Preliminary Data Summary for Photoprocessing Industry
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Imaging Diamond with X-Rays
Home Search Collections Journals About Contact us My IOPscience Imaging diamond with x-rays This article has been downloaded from IOPscience. Please scroll down to see the full text article. 2009 J. Phys.: Condens. Matter 21 364217 (http://iopscience.iop.org/0953-8984/21/36/364217) View the table of contents for this issue, or go to the journal homepage for more Download details: IP Address: 129.49.56.80 The article was downloaded on 30/06/2010 at 16:59 Please note that terms and conditions apply. IOP PUBLISHING JOURNAL OF PHYSICS: CONDENSED MATTER J. Phys.: Condens. Matter 21 (2009) 364217 (15pp) doi:10.1088/0953-8984/21/36/364217 Imaging diamond with x-rays Moreton Moore Department of Physics, Royal Holloway University of London, Egham, Surrey TW20 0EX, UK E-mail: [email protected] Received 5 April 2009 Published 19 August 2009 Online at stacks.iop.org/JPhysCM/21/364217 Abstract The various techniques for imaging diamonds with x-rays are discussed: x-radiography, x-ray phase-contrast imaging, x-ray topography, x-ray reciprocal-space mapping, x-ray microscopy; together with the characterization of the crystal defects which these techniques reveal. 1. Introduction may also be sharp characteristic peaks superimposed upon the continuous spectrum, characteristic of the target material. X-rays may be used to image whole diamonds, or selected These come from the brief promotion of electrons dislodged regions, by radiography or by using various techniques from target atoms to discrete higher energies. These (or other) employing a Bragg reflection for x-ray diffraction contrast. -

The Photographic Emulsion: After-Ripening
A 11 10 2 12fl^3 RP340 THE PHOTOGRAPHIC EMULSION: AFTER-RIPENING By Burt H. Carroll and Donald Hubbard ABSTRACT After-ripening is defined as the increase in sensitivity of photographic emnlsions after washing. Following a discussion of the process, and review of the literature, the experimental methods of the National Bureau of Standards photographic emulsion laboratory are described in detail. After-ripening by digestion was studied with respect to eight of the more important variables. The amount of after-ripening which is practicable is dependent on the extent to which sensitivity nuclei have been formed during ripening before washing. The influence of tem- peratures and of bromide, chloride, and hydrogen ion concentrations, is according to predictions on the basis of chemical reactions forming sensitivity nuclei. The effect of gelatin-silver halide ratio can be explained by its influence on rate of development. Variations between different samples or makes of gelatin are illustrated. The progress of after-ripening with inert gelatin plus known sen- sitizing materials is very similar to that under the usual conditions, but there are differences. The increase in practicable after-ripening important quantitative _ with increasing percentage of silver iodide is illustrated. After-ripening during storage of finished plates was found to be similar to that by digestion, but frequently more efficient. Changes in bromide ion concentration during digestion, and in nonhalide silver during digestion or storage, are further proof of reaction during after-ripening, but it is evident that most of the nonhalide silver is photo- graphically inert. CONTENTS Page I. Introduction 219 II. Experimental methods 222 1. -
COURSE TITLE Cyanotypes Blue Prints COURSE CODE
COURSE TITLE Cyanotypes Blue Prints COURSE CODE WC1801PR89 TUTOR Melanie King DATES 10th & 11th November 2018 DAY & TIME Saturday & Sunday, 10:00 am - 5:00 pm LEVEL This class is suitable for those aged 18 or over. All levels welcome COST £165 LOCATION Mermaid Court, click here for a map Daily breakdown Days Topic/skills covered Preparing the chemistry. Coating paper with the photosensitive solution. Sat Making photograms using UV from the atmosphere. Colour tinting prints. Preparing digital negatives on a computer. Making contact prints using an Sun industrial UV exposure machine. The Cyanotype method is an incredibly versatile, simple and fun process to learn. The Cyanotype was invented by Sir John Henry Herschel in1841. This early photographic process produces distinctive and striking Prussian blue images which can also be toned in various other colours. Simple and economic, it remained in use well into the twentieth century as a means of reproducing architectural and engineering drawings as Blueprints. In more recent times, the Cyanotype has been rediscovered by contemporary artists. Also sometimes known as sun printing, the Cyanophyte process is one you can easily learn to do in a weekend. It offers a perfect introduction to alternative and traditional photographic processes and to the use of computers to produce photographic negatives for such processes. The course takes place in the Print Studio and also utilises the Digital Suite at the Art Academy. Both facilities offer a much wider programme of evening, weekend and daytime courses throughout the year. Please refer to our website for full terms and conditions: Mermaid Court, 165A Borough High Street, London SE1 1HR www.artacademy.org.uk/terms-conditions/ 020 7701 2880 The cyanotype process is simple, non-toxic and can be adapted and incorporated into a range of other printmaking techniques such as photo-etching and mono-printing. -
Do Something Important.TM
2.6X zoom in a cool, compact, capsule design with Advanced Photo System convenience. Do somethingwww.minolta.com important.TM www.minolta.com It’s All Within Your Grasp The VECTIS 260 makes picture-taking more fun for the whole family. The Advanced Photo System means easier operation and higher quality pictures, and a powerful 2.6X zoom expands your photo possibilities. Various automatic functions make it simple for everyone to take great pictures. It’s the compact camera that gives you more. ADVANCED PHOTO SYSTEM Get closer with 2.6X zoom! High-quality zoom lens adds variety to your photos. Powerful 2.6X Zoom A zoom lens this powerful gives you much greater versatility in framing your shots. You can take broad shots of the scenery, then zoom in for close-ups of the kids. The zoom range is a wide 25 — 65mm (equivalent to 31— 81mm in 35mm for- mat). For close-ups, you can move in as close as 1.64 ft. to your subject at any focal length, without having to set a special mode. Best of all, 25mm WIDE your photo will be sharp and clear, thanks to the Minolta high quality 4-element, 4-group zoom lens. 65mm TELE Greater ease and convenience Advanced Photo System makes photography more enjoyable — from start to finish! Index Prints for At-a-Glance Selection Drop-In Loading With photos this good, you’ll want to make reprints ... and now and Film Chamber Lock you can easily select the ones you want. With your pictures The ultimate in film loading you’ll receive an Index Print sheet, making it easy ease. -

KODAK Advantix Films
TECHNICAL DATA / ADVANCED PHOTO SYSTEM February 2002 • E-7003 KODAK ADVANTiX Films Welcome to the innovative world of the Advanced Photo Kodak offers three color negative films for the Advanced System and KODAK ADVANTiX Films! Photo System. These films share the following features: At the heart of the Advanced Photo System, KODAK ADVANTiX Films are truly hybrid products. They use Features Benefits breakthrough photographic emulsion and coating • KODAK Film Safe • Worry-free, drop-in loading technologies to deliver excellent image quality in the smaller Cassette • Automatic film threading and rewinding film format. • Safe storage of negatives At the same time, Kodak’s magnetics technology enables • Index print of all exposures coating the entire surface of the film with a transparent • Choice of picture • “Classic,” similar to 35 mm prints magnetic layer. This layer records digital information that formats on the same • “Group,” for slightly wider shots links all Advanced Photo System components through roll • “Pan,” for panoramic scenes information exchange (IX). IX permits communication • Film Status Indicator • Easy identification of status of between you, the camera, the film, and the photofinishing (FSI) on cassette film inside the cassette— unexposed, partially exposed, equipment in the lab that processes and prints your film. exposed, or processed ADVANTiX Films come in a unique elliptical film • Choice of film speed • Selection of 100-, 200-, or cassette called a KODAK Film Safe Cassette. A code 400-speed film number is assigned to each cassette and the film inside. The • Information Exchange • Exposure and print format data number enables automatic rematching of the cassette and (IX) recorded on the film to optimize film in photofinishing operations. -

All That Is Solid: a Celluloid Exploration of Brutalist Architecture
ALL THAT IS SOLID: A CELLULOID EXPLORATION OF BRUTALIST ARCHITECTURE EVA KOLCZE A THESIS SUBMITTED TO THE FACULTY OF GRADUATE STUDIES IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF OF MASTER OF FINE ARTS GRADUATE PROGRAM IN FILM YORK UNIVERSITY TORONTO, ONTARIO MAY, 2014 © Eva Kolcze, 2014 Abstract All That Is Solid is an experimental film that investigates Brutalist architecture through the decayed surface of black and white celluloid. The film features three locations: Robarts Library, The University of Toronto Scarborough campus (UTSC) and the Ross building at York University. All are prominent examples of Brutalist architecture on university campuses. Footage of the buildings has been degraded using photochemical processes that result in unique patterns of decay. The decay processes are used to draw material and aesthetic connections between concrete and celluloid. By distressing and dissolving images of massive buildings, the film explores how time breaks down all materials, even solid concrete. The film also explores the shifting reactions and responses to the buildings, from their initial praise by the architectural community as cutting edge and futuristic, to the intense public backlash that followed shortly after they were built. ii TABLE OF CONTENTS Abstract .................................................................................................................. ii Table of Contents……………………………………………………………………….iii Evolution Of The Project ....................................................................................... -
Advanced Photo System Format Selector
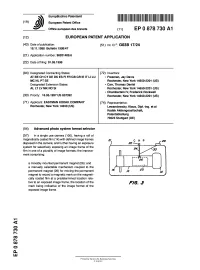
Patentamt Europaisches || || 1 1| || || 1 1 1 1|| 1 1|| || || (19) J European Patent Office Office europeen des brevets (11) EP 0 878 730 A1 (12) EUROPEAN PATENT APPLICATION (43) Date of publication:ation: (51) |nt. CI.6: G03B 17/24 18.11.1998 Bulletin 1998/47 (21) Application number: 98201408.6 (22) Date of filing: 01.05.1998 (84) Designated Contracting States: (72) Inventors: AT BE CH CY DE DK ES Fl FR GB GR IE IT LI LU • Freeman, Jay Davis MC N L PT SE Rochester, New York 1 4650-2201 (US) Designated Extension States: • Carr, Thomas Daniel AL LT LV MK RO SI Rochester, New York 1 4650-2201 (US) • Chamberlain IV, Frederick Rockwell (30) Priority: 1 6.05.1 997 US 857392 Rochester, New York 1 4650-2201 (US) (71) Applicant: EASTMAN KODAK COMPANY (74) Representative: Rochester, New York 1 4650 (US) Lewandowsky, Klaus, Dipl.-lng. et al Kodak Aktiengesellschaft, Patentabteilung 70323 Stuttgart (DE) (54) Advanced photo system format selector (57) In a single use camera (100), having a roll of magnetically coated film (14) with defined image frames disposed in the camera; and further having an exposure system for selectively exposing an image frame of the film in one of a plurality of image formats; the improve- ment comprising: a movably mounted permanent magnet (26); and a manually selectable mechanism coupled to the permanent magnet (26) for moving the permanent magnet to record a magnetic mark on the magneti- cally coated film at a predetermined location rela- tive to an exposed image frame, the location of the FIG. -

Holographic Works in the Collection of the National Gallery of Australia Andrea Wise
7th AICCM Book, Paper and Photographic Materials Symposium, 2012 More than meets the eye: Holographic works in the collection of the National Gallery of Australia Andrea Wise The National Gallery of Australia (NGA) holds a varied collection of new media, which includes intriguing virtual art such as holograms. Whether the term ‘new’ can still be applied to holography is debatable; the theory was announced in 1948, with the realisation in images occurring after the invention of lasers in the 1960s. Famously, Salvador Dali claimed to be the first artist to have worked with holography with his 1972 New York exhibition. This, however, was not strictly true as there had been two previous dedicated hologram exhibitions in the US in 1968 and 1970, highlighting the enthusiasm with which the medium was taken up by artists. Over the years hologram materials and techniques have evolved, becoming more sophisticated and, reflecting similar trends to those in photography, incorporating digital technology with applications in art, science, industry and medicine. Holograms are part of everyday life, and extraordinary developments in colour holography have led to artists working exclusively in the medium, producing entire exhibitions created in holographic images. This paper considers some of the implications of these works for the conservator and provides a brief summary of the history and manufacture of holograms, together with an overview of the materials and techniques of a small selection of holographic images in the NGA collection by Paula Dawson and Margaret Benyon. Both artists have been creative with the technical process, collaborating with a wide range of scientists and technicians over the course of their careers, incorporating different holographic methods as these evolved. -

Film Capture for Digitization
2000 International Symposium on Silver2000 Halide International Technology Symposium on Silver Halide Technology Copyright 2000, IS&T Film Capture for Digitization Allan F. Sowinski, Lois A. Buitano, Steven G. Link, and Gary L. House Imaging Materials and Media, Research & Development Eastman Kodak Company Rochester, NY USA Abstract printing devices, including silver halide paper writers, inkjet printers, and thermal dye transfer printers, that will accept Digital minilab photofinishing is beginning to spread rapidly image data inputs from a variety of sources including digital in the market place, in part, as a means to provide access to still cameras, and film and paper scanners. When film network imaging services, and also to fulfill the printing scanning and digital writing have supplemented traditional needs of the growing base of consumer digital still cameras. optical photofinishing sufficiently, image-taking films When film scanning and digital writing have supplemented designed for optimal scan printing will be feasible. traditional optical photofinishing sufficiently, image-taking Design opportunities to improve silver halide image films designed for optimal scan-printing will be feasible. capture may be afforded as a result of these photofinishing Representative film digitization schemes are surveyed technology changes. Some features of silver halide capture in order to determine some of the optimal features of input may merit improvement or alteration in order for it to silver halide capture media. Key historical features of films remain a very attractive consumer and professional imaging designed for optical printing are considered with respect to technology. In addition, electronic image processing may this new image-printing paradigm. One example of an allow new chemical or emulsion technologies in film system enabled new film feature is recording the scene with design that were difficult to manage with the strict increased color accuracy through theoretically possible requirements of trade optical printing compatibility. -
Using Kodak Chemicals in Minilabs
USING KODAK CHEMICALS IN MINILABS This publication is written specifically for minilab operators. It provides the most commonly needed technical information about film and paper processes for minilabs. Using KODAK FLEXICOLOR Chemicals and KODAK EKTACOLOR Chemicals in your minilab ensures that your film and paper processes will provide optimum results with the least possible environmental impact. This manual contains information on the film processing cycles recommended for KODAK GOLD, ULTRA MAX, ADVANTiX, and KODAK PROFESSIONAL Films. Also, this manual contains information on paper processing cycles for KODAK EDGE and ROYAL Papers. It is divided into four sections: • Chemicals and Chemical Handling • Processing Cycles for KODAK Chemicals • Process Monitoring • Troubleshooting Processes C-41 and RA-4 Note: If you are using KODAK SM Chemicals, see KODAK Publication No. Z-101, Using KODAK SM Chemicals in SM Minilabs. If you are using a KODAK Minilab System 88 or 89, a KODAK PROFESSIONAL RP 30 Laser Printer, a KIS DKS minilab system, a Fuji Frontier, or a Noritsu printer/processor designed for Process CP-48 or CP49E, you will find technical information on using KODAK Chemicals in those systems at www.kodak.com/go/photochemicals under the “Technical Publications” tab. ©Eastman Kodak Company, 2011 1 CHEMICALS AND CHEMICAL HANDLING High-quality customer orders begin with proper EFFECTS OF PROCESSING SOLUTIONS chemical handling and your choice of chemicals. Each solution affects the film or paper differently. Chemical handling includes how you store and mix Understanding the function of each solution can help you chemicals and your attention to chemical safety. diagnose processing problems. This section explains the following: Developer The developer chemically reduces the exposed silver •Chemical terms halide in the film or paper to form a metallic silver image. -

Requirements for Printing Technologies in Digital Photo Finishing
DPP2001: International Conference on Digital Production Printing and Industrial Applications Requirements for Printing Technologies in Digital Photo Finishing Tobias Damm Agfa Gevaert AG, Consumer Imaging, Lab Equipment D-81539 Munich, Germany Introduction The photo paper is designed to convert the negative film image into the positive photography. The paper Non-impact printing technologies have recently gained a gradation is about γ =2.5 in order to achieve an overall high level of image quality - this allows to produce gradation of the system of about γ =1.4. This results in: photo-like prints. • a high contrast of the prints, In the development of new printing technologies • an improved sharpness of details, and suitable for photo imaging applications, the question of • an enhancement of color saturation. the necessary image quality and the basic parameters affecting this quality, is of extreme importance. It is an advantage specific to the 2 step process – film Our investigation presented here addresses these and paper – that the images can still be improved after questions by defining the minimum technical exposing the film and before printing the photograph. requirements for high quality amateur photo printing. However, there are some shortcomings of the We derive data for visually perceived image quality conventional system which can be corrected when levels using prints produced on a high quality digital processing the images digitally between these two printing system. In this system scan data were generated production steps. from colour negative film, passed through an exactly Generally spoken, the photo paper defines the defined digital processing unit and outputted on a high possible range of parameters of the prints, but the actual quality colour laser recorder. -

Color and False-Color Films for Aerial Photography
Color and False-Color Films for Aerial Photography RATFE G. TARKINGTON and ALLAN L. SOREM Research Laboratories, Eastman Kodak Company Rochester, N. Y. ABSTRACT: Color reproduction by the photographic process using three primary colors is discussed, and the 11se of these photographic and optical principles for false-color reproduction is explained. The characteristics of two new aerial films-Kodak Ektachrome Aero Film (Process E-3) and a false-color type, Kodak Ektachrome Infrared Aero Film (Process E-3)-are compared with those of the older products they replace. The new films have higher speed, im proved definition, and less granularity. OPULAR processes of color photography are KODAK EKTACHROME AERO FILM (PROCESS E-3) P based upon the facts that (1) the colors perceived by the human eye can be produced BLUE SENSITIVE YELLOW POSITIVE IMAGE by mixtures of only three suitably chosen =====::::==l=====~=~=~~[M~ colors called primaries; (2) photographic GREEN SENSITIVE MAGENTA POSITIVE IMAGE emulsions can be made to respond selectively REO SENSITIVE CYAN POSITIVE IMAGE to each of these three colors; and (3) chemical reactions exist which can produce three in dividual colorants, each capable of absorbing FIG. 1. Schematic representation of a essentially only one of the chosen primary multilayer color film. colors. Although theory imposes no single unique set of three primary colors, in prac in a scene, but the results obtained with tice the colors chosen are those produced by modern color photographic materials are re light from successive thirds of the visible markably realistic representations of the spectrum: red, green, and blue. When these original scene.