Natural Gas Liquefaction Technology for Floating Lng Facilities
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Coal Liquefaction and Desulfurization
COAL LIQUEFACTION AND DESULFURIZATION J. A. GUIN, Y. A. LIU, C. W. CURTIS, A. R. TARRER AND D. C. WILLIAMS The program is presently the Auburn University largest university-based coal research Auburn, AL 36849 program in the Southeastern region, and current support is . .. about $450,000 annually. ALABAMA IS A SIGNIFICANT producer of coal in the United States, particularly in the Gulf province. There are large reserves of coal in Ala aspects of the Auburn coal liquefaction research bama; 35 billion tons lie in the northern and program. It has made available its resources and central counties, enough for hundreds of years at facilities at the 6 tons/day solvent-refined-coal our present rate of production. Lignite deposits (SRC) pilot plant located at Wilsonville, Alabama in southern Alabama counties await the technology (90 miles from Auburn) for support of the super to properly realize their value. Thus, a strong vised internship and hands-on research training of recommendation of a statewide conference on the Auburn program. The largest utility coal user "Energy and the Future of Alabama" sponsored in the Northeast, the New England Electric by Auburn University in 1972 was for "research, System, has also actively participated in the Au development and technical liaison in the areas of burn coal desulfurization research since 1978. coal production, coal processing and coal usage." Auburn University acted upon this recommenda COAL RESEARCH FACULTY AND FACILITIES tion, and with major support from the National The Auburn coal liquefaction research program Science Foundation (NSF), established the Au is presently being directed by a number of burn Coal Conversion Research Laboratory in chemical engineering faculty, including Drs. -

Liquefaction, Solidification Or Separation of Gases Or Gaseous
CPC - F25J - 2019.08 F25J LIQUEFACTION, SOLIDIFICATION OR SEPARATION OF GASES OR GASEOUS {OR LIQUEFIED GASEOUS} MIXTURES BY PRESSURE AND COLD TREATMENT {OR BY BRINGING THEM INTO THE SUPERCRITICAL STATE (cryogenic pumps F04B 37/08; gas storage vessels, gas holders F17; filing vessels with, or discharging from vessels, compressed, liquefied or solidified gases F17C; refrigeration machines, plants, or systems F25B)} Definition statement This place covers: Processes or systems for liquefying or solidifying gases or gaseous mixtures and for separating the constituents of gaseous or liquid mixtures involving the use of liquefaction or solidification by rectification or partial condensation, the processes or systems use internal and/or external refrigeration to reach very low temperatures, i.e. so-called cryogenic temperatures, in general well below -50°C; Arrangements of cold exchangers or cold accumulators in cryogenic separation or liquefaction plants. Relationships with other classification places If the principal aspect of the application concerns the liquefaction or solidification of a gaseous feed stream but comprises also purification aspects of the feed or product stream in general then the main group concerned is F25J 1/00. Similarly, if the principal aspect of the application concerns the separation of a feed stream but comprises also the withdrawal of a liquid or solid product stream then the main group concerned is F25J 3/00. If the application, however, concerns details both about liquefaction or solidification techniques as well -

Liquefied Natural Gas: Understanding the Basic Facts Liquefied Natural Gas: Understanding The
Liquefied Natural Gas: Understanding the Basic Facts Liquefied Natural Gas: Understanding the “I strongly support developing new LNG capacity in the United States.” —President George W. Bush Page 2 4 Growing Demand Emergence of the for Natural Gas Global LNG Market About This Report Natural gas plays a vital role in One of several proposed the U.S. energy supply and in supply options would involve This report was prepared by the U.S. Department of Energy (DOE) in achieving the nation’s economic increasing imports of liquefied collaboration with the National and environmental goals. natural gas (LNG) to ensure Association of Regulatory Utility that American consumers have Although natural gas production Commissioners (NARUC). DOE’s Office of adequate supplies of natural in North America is projected Fossil Energy supports technology gas in the future. research and policy options to ensure to gradually increase through clean, reliable, and affordable supplies 2025, consumption has begun Liquefaction enables natural of oil and natural gas for American to outpace available domestic gas that would otherwise be consumers, working closely with the National Energy Technology Laboratory, natural gas supply. Over time, “stranded” to reach major which is the Department’s lead center this gap will widen. markets. Developing countries for the research and development of with plentiful natural gas advanced fossil energy technologies. resources are particularly NARUC, a nonprofit organization interested in monetizing composed of governmental agencies engaged in the regulation of natural gas by exporting it as telecommunications, energy, and water LNG. Conversely, more utilities and carriers in the 50 states, the developed nations with little District of Columbia, Puerto Rico, and or no domestic natural gas the Virgin Islands, serves the public rely on imports. -

Thermoacoustics for Liquefaction of Natural
R LNG TECHNOLOGY By Greg Swift Thermoacoustics for Los Alamos National Laboratory and John Wollan Liquefaction of Natural Gas Praxair A prototype device for liquefying natural gas using thermoacoustics is capable of producing 500 gallons per day of LNG, consuming 35 percent of the incoming gas in the process. Larger capacities operating at higher efficiencies are on the drawing board. ne ordinarily thinks of a sound In this article, we introduce the the half-wave resonance present in the wave as consisting only of basic principles of thermoacoustics apparatus illustrated by the schematic O coupled pressure and position and describe progress toward their in (c), where the engine is at the top oscillations. In fact, temperature use for liquefaction of natural gas. and the refrigerator is at the bottom. oscillations accompany the pressure Thermoacoustic natural-gas liquefiers Heat exchangers (HX) and a regenerator oscillations and when there are spatial are surprisingly simple: They use no in the engine convert some of the heat gradients in the temperature exotic materials, require no close power (QH) from burning natural gas at oscillations, oscillating heat flow tolerances, and are little more than a hot temperature (TH) into acoustic occurs. The combination of these welded pipe and heat exchangers power (W), rejecting waste heat power oscillations produces a rich variety of filled with pressurized helium. This (Q0) to a water stream at ambient “thermoacoustic” effects. In everyday simplicity, along with the reliability temperature (T0). Acoustic power is life, the thermal effects of sound are too and low maintenance inherent in consumed by the refrigerator, which small to be easily noticed; for example, thermoacoustic technology, suggests uses it to pump heat (QC) from a the amplitude of the temperature that thermoacoustic liquefiers could liquefying natural-gas load and rejects oscillation in conversational levels of enable economic recovery of marginal waste heat (Q´0 + Q˝0) to the ambient sound is only about 0.0001°C. -
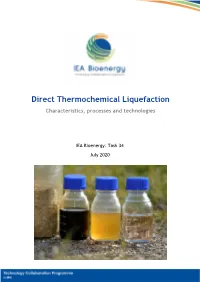
Direct Thermochemical Liquefaction Characteristics, Processes and Technologies
Direct Thermochemical Liquefaction Characteristics, processes and technologies IEA Bioenergy: Task 34 July 2020 Direct Thermochemical Liquefaction Characteristics, processes and technologies Axel Funke, Nicolaus Dahmen IEA Bioenergy: Task 34 July 12020 Copyright © 2020 IEA Bioenergy. All rights Reserved Cover picture by Thomas Zevaco, DOI:10.5445/IR/1000120883 Published by IEA Bioenergy The IEA Bioenergy Technology Collaboration Programme (TCP) is organised under the auspices of the International Energy Agency (IEA) but is functionally and legally autonomous. Views, findings and publications of the IEA Bioenergy TCP do not necessarily represent the views or policies of the IEA Secretariat or its individual member countries Index Introduction ................................................................................................ 2 Biomass Depolymerization Principles ................................................................ 3 Processes for Direct Thermochemical Liquefaction ................................................. 4 Fast Pyrolysis ............................................................................................ 5 Hydrothermal Liquefaction ............................................................................ 7 Solvolysis with organic solvents ...................................................................... 8 Product Conditioning ..................................................................................... 9 Bio-oil Applications .................................................................................... -

Shake and Sink: Liquefaction Without Pressurization C
Manuscript submitted to Journal of Geophysical Research B: Solid Earth Shake and sink: liquefaction without pressurization C. Clément1, R. Toussaint*1, E. Aharanov2 1University of Strasbourg, Institut de Physique du Globe de Strasbourg, CNRS UMR7516, 5 rue Descartes, F-67000 Strasbourg, France 2Institute of Earth Sciences, The Hebrew University, Jerusalem, 91904, Israel Corresponding author: Renaud Toussaint ([email protected]) Key Points: • A mechanism for soil liquefaction during earthquakes, which does not require elevated pore pressure, but may be enhanced by it. • Offer a theory for seismic liquefaction controlled by buoyancy in saturated soils. Predictions confirmed by experiments & simulations. • Explanation of previously puzzling far-field and repeated liquefaction occurrences and liquefaction under drained conditions. 1 Manuscript submitted to Journal of Geophysical Research B: Solid Earth Abstract Soil liquefaction is a significant natural hazard associated with earthquakes. Some of its devastating effects include tilting and sinking of buildings and bridges, and destruction of pipelines. Conventional geotechnical engineering practice assumes liquefaction occurs via shear- driven compaction and consequent elevation of pore pressure. This assumption guides construction for seismically hazardous locations, yet evidence suggests that liquefaction strikes also under currently unpredicted conditions. Here we show, using theory, simulations and experiments, another mechanism for liquefaction in saturated soils, without necessitating high pore fluid pressure or special soils, whereby seismically triggered liquefaction is controlled by buoyancy forces. This new mechanism supplements the conventional pore pressure mechanism, enlarges the window of conditions under which liquefaction is predicted to occur, and may explain previously not understood cases such as liquefaction in well-compacted soils, under drained conditions, repeated liquefaction cases, and the basics of sinking in quicksand. -
Helium Refrigeration and Liquefaction Using a Liquid Hydrogen Refrigerator for Precooling
fEc : '60 PB 151398 NBS ecUnlcai ^lote 92o. 39 j$oulder laboratories HELIUM REFRIGERATION AND LIQUEFACTION USING A LIQUID HYDROGEN REFRIGERATOR FOR PRECOOLING BY D.B. CHELTON, J.W. DEAN, T.R.STROBRIDGE, B.W. BIRMINGHAM AND D.B. MANN U. S. DEPARTMENT OF COMMERCE NATIONAL BUREAU OF STANDARDS THE NATIONAL BUREAU OF STANDARDS Functions and Activities The functions of the National Bureau of Standards are set forth in the Act of Congress, March 3, 1901, as amended hy Congress in Public Law 619, 1950. These include the development and maintenance of the national standards of measurement and the provision of means and methods for making measurements consistent with these standards: the determination of physical constants and properties of materials: the development of methods and instruments for testing materials, devices, and structures; advisory services to government agencies on scientific and technical problems: in- vention and development of devices to serve special needs of the Government; and the development of standard practices, codes, and specifications. The work includes basic and applied research, development, engineering, instrumentation, testing, evaluation, calibration services, and various consultation and information services. Research projects are also performed for other government agencies when the work relates to and supplements the basic program of the Bureau or when the Bureau's unique competence is required. The scope of activities is suggested by the listing of divisions and sections on the inside of the back cover. Publications The results of the Bureau's work take the form of either actual equipment and devices or pub- lished papers. These papers appear either in the Bureau's own series of publications or in the journals of professional and scientific societies. -
Liquefied Natural Gas Infrastructure
U.S. and Canadian Natural Gas Vehicle Market Analysis: Liquefied Natural Gas Infrastructure Final Report I Legal Disclaimer This report was prepared by TIAX for America’s Natural Gas Alliance on terms specifically limiting TIAX’s liability. Our conclusions are the result of the exercise of our best professional judgment based in part upon materials and information provided to us by our subcontractors and others. TIAX accepts no duty of care or liability of any kind whatsoever to any third party, and no responsibility for damages or loss, if any, suffered by any third party, as a result of decisions made, or not made, or actions taken, or not taken, based on this document. This report may be reproduced only in its entirety and only with the prior written consent of TIAX. Copyrighted items are the property of the respective copyright owners. II Table of Contents Abbreviations Chapter 4 Lower Heating Value Energy Conversion Factors Natural Gas Properties Comparison 4 LNG Production Options Preface 4.1 LNG Feedgas Executive Summary 4.2 Purpose-Built Pipeline Gas Liquefiers and Peakshaving Liquefiers Chapter 1 4.3 Pressure Reduction Liquefiers 4.3.1 Overview 4.3.2 Economics 1 Introduction 4.4 Nitrogen Rejection Units and Gas Separation 1.1 Liquefied Natural Gas as a Fuel Plants 1.2 Context for LNG 4.4.1 Overview 4.4.2 Economics Chapter 2 4.5 Biomethane to LNG 4.5.1 Overview 2 LNG Fueling Infrastructure to Date 4.5.2 Economics 2.1 Liquefaction Facilities 4.6 Onsite Small Scale Liquefiers 2.2 Stations 4.6.1 Overview 2.3 Comparison of LNG Fueling -

Liquefaction of Coal - Li Tingchen
COAL, OIL SHALE, NATURAL BITUMEN, HEAVY OIL AND PEAT – Vol. I - Liquefaction of Coal - Li Tingchen LIQUEFACTION OF COAL Li Tingchen Department of Chemical Technology for Energy Source, East China University of Science, and Technology,China Keywords: Direct liquefaction, indirect liquefaction, thermal decomposition, hydrogenation, de-heteroatom reaction, condensation reaction, hydrogen-donor solvent, catalyst, fossil energy, Fischer-Tropsch synthesis, liquid fuel, synthetic oil, synthetic gas, hydro-liquefaction, thermal rupture, radical fragment, active hydrogen, bond scission, coke, char, catalytic hydrogenation, isomerization, dehydrogenation, intermediate product, petrographic phase, kinetic behaviour, volatility, coalification degree, peat, lignite, bituminious coal, anthracite, extraction liquefaction, preasphaltene, asphaltene, vitrain, clarain, fusain, coal slurry, carbon disposition, thermal sinister Contents 1. Introduction 2. Direct Liquefaction 2.1 Physicochemical Principles 2.2 Major Factors Pertinent to Liquefaction 2.2.1 Coal as Raw Material 2.2.2 Solvent 2.2.3 Catalysts 2.2.4 Temperature and Pressure 2.3 Direct Liquefaction Process 2.3.1 Coal Liquefaction Processes at Earlier Stage 2.3.2 Some Advanced Liquefaction Processes 2.3.3 Solvent-Extraction Liquefaction Process 2.4 Current State of Direct Liquefaction of Coal 3. Indirect Coal Liquefaction 3.1 Fischer-Tropsch Synthesis Process 3.1.1 Catalysts 3.1.2 Process Parameters 3.1.3 Developments in Indirect Liquefaction 4. Conclusion GlossaryUNESCO – EOLSS Bibliography Biographical SketchSAMPLE CHAPTERS Summary Coal liquefaction is an industrial process in which coal as raw material, through chemical reactions, is converted into liquid hydrocarbon mixture, which, under further processing, becomes desired liquid fuels or chemical feedstock. Therefore, the main purpose of coal liquefaction lies in production of either synthetic oil as a partial substitute resource for crude oil or aromatic hydrocarbons as feedstock in organic chemical industry. -

Lng Liquefaction Process Selection: Alternative Refrigerants to Reduce Footprint and Cost
LNG LIQUEFACTION PROCESS SELECTION: ALTERNATIVE REFRIGERANTS TO REDUCE FOOTPRINT AND COST Russell H. Oelfke Robert D. Denton Michael R. Miller ExxonMobil Upstream Research Company 1 ABSTRACT This paper describes recent work at ExxonMobil Upstream Research Company to identify novel refrigerants and processes for production of liquefied natural gas (LNG) in large-scale floating and onshore LNG facilities. The goal of the research was to reduce the footprint and cost of baseload LNG plants through the use of non-flammable or reduced flammability refrigerants. Process results are presented and discussed for two novel liquefaction cycles: a mixed refrigerant process and a cascade process. The performance aspects of each process are discussed, and tradeoffs in process complexity and equipment flexibility are considered. 2 BACKGROUND 2.1 Incentives The design of an efficient refrigeration system is of paramount importance for effective and economic LNG production. Several commercially available refrigeration cycles are currently in use at baseload LNG plants. Most of these cycles share a common feature: the use of flammable hydrocarbon refrigerants, such as methane, ethane or ethylene, propane, isobutane, isopentane, and their mixtures (often with nitrogen as well). Facility space is significantly more costly for floating LNG (FLNG) plants than for onshore plants. The use of flammable refrigerants and the requirement for appropriate spacing and other measures to prevent adverse consequences in the event of refrigerant release increases the capital costs of FLNG projects. Requirements for safe refrigerant makeup, handling, storage, and import on to floating vessels also increase FLNG costs relative to onshore plants. Replacing hydrocarbon refrigerants with non-flammable, or reduced flammability, refrigerants offers the potential for reducing the capital costs of FLNG projects. -

Cryogenics (Helium Liquefaction)
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395 -0056 Volume: 04 Issue: 04 | Apr -2017 www.irjet.net p-ISSN: 2395-0072 Cryogenics (Helium Liquefaction) Gagandeep Singh1, Er. Jasvinder Singh2, Er. Jagdish Singh3, Amandeep Singh4 1Student, Department of Mechanical Engineering, DIET, Kharar 2Assistant Professor, Department of Mechanical Engineering, DIET, Kharar 3Assistant Professor, Department of Mechanical Engineering, DIET, Kharar 4Scientific Assistant C, Pelletron LINAC Facility, TIFR, Mumbai ---------------------------------------------------------------------***--------------------------------------------------------------------- Table No.1: Abstract- This paper represents process for liquefaction of Cryogen fluids and refrigeration fluids boiling helium. Helium becomes liquid at cryogenic temperature so this paper includes the study of cryogenics. Liquefaction of temperature gases is physical conversion of a gas into a liquid state (condensation). We all are familiar with the different phases of Cryogenics Refrigeration matter viz. gas, liquid and solid. The basic difference between these phases is the strength of intermolecular attraction O2 (90.19 K) R134a (246.8 K) between their molecules. By changing the strength of intermolecular attraction between molecules of any phase we Air(78.6 K) R12 (243.3 K) can transform it to another phase. By reducing volume of gases we can change their phase. Most of the gases becomes N2 (77.36 K) R22 (233 K) liquid below -150 ℃ e.g. Helium, nitrogen, oxygen etc. In physics production or working with these super cold temperatures (below -150 ℃) is known as ‘Cryogenics’. H2 (20.39 K) Propane (231.1 K) Liquefaction is used for analyzing the fundamental properties of gas molecules (intermolecular forces), for storage of gases, He (4.2 K) Ethane (184 K) heat treatment, superconductivity, used as cryogenic fuel, food industry and used in medical science. -

Triple Point Behavior of Ammonia Under Compression
Research Journal of Chemical Sciences ______________________________________________ ISSN 2231-606X Vol. 2(3), 58-60, March (2012) Res.J.Chem.Sci. Short Communication Triple Point Behavior of Ammonia under Compression Gezerman A.O. and Corbacioglu B.D. Yildiz Technical University, Chemical-Metallurgical Faculty, Chemical Engineering Department, Davutpasa, Esenler, Istanbul, TURKEY Available online at: www.isca.in (Received 8th August 2011, revised 18th November 2011, accepted 3rd February 2012) Abstract Liquid ammonia has several industrial uses. Based on the end use, ammonia solutions of varying concentrations are used commercially. There are several methods to liquefy ammonia. However, the most preferred method for liquefying anhydrous ammonia is the use of a two stage, two- cylinder compressor. In this study, we designed a new ammonia compressor based on our examination of compressor designs comprising more than one stage and cylinder. Further, our investigation of the thermodynamic behavior of ammonia at high pressures also influenced our compressor design. Key words: Liquefaction, one- stage compressor, two- stage compressor, triple point. Introduction Results and Discussion Ever since ammonia was first studied, its commercial value has In our experiments on the physico- chemical behavior of constantly increased with its industrial demand1. Ammonia is ammonia, we obtained compressibility coefficients for different used in many industrial processes at different stages based on triple points under different pressures; the compressibility the end use. Depending on the nature of the final product, coefficient in each case described the maximum liquefaction ammonia as raw material can be utilized in its liquid or gas tendency of ammonia at each pressure. When the pressure on phase.