Novel Weaving Technology for the Manufacture of 2D Net Shape Fabrics for Cost Effective Textile Reinforced Composites
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Library Author List 12:2020
SDCWG LIBRARY INVENTORY December 2020 SORTED BY AUTHOR Shelf Author Title Subject Location Abel, Isabel Multiple Harness Patterns Weaving Instruction Adelson, Laurie Weaving Tradition of Highland Bolivia Ethnic Textiles Adrosko, Rita Natural Dyes and Home Dyeing Dyeing Adrosko, Rita Natural Dyes in the United States Dyeing Ahnlund, Gunnila Vava Bilder (Swedish Tapestry) Ethnic Textiles Albers, Anni On Designing Design Albers, Anni On Weaving General Weaving Albers, Josef Interaction of Color Design Alderman, Sharon D. Handwoven, Tailormade Clothing Alderman, Sharon D. Handweaver's Notebook General Weaving Alderman, Sharon D. Mastering Weave Structures Weaving Patterns Alexander, Marthann Weaving Handcraft General Weaving Allard, Mary Rug Making Techniques and Design Rug Weaving Allen, Helen Louise American & European Hand Weaving General Weaving American Craft Museum Diane Itter: A retrospective Catalog American Tapestry American Tapestry Biennial I Tapestry Alliance American Tapestry American Tapestry Today Tapestry Alliance American Tapestry Panorama of Tapestry, Catalog Tapestry Alliance American-Scandinavian The Scandinavian Touch Ethnic Textiles Foundation Amos, Alden 101 Questions for Spinners Spinning 1 SDCWG LIBRARY INVENTORY December 2020 SORTED BY AUTHOR Shelf Author Title Subject Location Amsden, Charles A. Navaho Weaving Navajo Weaving Anderson, Clarita Weave Structures Used In North Am. Coverlets Weave Structures Anderson, Marilyn Guatemalan Textiles Today Ethnic Textiles Anderson, Sarah The Spinner’s Book of Yarn Designs -
University of Huddersfield Repository
University of Huddersfield Repository Redmore, Nicola Open to change: Embracing nature and the fragility of design. An investigation into outdoor seating materials through the practice of leno weaving. Original Citation Redmore, Nicola (2014) Open to change: Embracing nature and the fragility of design. An investigation into outdoor seating materials through the practice of leno weaving. Masters thesis, University of Huddersfield. This version is available at http://eprints.hud.ac.uk/id/eprint/23669/ The University Repository is a digital collection of the research output of the University, available on Open Access. Copyright and Moral Rights for the items on this site are retained by the individual author and/or other copyright owners. Users may access full items free of charge; copies of full text items generally can be reproduced, displayed or performed and given to third parties in any format or medium for personal research or study, educational or not-for-profit purposes without prior permission or charge, provided: • The authors, title and full bibliographic details is credited in any copy; • A hyperlink and/or URL is included for the original metadata page; and • The content is not changed in any way. For more information, including our policy and submission procedure, please contact the Repository Team at: [email protected]. http://eprints.hud.ac.uk/ Open to change: Embracing nature and the fragility of design. An investigation into outdoor seating materials through the practice of leno weaving. Nicola Redmore A thesis submitted to the University of Huddersfield in partial fulfilment of the requirements for the degree of Masters by Research June 2014 Abstract The research documented in this thesis investigates the potential of leno woven fabrics to be developed for outdoor seating use, and to understand the influence that hand- weaving of these fabrics has on the design process for the commercial textile designer. -

Washington, Saturday, /Wne 2, 1945
- » *1 IITTM» I FEDERAL %REGISTER '9 3 4 ^ VOLUME 10 NUMBER 110 * Un it e d % Washington, Saturday, /wne 2, 1945 Regulations [WFO 75-2a] CONTENTS Part 1410—Livestock and Meats REGULATIONS AND NOTICES TITLE 7—AGRICULTURE SCHEDULE OF GOVERNMENT BEEF PURCHASE Alien Property Custodian : AND SET ASIDE PERCENTAGES . Vesting orders: Page Chapter XI—War Food Administration Pursuant to the provisions of War Food Bamberg, Marie___________ 6524 (Distribution Orders) Order No. 75-2, as amended (supra), and Bollerslev, Carrie E___1____ 6524 [WFO 109, as Amended, Termination] to effectuate the purposes thereof, it is Hahn, Marie______________ 6527 hereby ordered as follows: Koelsch, Louis_____________ 6525 Kuehl, Gustav_____________ 6525 Part 1490—Miscellaneous F ood § 1410.27 • Establishment of base pe Products Ludde, Robert, and Robert riod; establishment of beef purchase and Bernherd Ludde________ 6526 SOLUBLE COFFEE AND SOLUBLE COFFEE set aside, percentages—(a) Definitions. Lukitsch, Joseph___________ 6526 PRODUCTS The terms used herein shall have the Merkel, Else_______________ 6528 meaning set forth for such terms in War Miklosovitz .Elsie__________ 6528 War Food Order No. 109, as amended Food Order No. 75, as amended (10 F.R. Muller, Johann, et al______ 6526' (9 F.R. 9134; 10 F.R. 103), is terminated 4649), and War Food Order No. 75-2, as Reindl, John___________ _ 6527 as of 12:01 a.m., e.w.t., June 1, 1945, amended. Zoberbier, Carl-___________ 6528 but all soluble coffee and all soluble coffee (b) Base period; current rate of Customs Bureau: products set aside, at the effective time slaughter. The month of June 1944 is Airports of entry, redesignation. -

Basic of Textiles
BASIC OF TEXTILES BFA(F) 202 CC 5 Directorate of Distance Education SWAMI VIVEKANAND SUBHARTI UNIVERSITY MEERUT 250005 UTTAR PRADESH SIM MOUDLE DEVELOPED BY: Reviewed by the study Material Assessment Committed Comprising: 1. Dr. N.K.Ahuja, Vice Chancellor Copyright © Publishers Grid No part of this publication which is material protected by this copyright notice may be reproduce or transmitted or utilized or store in any form or by any means now know or here in after invented, electronic, digital or mechanical. Including, photocopying, scanning, recording or by any informa- tion storage or retrieval system, without prior permission from the publisher. Information contained in this book has been published by Publishers Grid and Publishers. and has been obtained by its author from sources believed to be reliable and are correct to the best of their knowledge. However, the publisher and author shall in no event be liable for any errors, omission or damages arising out of this information and specially disclaim and implied warranties or merchantability or fitness for any particular use. Published by: Publishers Grid 4857/24, Ansari Road, Darya ganj, New Delhi-110002. Tel: 9899459633, 7982859204 E-mail: [email protected], [email protected] Printed by: A3 Digital Press Edition : 2021 CONTENTS 1. Fiber Study 5-64 2. Fiber and its Classification 65-175 3. Yarn and its Types 176-213 4. Fabric Manufacturing Techniques 214-260 5. Knitted 261-302 UNIT Fiber Study 1 NOTES FIBER STUDY STRUCTURE 1.1 Learning Objective 1.2 Introduction 1.3 Monomer, Polymer, Degree of polymerization 1.4 Student Activity 1.5 Properties of Fiber: Primary & Secondary 1.6 Summary 1.7 Glossary 1.8 Review Questions 1.1 LEARNING OBJECTIVE After studying this unit you should be able to: ● Describe the Natural Fiber. -

Gters Lab Deal with RCA ABC's 1ST Sales, Promo Meet of 75 GRA Y NOMINEES Aeice Per Track LP to Atl
January 25, 1975 SEI 13 $1.50 ANT AND EC0 ?l I\ I;4 r.1 . CUVE DAVIS & iSF1'OKIN' O GOMELS GtERS Lab Deal With RCA ABC'S 1ST Sales, Promo Meet Of 75 GRA Y NOMINEES Aeice per Track LP To Atl. In U.S., Canada HDw Much Time For Artist Disk Work (E.D) www.americanradiohistory.com 4-45618 YOU CA N ''Baby Don't Get Hooked On Me" "One Hell of a Woman" 4-46004 N TO MAC DAVIS 3-10070 3-10018 ''Rock N' Roll'' I I Gave You the Best Years of My Life) ''Stop and Smell the Roses" N SIX AND THREE QUARTER INCH, SEVENTEEN KC 322060 Mac Da. is MAC DAVIS I Believe In Mumc rows meeee na a 5o""tl''¿ñess wiwn cmxu,aC 'e Wu Look TROar na ALntM resleedar AM You A San& Bpinnbp Tu FeN TM Pein INCH KC 30926' .1 It( 'I)11Yti SONG ¡'4I\1ER MAC including DAVIS The Ghetto, Memories Dadde'a Lmk Men STOPAND SMELL MyyAC DAV 1S This, I Lour Coal >WI And Hall THE ROSES gg ineltee,g N D TWELVE One Hell Of BÑOOKOEDÓÑM6 Good A Fnends And Fireplaces Featuring The ElirlhPRY n Song/Twa Plus Two Everybody loves A Poor Mane Gold glove Song mcLcttoy t WhoeverFeveYOÙ Thelonesomest Lonesome INCH. PC 32927* Frlend,lovet. Woman,WNe eabvOontGet \ Hooked OnMe CS 9969e Kl KC :-L`u. MAC Mac's newest DAVI= "All the Love in the World;' ALL LO' featuring the six -and -three- Ix quarter -inch hit wo. t "Rock N' Roll (I Gave You the N' Rol (IckavveYa i Best Years of My Life):'t Beet Years Boogle Fa. -

A Touch of Dornier
A TOUCH OF DORNIER Various final products produced using the “drebbing” technique on DORNIER air-jet and rapier weaving machines with DORNIER EasyLeno® and DORNIER EasyLeno®-2T. 2 DORNIER EasyLeno® makes leno weaving easy ... Drebbing technique advantages ■■ Higher weaving machine productivity with speeds up to 450 rpm on rapier machines and up to 720 rpm on air-jet machines ■■ Easy handling and maintenance through needle bars without additional shedding device ■■ Normal front and rear shed ■■ High warp densities up to 30 threads/cm possible ■■ Slip resistance is up to 70% higher than plain weaves Ground needle bar (blue) and movable needle bar (grey) create the weaving shed for the leno weave The reed (green) beats up the filling thread into the drebfabric Drebbing technique DORNIER EasyLeno® – minimum material use, maximum productivity DORNIER’s drebbing technique DORNIER EasyLeno® – minimum material use, maximum productivity Textile fabrics with leno weave are more slip resistant than fabrics with plain, twill or satin weaves. Reason: The number of crossings within a binding unit is higher and the angle of wrap on thread crossings larger. Assuming the same thread density, thread tension and friction coefficient for a plain and a drebbing weave (drebfabric), the slip resistance of the drebfabric is up to 70% higher. This means, for example, plain weaves can be redesigned as drebfabrics so that material usage can be reduced by up to 30% and productivity increased by up to 40%. Even more the color brilliance of drebfabrics is impressive: Filling yarn colors dominate and overpower the warp color so that standard warps can be used to produce different styles just through filling changes or filling effects. -
Digital Textiles™
Digital Textiles™ Following is a list of images included in Digital Textiles™. Most images are shown in two magnifications, and more than one example is shown of some, resulting in well over 1500 images in the complete set. So while this list does contain the repetition of multiple examples or magnifications, it should give you a good idea as to the content and coverage of the topic of textiles offered by Digital Textiles™. Volume 1: Natural Fibers PART 1: COTTON AND OTHER SEED HAIR FIBERS Cotton boll Photomicrographs of cotton fiber Photomicrographs of cotton fiber—cross section Picker lap Card sliver Drawn sliver Roving Filling yarn (untreated) Warp yarn (treated) Greige goods Bleached goods Dyed and finished goods Printed and glazed goods Pima cotton Organically colored cotton boll Organically colored cotton sliver Organically colored cotton knit Egyptian cotton organically colored washcloth Certified organically grown cotton t-shirt Organically colored, organically grown cotton So-called “green” cotton Recycled denim pencil and paper Cotton terry cloth Cotton batik Cotton shirting Cotton denim Cotton corduroy Cotton lace “Tussah” cotton Cotton drapery Mercerized cotton upholstery Cotton carpet Coir rug Kapok fiber Milkweed floss Volume 1: Natural Fibers PART 2: FLAX AND OTHER BAST FIBERS, AND MISC. CELLULOSICS Unbleached flax top Photomicrographs of flax fibers Photomicrographs of flax fibers—cross section Bleached flax top Handkerchief linen Linen damask Linen drapery Linen upholstery Ramie sliver Photomicrograph of cotton and ramie -

Wilette I Hart
p!W< f.n 7 - n..,. J J"Li y LJJah availtble in lallUU Eiiltrn Kent *nd Job Pfinlins Slr'JSK wetttrn Ionia Countitt THE LOWELL LEDGER. prieM. Phont 200 'OL. XXVI LOWELL, MICHIGAN, FEB. 6. 1019 No. 35 rw /• : IE SM FINED 1 millROW ESGIPE Small Accounts 150 and Coats for Aasault Reaisted O. J. Yeiter Pinned Under Over- Arrest—Arraigned Later. turned Car. Released by Ladies. Jake Staal was fined $50 and Mr. and Mrs. O. J. Yeiter, sister Have You costs Saturday forenoon by Justice Miss Lena Yeiter and Miss Nora A. M. Andrews for an ussauli com- Howe had a remarkable escape from Tried KLENZO Are Welcomed! mitted upon Will Kerekes on the serious injury or more, when their Tooth Past.? previous Thursday morning, to car turned turtle opposite the Ernst which charge Staal pled guilty. place on the Ada road Wednesday The occasion of the assault was morning. All but Mr. Yeiter were on a trip of investigation by Vil thrown clear, but he was pinned THIS bank welcomes the small savings lage President Winegar of charges under the overturned car and was We want you to try it that Staal's drove of hogs was be- helpless until the ladles lifted the account as well as the large one. Dur- ing fed and running at large in the car sufiielently to release him. on our guarantee that it road fronting his premises in the The Sedan top was wrecked but is the best tooth paste on ing the number of years that this bank east end of the village, constituting a the occupants escaped with bruises, nuisance and menace to the neigh- scratches and lameness from the the market today—re- hss been doing business, it has stood as a bors. -
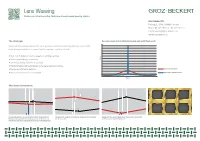
Leno Weaving Posileno® Is the Innovative, Flexible and Heald-Based Weaving System
Leno Weaving PosiLeno® is the innovative, flexible and heald-based weaving system. Groz-Beckert KG Parkweg 2, 72458 Albstadt, Germany Phone +49 7431 10-0, Fax +49 7431 10-2777 [email protected] www.groz-beckert.com The advantages Accelerations with traditional system and with PosiLeno® Optimized shed formation movements for doup frame, heald frame and warp yarn have successfully doubled output in relation to conventional leno systems - and that‘s not all. • Up to 100 % higher production speeds on existing machines • Unlimited patterming possibilities Force • Full article-change flexibility is retained • Standard fabrics can be produced on the same weaving machine. • Simple and efficient installation Doup frame PosiLeno® • Optimized shed formation movements Doup frame, traditional system Times Shed formation movement In center shed position, the leno end remains below the standard end. The leno end is raised into the cross shed, the standard end is lowered Change from leno weave to plain weave: The leno end is in the lower The optimized design of the leno healds guarantees the ideal distance into the cross shed. shed, the standard end in the upper shed. between the heads of the doup healds at all postions of the lifting frames. Upper shed leno heald frame Lower shed leno heald frame Upper-lower shed leno heald frames Distance inside Designation Leno healds Max. shed opening Max density Suitable for warp yarns end loops Lifting healds Doup healds Engl. no. Rust resistant Tempered steel Rust resistant Rust resistant Synthetic -

How Do We Name a Weave? Weaves Three Basic Weaves
How do we name a weave? • Fabric structure • Fabric weight • • Yarn balance • Finishes Weaves Basic weaves – Plain weave • Basket weave – Twill weave • even-sided • warp-faced – Satin weave • • Sateen Complex weaves – Figured weave • Lappet, swivel, spot • Jacquard – Pile weave – Leno weave – Crepe and crepe effect Three Basic Weaves • Plain weave : made by weaving one weft yarn over and under each warp yarn, alternating each row. It is the most common type of weave. • Twill weave : • • Satin weave : made by "floating" the warp or weft yarns across several yarns to bring them to the surface. Plain Weaves • Simplest weave, can be made on a loom having only two harnesses. • Weave provides maximum number of yarn interlacings: each warp goes over one fill then under the next, with odd and even yarns weaving opposite to each other. Characteristics of Plain Weave • Raveling related to count & yarn cohesiveness • • • Used in apparel, furnishings, & industrial goods • Weight dictates end use: lighter weights in apparel & curtains; heavier weights in upholstery, draperies, & industrial goods Fairchild’s Dictionary of Textiles, 7th ed. Plain weaves • Simplest and most important of the three basic weaves, used in about 80% of all woven fabric • The plain weave repeats on two ends and two picks. The first end passes over the first pick and under the second pick. The second pick reverses this action, and weaves one down and one up. The weave is executed by passing each filling yarn successively over and under each warp yarn, alternating each row. • • • • Broadcloth, Calico, Muslin, Print cloth, Sheeting, Taffeta • Derivative; Basket weave Plain Weaves • About 90% of all cloth woven is plain weave. -

Utilizing the Leno Weave Aesthetic Values in Teaching Weaving for Art Education Students
189 Amany M. Shaker Utilizing the Leno Weave Aesthetic Values in Teaching Weaving for Art Education Students Dr. Amany M. Shaker Assistant Professor of Textile, Faculty of Specific Education, Kafrelsheikh University Abstract: Keywords: The aim of the present experimental research was to review some of the methods and Leno Weave formative formulations of the leno weave with all its potentials and aesthetic values that Teaching Weaving update the stereotype of the woven work to free innovations, adding new formative elements Weaving Art as texture, space, transparency. The present research utilized these methods and formative Looms formulations of the leno weave in teaching weaving as an art achieving diverse artistic values and transcending the spirit of innovation and updating. Ornamental techniques of the leno Fancy Yarns. weave performance were utilized as being implemented on simple frame looms with varied fancy yarns to achieve colorimetric and texture effects of the woven work. Results: The present research presented formative solutions of weave art, using leno weave and a set of proposed structures. Students attempted leno weave on small looms. All warp and weft yarns (either double or single) made leno units of different floats resulting from colorimetric and artistic effects, depending on the artistic vision each student’s design. Experimentation produced (17) different woven fabrics that can be utilized in many implementations. These woven fabrics were as far from imitation and simulation as being varied in materials, performance -

Leno Weave on the Frame Loom
Leno Weave on the Frame Loom This technique for adding length to the frame loom warp may keep you from bending or pulling the pins out of your loom, or breaking your needle, and it will allow you to use some weaving techniques that would otherwise be impossible. I invented this “fix” while weaving leno lace with linen on a 4”x6” loom. Heck, I can’t even do 4’x6” plain weave in linen without this remedy. That’s to be expected. Linen has NO elasticity. And plain weave takes up more yarn than a patterned weave. You can always weave the weft looser, but what about the warp which is already on the loom and getting tighter with every woven row? Add some length to that warp! I suggest you practice this on a plain weave piece before attempting the leno weave and you can use the plain piece for the back of your soap bag. Here’s what I did. Begin as usual, but every time you wrap the warp around pins at the top of the frame, make an extra loop around one pin before continuing to the bottom of the frame. At the same time, keep the warp wraps (layers one and three) relaxed and loose. Layer two, the first weft wrap should be normal tension. Photo above shows the third layer of yarn, illustrating how the loops appear at the top of the loom. Measure yarn for weaving length and weave as usual to about half the length of the loom. By now the yarn is starting to get tight, and it’s time to unleash those extra loops at the top.