universities. Research Institute for Microbial Diseases operates Thailand-Japan Research Collaboration Center on Emerging and Re-emerging Infections (RCC-ERI) under the Japanese national project. RCC-ERI carries out the qualified researches on infectious bacteria and viruses specific in tropical region. It has also research laboratories in Mahidol University. -

2012 Salishan Resort, Gleneden Beach, Oregon
61st annual Montagna Symposium on the Biology of Skin Keeping It All Together: Adhesion, the Cytoskeleton & Signaling in Morphogenesis & Tissue Function October 11 – 15, 2012 Salishan Resort, Gleneden Beach, Oregon Program Chairs Symposium Director Kathleen J. Green, PhD Molly Kulesz-Martin, PhD Masayuki Amagai, MD, PhD POSTERS Shreya Bhattacharya1, Xiaobo Liang2, Gaurav Bajaj2, Gunjan Guha2, Zhixing Wang2, Hyo-Sang Jang2, Mark Leid1,2, Arup Indra1,2,3,4, and Gitali Ganguli-Indra1,2 1Molecular and Cellular Biology Program, 2Department of Pharmaceutical Sciences, College of Pharmacy, and 3Environmental Health Science Center, Oregon State University, Corvallis, OR, USA; 4Department of Dermatology, Oregon Health and Science University, Portland, OR, USA Delayed cutaneous wound healing and aberrant expression of hair follicle stem cell markers in mice selectively lacking transcriptional regulator Ctip2 in epidermis Mei Bigliardi-Qi1, Christine Neumann1, Yiling Teo1, and Paul Bigliardi1,2 1Institute of Medical Biology, Agency for Science, Technology & Research (A*STAR), Republic of Singapore; 2Department of Internal Medicine, School of Medicine, National University Hospital, Republic of Singapore Opioid receptor involved in cell adhesion and migration Minh H. Dinh1, O. DeLeon2, E. A. Okocha2, and T. J. Hope2 1Division of Infectious Diseases, Department of Medicine and 2Department of Cell and Molecular Biology, Northwestern University Feinberg School of Medicine, Chicago, IL, USA Skin barrier function in the adult foreskin—implications for sexually transmitted infections Poster Abstracts Montagna Symposium on the Biology of Skin 2012 Page 1 of 4 Congxing Lin1, Anna Hindes1, Carole J. Burns1, Aaron C. Koppel1, Alexi Kiss1, Yan Yin1, Liang Ma1, Miroslav Blumenberg4, Denis Khnykin5, Frode L. Jahnsen5, Seth D. -
The Graduate School of Engineering Science/ 2018 Campus Map Location and Transportation School of Engineering Science, Osaka University Table of Contents
Graduate School of Engineering Science School of Engineering Science Osaka University 2018 Graduate School of Engineering Science School of Engineering Science 1-3, Machikaneyama, Toyonaka, Osaka, Japan TEL +81- 6 - 6850 - 6111 FAX +81- 6 - 6850 - 6151 ki-syomu@office.osaka-u.ac.jp http://www.es.osaka-u.ac.jp/en/index.html Graduate School of Engineering Science Welcome to School of Engineering Science the Graduate School of Engineering Science/ 2018 Campus Map Location and Transportation School of Engineering Science, Osaka University Table of Contents MINOH N As we well know, science and engineering ously created interdisciplinary research try, biology and informatics, as well as Campus ................................................... TOYONAKA Message from the Dean 1 had developed tremendously during the fields congruent with social needs and have major important subjects related to the Campus SUITA for Takarazuka A brief IntroductionCampus to the Graduate School and 20th century, so that subsequently our made a great contribution to the academy courses. Our education also develops wider School Saito-nishiof Engineering Science. .......................................2 Kita-Senri lives have been changed and improved and industry through research and educa- viewpoints and flexibility. In the Graduate Ishibashi History Handaiof the Byoin Graduate Mae School and School of Senri-Chuo Banpaku kinen koen ....................................................... Engineering Science.Ibaraki 3 drastically. The extension and formaliza- tion. Osaka University offers great and School, with eleven divisions, we provide Ibaraki-Shi Shibahara OrganizationYamada .....................................................................4 Osaka (Itami) tion of the fundamental disciplines and unique opportunities of education and higher-level professional education and per- Airport Minami- Graduate SchoolIbaraki their applications to manufacturing played research in the wide range of the fields of form fusion research with the different Esaka Dept. -

Abstract (PDF)
The 2nd International Symposium on Venue:銀杏会館 Recent Trends in Analysis Techniques for Functional Materials and Devices Osaka University, Japan January 17-19, 2017 Sponsor: Osaka University Invited Speakers Conference Chairs Prof. Ivan Štich (Slovak Academy of Sciences, Slovakia) • Yanjun Li, Osaka University Senior Scientist Thilo Glatzel (University Basel, Swiss) • Yasuhiro Sugawara, Osaka University Prof. Meng-Fan Luo (National Taiwan Normal University) Dr. Jan Brndiar (Slovak Academy of Sciences, Slovakia) Dr. Jewook Park (Institute for Basic Science, Korea) Prof. Jun Tang (North University of China) Prof. Hidemi Shigekawa (University of Tsukuba) Organizing Committee Prof. Yasuhiro Sugawara (Osaka University) • Ivan Štich, Slovak Academy of Sciences Prof. Yuji Kuwahara (Osaka University) • Wilson Agerico Diño, Osaka University Prof. Takuya Matsumoto (Osaka University) • Jun Liu, North University of China Prof. Takuji Takahashi (University of Tokyo) Prof. Hideki Kawakatsu (University of Tokyo) Prof. Yasuo Cho (Tohoku University) Prof. Takeshi Fukuma (Kanazawa University) Prof. Kazushi Miki (NIMS) Program Prof. Masamichi Yoshimura (Toyota Technological Institute) • Yoshitaka Naitoh, Osaka University Principal Researcher Shigeki Kawai (NIMS-MANA) • Huanfei Wen, Osaka University Senior Researcher Nobuyuki Ishida (NIMS) • Quanzhen Zhang, Osaka University Associate Prof. Wilson Agerico Diño (Osaka University) • Zongmin Ma, North University of China Associate Prof. Susumu Shiraki (Tohoku University) Prof. Hirofumi Tanaka (Kyushu Institute of Technology) Prof. Shigeori Takenaka (Kyushu Institute of Technology) Associate Prof. Takashi Ichii (Kyoto University) Assistant Prof. Naritaka Kobayashi (Saitama University) Assistant Prof. Yukinori Kinoshita (Akita University) PhD Student Huan Fei Wen (Osaka University) PhD Student Ryo Kishida (Osaka University) PhD Student Elvis Arguelles (Osaka University) PhD Student Junsuke Yamanishi (Osaka University) Contact: TEL: +81-6-6879-7854 FAX: +81-6-6879-7856 E-mail: [email protected] . -

The Japanese Society of Hypertension Committee for Guidelines for the Management of Hypertension
Hypertension Research (2014) 37, 254–255 & 2014 The Japanese Society of Hypertension All rights reserved 0916-9636/14 www.nature.com/hr The Japanese Society of Hypertension Committee for Guidelines for the Management of Hypertension CHAIRPERSON Kazuaki SHIMAMOTO (Sapporo Medical University) WRITING COMMITTEE Katsuyuki ANDO (University of Tokyo) Ikuo SAITO (Keio University) Toshihiko ISHIMITSU (Dokkyo Medical University) Shigeyuki SAITOH (Sapporo Medical University) Sadayoshi ITO (Tohoku University) Kazuyuki SHIMADA (Jichi Medical University) Masaaki ITO (Mie University) Kazuaki SHIMAMOTO (Sapporo Medical University) Hiroshi ITOH (Keio University) Tatsuo SHIMOSAWA (University of Tokyo) Yutaka IMAI (Tohoku University) Hiromichi SUZUKI (Saitama Medical University) Tsutomu IMAIZUMI (Kurume University) Norio TANAHASHI (Saitama Medical University) Hiroshi IWAO (Osaka City University) Kouichi TAMURA (Yokohama City University) Shinichiro UEDA (University of the Ryukyus) Takuya TSUCHIHASHI (Steel Memorial Yahata Hospital) Makoto UCHIYAMA (Uonuma Kikan Hospital) Mitsuhide NARUSE (NHO Kyoto Medical Center) Satoshi UMEMURA (Yokohama City University) Koichi NODE (Saga University) Yusuke OHYA (University of the Ryukyus) Jitsuo HIGAKI (Ehime University) Katsuhiko KOHARA (Ehime University) Naoyuki HASEBE (Asahikawa Medical College) Hisashi KAI (Kurume University) Toshiro FUJITA (University of Tokyo) Naoki KASHIHARA (Kawasaki Medical School) Masatsugu HORIUCHI (Ehime University) Kazuomi KARIO (Jichi Medical University) Hideo MATSUURA (Saiseikai Kure Hospital)