Gorkem Yumusak Doctor of Philosophy
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

PSAD-81-6 Army's Decision Not to Contract for Penetrator Production at the Feed Materials Production Center, Fernald, Ohio
UNITED STATES GENERAL ~COUNTING OFFICE I lllllllI 113654 PRocuRCMmlT AND-S AcouIslTloN 0IVI#IoN c (’ I :t . .’ \ OCTOBER 10.1980 B-199906 ?f ‘. , The Honorable Thomas A. Luken Houee of Representatives Dear Mr. Lukent Subject: Army’s Decision Not to Contract for G enetrator Production at the Feed Materials Production Center, Fernald, 0 WWas Justified (PSAD-81-6) 3 &I At your req<et?k, we reviewed the appropriateness of th bL(;o/%2l Army's decision not to contract with the Nationti...L-La-d Com- pany of Ohio, a subsidiary of NL Industries, Inc., for pro- duction of depleted uranium core penetrators at the Depart- ment of Energy's (DCE's) Feed Materials Production Center, Fernald, Ohio. "- SCOPE OF REVIEW In accordance with discussions with your office, we focused on --a cost comparison of the bids submitted in response to the fiscal year 1979 solicitation, --the need for the Center as a producer of penetrators, --whether the use of the Center would have avoided pro- duction delays, and --the latest expenditure figures for the fiscal year 1978 and 1979 contracts. We also (1) reviewed the history of the Army's efforts to improve its 105-mm. tank armament leading to the decision to develop a depleted uranium penetrator (XM774 round), (2) looked at correspondence from DOE stating its position and the conditions under which it might accept a production contract to use the Center, and (3) obtained information on (950600) B-199906 the problems encountered by the first limited production contractor, National Lead of Albany (NLA), also a subsidiary of NL Industries, Inc., in performing under the terms of the 1978 contract. -

Allegheny Technologies Was the First Specialty Materials Company to Source Goods and Services Online Through the Freemarkets® B2B Emarketplace
Growing Markets Annual Report 2000 Vision Statement Our vision is to create the world’s leading specialty materials company. The cornerstones of our value system are based on achieving the highest ethical standards, maintaining strong customer focus and providing exciting opportunities for our employees. Our objective is to provide an attractive investment to our stockholders by continuing to earn a premium return on our total invested capital. 1 2000 Financial Summary We are driven by these focused strategies: 2 Letter to Stockholders, Employees and Customers • To be a cost competitive producer of 6 Specialty Materials for Aerospace specialty materials 8 Specialty Materials for Electrical Energy • To enhance our customer focus and 10 Specialty Materials for Oil and Gas relationships by constantly improving 12 Specialty Materials for Medical and Electronics 14 Products and Markets quality, delivery and service 15 Segment Information • To use leading materials and 16 Safety processing technologies to pursue 17 Financial Review growth in high-value global markets 51 Corporate Ethics • To leverage our multi-materials 52 Company Management 53 Board of Directors capabilities 54 Glossary • To maintain and build on our solid 55 Investor Information financial base Financial Summary 2000 2000 1999 Sales $2.46 billion $2.30 billion Net Income from Continuing Operations Before Extraordinary Gains $132 million $111 million Net Income from Continuing Operations Before Extraordinary Gains per Diluted Share $1.60 $1.16 Return on Stockholders’ Equity (a) 13.2% 9.9% Return on Average Capital Employed (a, b) 10.3% 8.3% Cash Provided by Operating Activities $135 million $103 million Book Value Per Common Share $12.94 $13.28 Actual Number of Shares Outstanding (c) 80 million 90 million Number of Employees 11,400 11,500 (a) Excluding gains on disposal of assets, restructuring charges, discontinued operations and other special items. -
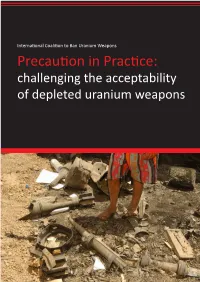
Precaution in Practice (ICBUW)
International Coalition to Ban Uranium Weapons Precaution in Practice: challenging the acceptability of depleted uranium weapons Preface Depleted uranium (DU) weapons have proved a controversial addition to the conventional arsenals of militaries since their first development in the Cold War. Opposition to their use has varied in pitch over the years but has tended to correlate closely with their deployment in conflict. Yet throughout this period, it has been clear from the column inches printed, the parliamentary debates and, more recently the bills, motions and resolutions passed, that the use of DU munitions appears to be intrinsically unacceptable to most people. The stigmatisation of inhumane and unacceptable weapons has been crucial to extending the impact of the international treaties banning anti-personnel landmines and cluster bombs. But while DU has shown itself, to a degree, to be self-stigmatising – evidence for which is clearly demonstrated by the energetic public relations strategies of its proponents, the difficulty of establishing a causal link between its use and humanitarian impact requires a different approach to judging its acceptability to those that have historically been applied to explosive weapons. Common sense lies at the heart of people’s innate response to assessing the acceptability of DU’s use in conventional weapons, thus it seemed only right for ICBUW to launch a discourse rooted in precaution. The Precautionary Principle provides a useful model for both health and environmental protection, particularly where scientific complexity and uncertainty meet. Throughout the last three years, ICBUW has been applying a precautionary prism to different aspects of what remains a complex issue, from what is known about DU as a material and how it is regulated in peacetime, to how and where it is used in conflict, how it is managed after conflict and, crucially, to the cost/benefit calculations relating to its use. -

A Study of Nitrogen-Containing, High Manganese Austenitic Stainless Steel Coatings Deposited by Sputter PVD
A study of nitrogen-containing, high manganese austenitic stainless steel coatings deposited by sputter PVD By: Lynne Hopkins A thesis submitted in partial fulfilment of the requirements for the degree of Doctor of Philosophy The University of Sheffield Faculty of Materials Science and Engineering July, 2019 ABSTRACT The use of nitrogen as an alloying element in steel is either limited to small quantities (<2 wt% / 7. 5 at%) in bulk materials, where it is used primarily as an austenite stabiliser and mechanical/tribological property enhancer, or introduced in much larger quantities (e.g. 38 at%) in thermochemical surface engineering treatments – where it is used to create a hard, corrosion-resistant diffusion layer of typically 20-30 μm depth, commonly referred to as “Expanded austenite” or “S-phase”. This study examines the effects of nitrogen incorporation in a high-manganese austenitic stainless steel (Staballoy AG 17), at levels that lie between these two extremities with the intention of improving the mechanical and wear properties without compromising the inherent high resistance to corrosion which such alloys possess. Thick, dense and featureless coatings of austenitic-manganese steel containing different levels of interstitial nitrogen were deposited by reactive magnetron sputtering in an argon-nitrogen plasma. The resulting microstructures, characterized by XRD, SEM/EDX, nano-indentation, and fracture analysis were found to exhibit a texture and a small nitrogen gradient across their thickness. With increasing nitrogen content, the hardness was observed to increase and the morphology changed. Moreover, changes in nitrogen content were found to have a more profound effect on the coating properties than any of the process parameters evaluated, the results of which are presented. -

Product Manual
2016 Product Manual Table of Contents DISCLAIMER ............................................................................................................................. 5 LIMITED PRODUCT WARRANTY ............................................................................................. 6 MISSION STATEMENT ............................................................................................................. 7 CONTACT INFORMATION ........................................................................................................ 8 PREFACE .................................................................................................................................. 9 SECTION 1. PRODUCTS .........................................................................................................10 Products Overview ................................................................................................................10 Alloy Steels ...........................................................................................................................12 3312 ...................................................................................................................................12 4130 ...................................................................................................................................14 4140 Plate ..........................................................................................................................16 4140 TG&P ........................................................................................................................17 -
Stainless Steel & Nickel Alloys
Mo End Use Analysis 2013 First / End Use and Focus on Oil & Gas ©September Copyright 2013 SMR GmbH 2013 http://www.smr.at© SMR GmbH R.-P. Hammerle U. Weirather S. Posch E. Pfeifer I. Spaltmann Joy Tio OUR TEAM OUR M. Moll P. Moll W. Lipp A. Racu O. Spaltmann B. Blitz W. Lee T. Windberger A. Sikman W. Bulla B. Hunter Jo Zhu The The ‘Oil & Gas ‘Moly Squad‘ Squad‘ LOCATION Conferences in association with 9th Asian 13th International 28th Stainless & Stainless Steel Stainless & Special Its Alloys Enduse Focused Multi-Client Projects & Conference Steel Summit Conference Hong Kong Istanbul, Turkey Chicago, USA Single-Client Research Stainless Steel Seminars June ‘14 September ’14 September ’14 SERVICES / SERVICES CONFERENCES www.smr.at www.steel-intelligence.com Type of Research Products Steel Grades Tool Steels, Flat Stainless Single Long Eng. Steels, Multi Products Steel Client Products Nickel Alloys & Client 50 % 70 % 85 % 50 % Carbon Steels MARKET 15 % 30 % © CopyrightRESEARCH SMR SMR GmbH GmbH 2013 2011 http://www.smr.at - 1 - Content 1. Supply and Demand 2. Mo First Use 2012 3. Analysis of Primary Mo and Mo in Scrap 4. Mo End Use 2012 5. Trends and Forecast © Copyright SMR GmbH 2013 http://www.smr.at - 2 - Regional Primary Mo Production / Demand 2010 - Q1/13 (in Mo Content) Oversupply in the second Half of 2012 – Substantial Production Drop (destocking) in Q1/13 Production * (in '000 metric t - Mo content) Change (%) 2012 vs. Region 2010 2011 Q1 2012 Q2 2012 Q3 2012 Q4 2012 2012 Q1 2013 Q1/13 vs Q1/13 vs 2011 Q1/12 Q4/12 North America 78,6 83,0 19,5 19,4 19,9 21,2 79,9 21,0 -4% 8% -1% South America 52,5 58,8 12,7 14,3 12,9 12,4 52,3 12,3 -11% -4% -1% China 72,5 80,3 23,0 25,5 22,3 23,1 93,9 18,3 17% -20% -21% Other 15,7 14,3 3,7 3,7 3,9 3,6 15,0 4,3 5% 15% 18% Total 219,3 236,5 58,9 62,9 59,0 60,3 241,1 55,9 2% -5% -7% Use * (in '000 metric t - Mo content) Change (%) 2012 vs. -

Matls Licensing Package for Amend 4 to License SUC-1391 for Dept
~ 9 g .________a- -_____ -mm - - mmm.. ------ ...m... 9 NRC FORM 374 1 2 ~ 't (10-89) U.S. NUCLE AR REGULATORY COMMISSION '^"AmendmenENo.04 't i MATERIALS LICENSE Ig !E Pursuant to the Atomic Energy Act of 1954, as amended, the Energy Reorganization Act of 1974 (Public Law 93-438), and Title 10, !g ; Code of Federal Regulations. Chapter 1. Parts 30,31. 32,33,34,35, 39,40 and 70, and in reliance on statements and representations heretofore p made by the licensee, a license is hereby issued authorizing the licensee to receive. acquire, possess, and transfer byproduct, source. and special . ;N nuclear material designated below; to use such material for the purpose (s) and at the place (s) designated below; to deliver or transfer such material |I to persons authorized to receive it in accordance with the regulations of the applicable Partf s). This hcense shall be deemed to contain the conditions specified in section 183 of the Atomic Energy Act of 1954, as amended, and is subject to all applicable rules, regulations and orders of the Nuclear | , Regulatory Commission now or hereafter in effect and to any conditions specified below. !g! n ' ' * " ' * * In accordance with application dated July 23,1992 !N! ; l- Department of the Army 3. Ucense number SUC-1391 is amended in f I its entirety to read as follows: |g i ' ' , ! i - Tooele Army Depot | 4. Expiration date March 31,'1998 || - - Tooele, Utah 84074-5008 :gi 5. Docket or ig| j . Reference No 040-08779 ; f, 6. Byproduct, source. and/or 7. Chemical and/or physical 8. -

Metal Alloys List Pdf
Metal alloys list pdf Continue en: Editar Compartir This is an incomplete list of these alloys, grouped in alphabetical order by the base metal. In these headlines they are not in a certain order. Some of the main elements of the alloy are additionally listed after the name of the alloy. Alloys of aluminum editar editar c'digo Main galleries: Aluminum and aluminum alloy. Alloys bismuth-reditar Editar sedigo Main Gallery: Bismuth. Wooden Metal (lead, tin, cadmium) Pink metal (lead, tin) Cobalt alloys (editar c'digo) Main gallery: Cobalt. Megallium Stellite (chrome, tungsten, carbon) Vitallium alloys of copper editar editar c'digo Main galleries: Copper and copper alloys. Beryllium Copper (beryllium) Billon (silver) Brass (zinc) Bronze (tin, aluminum or any other element) Constantan (nickel) Copper-tungsten (wolfram) Corinthian bronze (gold, silver) Kunife (nickel, iron) Cupronickel (nickel) Silver) Heusler Alloy (manganese, tin) Manganin (manganese, nickel) Molybdochalkos (lead) Nickel silver (nickel) Northern gold (aluminium, zinc, tin) Hakudo (gold) Tumbaga (gold) Alloys gallium alloys of gold (editar c'digo) Main Gallery Gold alloys are expressed in carats. 24-carat gold is a thin gold that is 0.999 or better than purity. If the alloy is mixed, which is 14 parts gold and 10 parts alloy, that is 14 carats of gold, 18 parts gold 18 carats, etc. This is often expressed as a result of the ratio, that is: 14/24 equals .585 (rounded), and 18/24 is .750. Hundreds of possible alloys and blends are possible, but in general the addition of silver will color in green, and the addition of copper will color it in red. -

CUMULATIVE INDEX September 1952 Through December 2014
Materials Park, Ohio 44073-0002 :: 440.338.5151 :: Fax 440.338.8542 :: www.asminternational.org :: [email protected] Published by ASM International® :: Data shown are typical, not to be used for specification or final design. CUMULATIVE INDEX September 1952 through December 2014 Alphabetical listing by tradename or other designation and code number Alloy Steel Aluminum Beryllium Bismuth Carbon Steel Cast Iron Ceramic Chromium Cobalt Copper Gold Iron Lead Magnesium Molybdenum Nickel Neodymium Plastic Silver Stainless Steel Tin Titanium Tool Steel Tungsten Zinc Contents Alphabetical Index by Material Name Pages 3 through 33 Alphabetical Index within Material Group Pages 37 through 67 Copyright © 2015, ASM International®. All rights reserved. DATA ON WORLD WIDE METALS AND ALLOYS Published by ASM International® Materials Park, Ohio 44073-0002 [email protected] 440-338-5151, Fax 440-338-8542 www.asminternational.org Copyright © 2015 ASM International® All rights reserved No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise, without the written permission of the copyright owner. Great care is taken in the compilation and production of this publication, but it should be made clear that NO WARRANTIES, EXPRESS OR IMPLIED, INCLUDING, WITHOUT LIMITATION, WARRANTIES OF MERCHANTABILITY OR FITNESS FOR A PARTICULAR PURPOSE, ARE GIVEN IN CONNECTION WITH THIS PUBLICATION. Although this information is believed to be accurate by ASM, ASM cannot guarantee that favorable results will be obtained from the use of this publication alone. This publication is intended for use by persons having technical skill, at their sole discretion and risk. -
University of Birmingham the Influence of Stacking Fault Energy On
University of Birmingham The influence of stacking fault energy on plasticity mechanisms in triode-plasma nitrided austenitic stainless steels: Implications for the structure and stability of nitrogen-expanded austenite Tao, Xiao; Liu, Xingguang; Matthews, Allan; Leyland, Adrian DOI: 10.1016/j.actamat.2018.10.019 License: Creative Commons: Attribution-NonCommercial-NoDerivs (CC BY-NC-ND) Document Version Peer reviewed version Citation for published version (Harvard): Tao, X, Liu, X, Matthews, A & Leyland, A 2019, 'The influence of stacking fault energy on plasticity mechanisms in triode-plasma nitrided austenitic stainless steels: Implications for the structure and stability of nitrogen- expanded austenite', Acta Materialia, vol. 164, no. 1, pp. 60-75. https://doi.org/10.1016/j.actamat.2018.10.019 Link to publication on Research at Birmingham portal Publisher Rights Statement: Checked for eligibility: 10/07/2019 General rights Unless a licence is specified above, all rights (including copyright and moral rights) in this document are retained by the authors and/or the copyright holders. The express permission of the copyright holder must be obtained for any use of this material other than for purposes permitted by law. •Users may freely distribute the URL that is used to identify this publication. •Users may download and/or print one copy of the publication from the University of Birmingham research portal for the purpose of private study or non-commercial research. •User may use extracts from the document in line with the concept of ‘fair dealing’ under the Copyright, Designs and Patents Act 1988 (?) •Users may not further distribute the material nor use it for the purposes of commercial gain. -
Doe Handbook Airborne Release Fractions/Rates and Respirable
TS NOT MEASUREMENT SENSITIVE DOE-HDBK-3010-94 December 1994 DOE HANDBOOK AIRBORNE RELEASE FRACTIONS/RATES AND RESPIRABLE FRACTIONS FOR NONREACTOR NUCLEAR FACILITIES Volume I - Analysis of Experimental Data U.S. Department of Energy AREA SAFT Washington, D.C. 20585 DISTRIBUTION STATEMENT A. Approved for public release; distribution is unlimited. This document has been reproduced directly from the best available copy. Available to DOE and DOE contractors from the Office of Scientific and Technical Information, P.O. Box 62, Oak Ridge, TN 37831; (615) 576-8401. Available to the public from the U.S. Department of Commerce, Technology Administration, National Technical Information Service, Springfield, VA 22161; (703) 487-4650. Order No. DE95004712 DOE-HDBK-3010-94 FOREWORD 1. This Department of Energy (DOE) Handbook is approved for use by the DOE and its contractors as an information source. 2. Beneficial comments (recommendations, additions, deletions) and any pertinent data that may be of use in improving this document should be addressed to: Director, Office of Engineering, Operations, Security and Transition Support (DP-31, GTN), U.S. Department of Energy, Washington, D.C., 20585. 3. The issue of airborne releases of radioactive material from nonreactor nuclear facilities has been a subject of investigation for almost four decades, during which time a large number of individuals have contributed to the current knowledge base. Beginning in the 1960’s, a number of experiments were conducted in the United States and other countries to develop actual data on release potentials. In the late 1970s, the United States Nuclear Regulatory Commission (NRC) sponsored a research program to develop improved methods for realistically evaluating the consequences of major accidents in nuclear fuel cycle facilities. -

(12) United States Patent (10) Patent No.: US 9,399.256 B2 Buller Et Al
US009399256B2 (12) United States Patent (10) Patent No.: US 9,399.256 B2 Buller et al. (45) Date of Patent: Jul. 26, 2016 (54) APPARATUSES, SYSTEMS AND METHODS (58) Field of Classification Search FOR THREE-DIMIENSIONAL PRINTING CPC ................... B22F 3/003; B22F 3/1028; B22F 2003/1042: B22F 3/1055; B22F 3/1056; (71) Applicant: Velo3D, Inc., Santa Clara, CA (US) B22F 3/1057; B22F 2003/248; B22F 2203/11; C04B 35/64; B33Y 10/00; B33Y 30/00; (72) Inventors: Benyamin Buller, Cupertino, CA (US); B33Y50/02; B23K26/345; B23K 26/123; Erel Milshtein, Cupertino, CA (US); B23K 26/346; B28B 1/001 Thai Cheng Chua, Cupertino, CA (US) See application file for complete search history. (73) Assignee: VELO3D, INC., Campbell, CA (US) (56) References Cited (*) Notice: Subject to any disclaimer, the term of this U.S. PATENT DOCUMENTS patent is extended or adjusted under 35 4,177,087 A * 12/1979 Lee ..................... HOL 39/2409 U.S.C. 154(b) by 0 days. 148.98 4,863,538 A 9, 1989 Deckard (21) Appl. No.: 14/744,675 (Continued) (22) Filed: Jun. 19, 2015 FOREIGN PATENT DOCUMENTS (65) Prior Publication Data CN 10339.2153. A 11, 2013 US 2015/O367446 A1 Dec. 24, 2015 CN 103611934. A 3, 2014 (Continued) Related U.S. Application Data OTHER PUBLICATIONS (60) Provisional application No. 62/015,230, filed on Jun. 20, 2014, provisional application No. 62/028,760, Leirvag, "Additive Manufacturing for Large Products', Feb. filed on Jul. 24, 2014, provisional application No. 2013, thesis, Norwegian University of Science and Technology.* 62/063,867, filed on Oct.