Pocket Guide to Grinding Technique
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
8.10 Drill Grinding Device
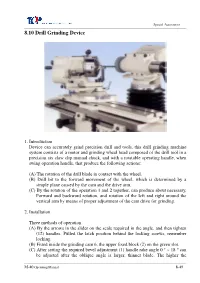
Special Accessories 8.10 Drill Grinding Device 1. Introduction Device can accurately grind precision drill and tools, this drill grinding machine system consists of a motor and grinding wheel head composed of the drill tool in a precision six claw clip manual chuck, and with a rotatable operating handle, when swing operation handle, that produce the following actions: (A) The rotation of the drill blade in contact with the wheel. (B) Drill bit to the forward movement of the wheel, which is determined by a simple plane caused by the cam and the drive arm. (C) By the rotation of the operation 1 and 2 together, can produce about necessary, Forward and backward rotation, and rotation of the left and right around the vertical arm by means of proper adjustment of the cam drive for grinding. 2. Installation Three methods of operation (A) By the arrows in the slider on the scale required in the angle, and then tighten (12) handles. Pulled the latch position behind the locking screws, remember locking. (B) Fitted inside the grinding cam 6, the upper fixed block (2) on the green slot. (C) After setting the required bevel adjustment (1) handle rake angle 0 ° ~ 18 ° can be adjusted after the oblique angle is larger, thinner blade. The higher the M-40 Operating Manual 8-49 Special Accessories hardness of the material to be cut, then the posterior oblique angle should be smaller; lower the hardness of the material to be cut, then the posterior oblique angle should be larger. (D) If a straight shank drill bit, then caught in six claw clip directly to the head; such as slope handle, is mounted on the right sleeve of Mohs, and then to six claw tip drill chuck clamping, which can center of the drill grinding more solid and more accurate. -
Abrasives13:39 Product Catalogue Metric
International Oces t: +353 (0) 49 432 6178 e: [email protected] ATA Tools Ltd., IDA Business & Technology Park, f: +353 (0) 49 432 6298 w: www.atagroup.co Killygarry, Cavan, Co. Cavan, H12 DK46, Ireland UK Oces t: +44 (0) 1530 261 145 e: [email protected] ATA Garryson Ltd., Spring Road, Ibstock, f: +44 (0) 1530 262 801 w: www.atagroup.co Leicestershire, LE67 6LR, United Kingdom US Oces t: +1 330-928-7744 e: [email protected] ATA Tools Inc., 7 Ascot Parkway, f: +1 330-849-2977 w: www.atagroup.co Cuyahoga Falls, Ohio 44223, USA 114538_ATA_BusCard.indd 4 05/03/2014 ABRASIVES13:39 PRODUCT CATALOGUE METRIC /CA.GR.ABR.01.20 INTRODUCTION INTRODUCTION With over 50 years experience, ATA is a global leader in the provision of high-end products. Our comprehensive portfolio offers a solution for every grinding and finishing application, optimising processes in terms of economic efficiency, reliability and safety. Our customers come from a wide variety of industries, including automotive, aerospace, foundries, metal fabrication, oil & gas, marine, medical, rail and power & energy. INNOVATION Continuous investment in customer and application driven product development, providing the most effective solutions PEOPLE AND EXPERTISE An experienced and skilled team of abrasive engineers, technical support and customer support teams, ensuring the best service TOOL AND CONSUMABLE COMBINATIONS Products can be combined with a comprehensive range of ATA Air Tools, ensuring maximum performance output ATA Tools Ltd., ATA Garryson Ltd., ATA Tools, Inc. IDA Business -

Grinding Your Own Lathe Tools
WEAR YOUR SAFETY GLASSES FORESIGHT IS BETTER THAN NO SIGHT READ INSTRUCTIONS BEFORE OPERATING Grinding Your Own Left Hand Right Hand Boring Tool Cutting Tool Cutting Tool Lathe Tools As with any machining operation, grinding requires the Dressing your grinding wheel is a part of maintaining the utmost attention to “Eye Protection.” Be sure to use it when bench grinder. Grinding wheels should be considered cutting attempting the following instructions. tools and have to be sharpened. A wheel dresser sharpens Joe Martin relates a story about learning to grind tools. “My by “breaking off” the outer layer of abrasive grit from the first experience in metal cutting was in high school. The wheel with star shaped rotating cutters which also have to teacher gave us a 1/4" square tool blank and then showed be replaced from time to time. This leaves the cutting edges us how to make a right hand cutting tool bit out of it in of the grit sharp and clean. a couple of minutes. I watched closely, made mine in ten A sharp wheel will cut quickly with a “hissing” sound and minutes or so, and went on to learn enough in one year to with very little heat by comparison to a dull wheel. A dull always make what I needed. I wasn’t the best in the class, wheel produces a “rapping” sound created by a “loaded just a little above average, but it seemed the below average up” area on the cutting surface. In a way, you can compare students were still grinding on a tool bit three months into the what happens to grinding wheels to a piece of sandpaper course. -

597 Washington, D.C
UNITED STATES TARIFF COMMISSION ANTIFRICTION BALLS AND BALL BEARINGS, INCLUDING BALL BEARINGS WITH INTEGRAL SHAFTS, AND PARTS THEREOF Report to the President on Investigation No. TEA-I-27 Under Section 301(b) (1) of the Trade Expansion Act of 1962 TC Publication 597 Washington, D.C. July 1973 UNITED STATES TARIFF COMMISSION Catherine Bedell, Chairman Joseph 0. Parker, Vice Chairman Will E. Leonard, Jr. George M. Moore J. Banks Young Italo H. Ablondi Kenneth R. Mason, Secretary Address all communications to United States Tariff Commission Washington, D. C. 20436 CONTENTS Page Report to the President. 1 Findings of the Commission 3 Views of Chairman Bedell, Vice Chairman Parker, and Commissioner Moore 6 Views of Commissioner Young 13 Information obtained in the investigation: Description of articles under investigation A-1 U.S. tariff treatment A-11 Ground ball bearings: U.S. producers A-16 Importers importing from Japan A-19 Importers importing from Canada and Europe A-21 U.S. consumption A-21 U.S. production A-23 Aggregate producers' shipments A-23 Inventories A-27 U.S. exports A-28 U.S. imports A-29 Unground ball bearings: U.S. producers A-34 U.S. consumption and production A-34 U.S. producers' shipments A-35 U.S. exports and imports A-36 Antifriction balls: U.S. producers A-37 U.S. consumption A-38 U.S. production and shipments A-38 U.S. imports A-40 U.S. exports A-40 U.S. bp.11 bearing producers' sources of balls A-41 Channels of distribution A-42 Pricing practices A-43 Prices A-44 Ball bearings A-44 Antifriction balls A-48 Cost of importing ball bearings from Japan A-49 Comparison of the cost of importing from Japan with a major U.S. -

Certain Ball Bearings and Parts Thereof from the People's Republic
68 FR 10685, March 6, 2003 A-570-874 Investigation 7/1/01-12/31/01 Public Document G2/O6: DB, BL February 27, 2003 MEMORANDUM TO: Faryar Shirzad Assistant Secretary for Import Administration FROM: Holly A. Kuga Acting Deputy Assistant Secretary for Import Administration SUBJECT: Issues and Decision Memorandum for the Final Determination in the Antidumping Duty Investigation of Certain Ball Bearings and Parts Thereof from the People’s Republic of China Summary We have analyzed the comments and rebuttal comments of interested parties in the antidumping duty investigation of certain ball bearings and parts thereof (ball bearings) from the People’s Republic of China (PRC). As a result of our analysis of these comments, we have made changes in the margin calculations, including corrections of certain inadvertent errors from the preliminary determination. We recommend that you approve the positions we have developed in the “Discussion of the Issues” section of this memorandum for this final determination. Below is the complete list of issues in this investigation for which we received comments and rebuttal comments from parties: I. General Issues Comment 1: Valuation of Overhead, SG&A, and Profit Ratios (“Financial Ratios”) A. Whether Companies Which Reported a Loss Should Be Excluded from Profit Ratios Calculation B. Whether the Department Should Use a Weighted Average or a Simple Average to Calculate Financial Ratios C. Whether the Department Should Exclude Companies Which Did Not Manufacture the Merchandise under Investigation D. Whether the Department Should Exclude Financial Data That Are Not Contemporaneous with the POI E. Whether the Department Should Exclude Companies That Were Owned and Controlled by the Indian Government F. -
Drill Bit Sharpener Grinding Attachment Model No: SMS01
INSTRUCTIONS FOR DRILL BIT SHARPENER GRINDING ATTACHMENT MODEL NO: SMS01 Thank you for purchasing a Sealey product. Manufactured to a high standard, this product will, if used according to these instructions, and properly maintained, give you years of trouble free performance. IMPORTANT: PLEASE READ THESE INSTRUCTIONS CAREFULLY. NOTE THE SAFE OPERATIONAL REQUIREMENTS, WARNINGS & CAUTIONS. USE THE PRODUCT CORRECTLY AND WITH CARE FOR THE PURPOSE FOR WHICH IT IS INTENDED. FAILURE TO DO SO MAY CAUSE DAMAGE AND/OR PERSONAL INJURY AND WILL INVALIDATE THE WARRANTY. KEEP THESE INSTRUCTIONS SAFE FOR FUTURE USE. Refer to Wear eye Wear a mask Wear ear Wear safety instructions protection protection footwear 1. SAFETY WARNING! Disconnect the grinder from the mains power, and ensure the grinding wheels are at a standstill before attempting to position drill bit. 9 Maintain the sharpener in good condition. 9 Replace or repair damaged parts. Use recommended parts only. Non-authorised parts may be dangerous and will invalidate the warranty. ▲ DANGER! DO NOT use a damaged grinding wheel, to sharpen drill bits. 9 Ensure that the correct grinding wheel is used for sharpening of drill bits. WARNING! Keep all guards and holding screws in place, tight and in good working order. Check regularly for damaged parts. A guard or any other part that is damaged should be repaired or replaced before tool is next used. The eye shields are a mandatory fitting when grinder is used in premises covered by the Health & Safety at Work Act. 9 Ensure adequate lighting. 9 Before each use check grinding wheels for condition. If worn or damaged replace immediately. -

Guide to Stainless Steel Finishes
Guide to Stainless Steel Finishes Building Series, Volume 1 GUIDE TO STAINLESS STEEL FINISHES Euro Inox Euro Inox is the European market development associa- Full Members tion for stainless steel. The members of Euro Inox include: Acerinox, •European stainless steel producers www.acerinox.es • National stainless steel development associations Outokumpu, •Development associations of the alloying element www.outokumpu.com industries. ThyssenKrupp Acciai Speciali Terni, A prime objective of Euro Inox is to create awareness of www.acciaiterni.com the unique properties of stainless steels and to further their use in existing applications and in new markets. ThyssenKrupp Nirosta, To assist this purpose, Euro Inox organises conferences www.nirosta.de and seminars, and issues guidance in printed form Ugine & ALZ Belgium and electronic format, to enable architects, designers, Ugine & ALZ France specifiers, fabricators, and end users, to become more Groupe Arcelor, www.ugine-alz.com familiar with the material. Euro Inox also supports technical and market research. Associate Members British Stainless Steel Association (BSSA), www.bssa.org.uk Cedinox, www.cedinox.es Centro Inox, www.centroinox.it Informationsstelle Edelstahl Rostfrei, www.edelstahl-rostfrei.de Informationsstelle für nichtrostende Stähle SWISS INOX, www.swissinox.ch Institut de Développement de l’Inox (I.D.-Inox), www.idinox.com International Chromium Development Association (ICDA), www.chromium-asoc.com International Molybdenum Association (IMOA), www.imoa.info Nickel Institute, www.nickelinstitute.org -

MODEL G0686 LARGE DRILL BIT GRINDER OWNER's MANUAL (For Models Manufactured Since 01/15)
MODEL G0686 LARGE DRILL BIT GRINDER OWNER'S MANUAL (For models manufactured since 01/15) COPYRIGHT © MAY, 2009 BY GRIZZLY INDUSTRIAL, INC., REVISED MARCH, 2019 (MN) WARNING: NO PORTION OF THIS MANUAL MAY BE REPRODUCED IN ANY SHAPE OR FORM WITHOUT THE WRITTEN APPROVAL OF GRIZZLY INDUSTRIAL, INC. #TS11442 PRINTED IN TAIWAN V2.03.19 This manual provides critical safety instructions on the proper setup, operation, maintenance, and service of this machine/tool. Save this document, refer to it often, and use it to instruct other operators. Failure to read, understand and follow the instructions in this manual may result in fire or serious personal injury—including amputation, electrocution, or death. The owner of this machine/tool is solely responsible for its safe use. This responsibility includes but is not limited to proper installation in a safe environment, personnel training and usage authorization, proper inspection and maintenance, manual availability and compre- hension, application of safety devices, cutting/sanding/grinding tool integrity, and the usage of personal protective equipment. The manufacturer will not be held liable for injury or property damage from negligence, improper training, machine modifications or misuse. Some dust created by power sanding, sawing, grinding, drilling, and other construction activities contains chemicals known to the State of California to cause cancer, birth defects or other reproductive harm. Some examples of these chemicals are: • Lead from lead-based paints. • Crystalline silica from bricks, cement and other masonry products. • Arsenic and chromium from chemically-treated lumber. Your risk from these exposures varies, depending on how often you do this type of work. -

Material Removal Modeling and Life Expectancy of Electroplated CBN Grinding Wheel and Paired Polishing Tianyu Yu Iowa State University
Iowa State University Capstones, Theses and Graduate Theses and Dissertations Dissertations 2016 Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing Tianyu Yu Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/etd Part of the Engineering Mechanics Commons, and the Mechanical Engineering Commons Recommended Citation Yu, Tianyu, "Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing" (2016). Graduate Theses and Dissertations. 16045. https://lib.dr.iastate.edu/etd/16045 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Graduate Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. Material removal modeling and life expectancy of electroplated CBN grinding wheel and paired polishing by Tianyu Yu A dissertation submitted to the graduate faculty in partial fulfillment of the requirements for the degree of DOCTOR OF PHILOSOPHY Major: Engineering Mechanics-Aerospace Engineering Program of Study Committee: Ashraf F. Bastawros, Major Professor Abhijit Chandra Wei Hong Thomas Rudolphi Stephen Holland Iowa State University Ames, Iowa 2016 Copyright © Tianyu Yu, 2016. All rights reserved. ii DEDICATION I would like to dedicate this dissertation to my parents -

11-21-17 LETTING: 12-13-17 Page 1 of 5 KANSAS DEPARTMENT OF
11-21-17 LETTING: 12-13-17 Page 1 of 5 KANSAS DEPARTMENT OF TRANSPORTATION 517122151 U056-046 KA 4670-01 NHPP-A467(001) ___________________________________________________________________________ CONTRACT PROPOSAL 1. The Secretary of Transportation of the State of Kansas [Secretary] will accept only electronic internet proposals from prequalified contractors for construction, improvement, reconstruction, or maintenance work in the State of Kansas, said work known as Project No.: U056-046 KA 4670-01 NHPP-A467(001) The general scope, location and net length are: MILLING AND HMA OVERLAY. US-56 FR APPRX 900 FT E US56/US69 JCT TO APPROX 1350 FT E OF ROE AVE IN JO CO. LENGTH IS 1.825 MI. 2. This is the Proposal of [Contractor] to complete the Project for the amount set out in the accompanying Unit Prices List. 3. The Contractor makes the following ties and riders as part of its Proposal in addition to state ties, if any: ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ ___________________________________________________________________________ 4. Contractors and other interested entities may examine the Bidding Proposal Form/Contract Documents (see paragraph 11 below) at the County Clerk's Office in the County in which the Project is located and at the Kansas Department of Transportation [KDOT] Bureau of Construction and Materials, Eisenhower State Office Building, 700 SW Harrison, Topeka, Kansas 66603. Contractors may examine and print the Bidding Proposal Form/ Contract Documents by using KDOT's website at http://www.ksdot.org and choosing the following selections: "Doing Business","Bidding & Letting" and "Proposal Information", and using the links provided in the Project information for this project. KDOT will not print and mail paper copies of Proposal Forms. -

5.1 GRINDING Definitions
UNIT-V GRINDING AND BROACHING 5.1 Grinding Definitions Cutting conditions in grinding Wheel wear Surface finish and effects of cutting temperature Grinding wheel Grinding operations Finishing Processes Introduction Finishing processes 5.1 GRINDING Definitions Abrasive machining is a material removal process that involves the use of abrasive cutting tools. There are three principle types of abrasive cutting tools according to the degree to which abrasive grains are constrained, bonded abrasive tools: abrasive grains are closely packed into different shapes, the most common is the abrasive wheel. Grains are held together by bonding material. Abrasive machining process that use bonded abrasives include grinding, honing, superfinishing; coated abrasive tools: abrasive grains are glued onto a flexible cloth, paper or resin backing. Coated abrasives are available in sheets, rolls, endless belts. Processes include abrasive belt grinding, abrasive wire cutting; free abrasives: abrasive grains are not bonded or glued. Instead, they are introduced either in oil-based fluids (lapping, ultrasonic machining), or in water (abrasive water jet cutting) or air (abrasive jet machining), or contained in a semisoft binder (buffing). Regardless the form of the abrasive tool and machining operation considered, all abrasive operations can be considered as material removal processes with geometrically undefined cutting edges, a concept illustrated in the figure: The concept of undefined cutting edge in abrasive machining. Grinding Abrasive machining can be likened to the other machining operations with multipoint cutting tools. Each abrasive grain acts like a small single cutting tool with undefined geometry but usually with high negative rake angle. Abrasive machining involves a number of operations, used to achieve ultimate dimensional precision and surface finish. -
TUFFAK® Polycarbonate Sheet Fabrication Guide (At Curbell Plastics)
TUFFAK® polycarbonate sheet Fabrication guide / Technical manual Table of Contents Page Introduction ..................................... 3 Typical Properties ................................ 4 TUFFAK Product Selection Guide................ 5-6 Chemical / Environmental Resistance ............7-13 Cleaning Recommendations ...................14-15 Fabrication / Machining........................16-21 Fabrication / Laminate & Heavy Gauge Sheet .. 22-25 Thermoforming ...............................26-31 Troubleshooting Guide .......................32-40 Brake Bending, Cold Forming, Annealing .......41-42 Bonding Applications.........................43-45 Mechanical Fastening.........................46-49 Finishing.....................................50-52 Glazing Guidelines ...........................53-58 2 Contact Technical Service Group with additional questions: 800.628.5084 [email protected] 3 TUFFAK Sheet Typical Properties* Property Test Method Units Values PHYSICAL Specific Gravity ASTM D 792 – 1.2 Refractive Index ASTM D 542 – 1.586 Light Transmission, Clear @ 0.118˝ ASTM D 1003 % 86 Light Transmission, I30 Gray @ 0.118˝ ASTM D 1003 % 50 Light Transmission, K09 Bronze @ 0.118˝ ASTM D 1003 % 50 Light Transmission, I35 Dark Gray @ 0.118˝ ASTM D 1003 % 18 Water Absorption, 24 hours ASTM D 570 % 0.15 Poisson’s Ratio ASTM E 132 – 0.38 MECHANICAL Tensile Strength, Ultimate ASTM D 638 psi 9,500 Tensile Strength, Yield ASTM D 638 psi 9,000 Tensile Modulus ASTM D 638 psi 340,000 Elongation ASTM D 638 % 110 Flexural Strength ASTM D