Confirming the Dew Point of Forming Gas Using Intrinsically Safe
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

On Increasing Powder Carbon Steels Properties Using Activating Additives
Int. J. of Applied Mechanics and Engineering, 2020, vol.25, No.2, pp.192-201 DOI: 10.2478/ijame-2020-0029 Brief note ON INCREASING POWDER CARBON STEELS PROPERTIES USING ACTIVATING ADDITIVES L. DYACHKOVA O.V. Roman Powder Metallurgy Institute Belarusian National Academy of Sciences 41, Platonov st., 220005 Minsk, BELARUS E-mail: [email protected] In this paper, the possibility of increasing powder carbon steels properties by activation of carbon diffusion into the iron base during sintering process due to the introduction of the thermally split graphite (TSG), macromolecular compounds (MC) and sodium bicarbonate was investigated. It was found that the introduction of these additives allows obtaining homogeneous structures at a sintering temperature of 100–200 °C lower than that traditionally used for sintering of powder carbon steels. Such structures provide increased mechanical properties of powder carbon steels. The addition of sodium bicarbonate increases the diffusion rate of carbon into iron at a temperature of 950 C by 1.8 times, at 1000 °C by 1.5 times, and at 1100 °C by 1.2 times. Key words: powder carbon steels, activating additives, structure, mechanical properties. 1. Introduction Powder metallurgy is one of the most progressive processes for parts manufactured for various purposes. Numerous technological processes of powder metallurgy can reduce the consumption of materials, manufacturing energy and allow automation of the process. The necessary combination of manufacturability and reliability of parts, as well as obtaining the required material properties, are ensured by controlling the processes of structure formation. The structure and properties of powder carbon steels, in which carbon is the main alloying element, depend on the degree of homogeneity of the structure formed during sintering. -
"J ;70 Potential New Sensor for Use with Conventional Gas Carburizing
/,,"J _;70 NASA Contractor Report 202306 Potential New Sensor for Use With Conventional Gas Carburizing W.A. de Groot NYMA Inc. Brook Park, Ohio January 1997 Prepared for Lewis Research Center Under Contract NAS3-27186 National Aeronautics and Space Administration Potential New Sensor for Use with Conventional Gas Carburizing W.A. de Groot NYMA Inc., Brook Park, Ohio Abstract The working p'rmciple of most endothermic gas generators is based on passing a mixture of natural gas and air over a heated catalyst. The comb'marion of heat and Diagnostics developed for in-situ monitoring of rocket combustion environments have been adapted for use in heat catalyst converts the air and natural gas into the endothermic treating furnaces. Simultaneous, in-situ monitoring of the gas mixture (a purely catalytic reaction, no combustion). The carbon monoxide, carbon dioxide, methane, water, nitrogen composition of this endothermic gas, and the percentages of carbon monoxide and methane critical for carburization, and hydrogen concentrations in the endothermic gas of a heat varies as a result of fluctuations in composition of the natural treating furnace has been demonsWated under a Space Act gas supply, gas/air ratio, the condition of the catalyst bed, and Agreement between NASA Lewis, the Heat Treating other variables. This in turn leads to a variation in carbon Network, and Akron Steel Treating Company. Equipment installed at the Akron Steel Treating Company showed the potential which could lead to an unacceptable quality of the feasibility of the method. Clear and well-defined spectra of steel product. Adequate monitoring and control of the gas composition carbon monoxide, nitrogen and hydrogen were obtained by means of an optical probe mounted on the endothermic gas of the protective atmosphere is required to ensure product line of a gas generator inside the plant, with the data quality. -

Vacuum & Atmosphere Endothermic Gas Generator
The Marketplace for Surface Technology. New and Used Process Equipment & Machinery. Home > Ovens & FurnacesIndustrial Furnaces > Vacuum & Atmosphere Endothermic Gas Generator Stock Code: OU1469 Model: Endothermic Gas Generator New or Used: Used (Second Hand) Other Info: Endogas 20 - 60 m³/hr output Weight: 1300 External Dimensions (WxDxH): 1200 x 1600 x 2650 Vacuum & Atmosphere Endothermic Gas Generator The endothermic generator creates an atmosphere to provide a positive pressure in a heat treating furnace, and a platform on which a carburizing or decarburizing environment can be formulated, by addition of enriching gas or dilution air. This tried and tested design has been based upon the IPSEN G2000 Endothermic Gas Generator Introduction Vacuum & Atmosphere endothermic gas generators are used to produce atmospheres necessary for the scale free hardening, carburizing and carbon restoration of steel as well as the cover gas for the annealing of copper and for the silver brazing and sintering processes. Riley Industries Ltd A subsidiary of Barry Riley & Sons Ltd. Directors: R T Barry Riley, M P A Riley, Secretary: J C Riley Registered in England no. 1965748 Page 1/2 The Marketplace for Surface Technology. New and Used Process Equipment & Machinery. Home > Ovens & FurnacesIndustrial Furnaces > Vacuum & Atmosphere Endothermic Gas Generator A typical use would be in the case hardening of steel gears where the carbon content of the steel has to be tightly controlled. Endothermic generators built by Vacuum & Atmosphere are compact, air cooled, efficient and reliable producers of these atmospheres. An endothermic generator is comprised of a heavily insulated, heated chamber; a nickel catalyst filled retort; a feedstock gas metering system, a chamber heating system and an output gas cooling system. -
Grasp Success by the Roots
Grasp success by the roots Forming and root protection ensure perfect weld seams and roots Profit from forming For more than 40 years, root protection and forming have proven their value in welding technology. They permit an increase in weld Laminar and turbulent flow seam quality and contribute to a reduction of follow-up costs. The focus here is on reworking, pickling costs, the associated transport costs and Laminar flow instead of turbulence the not inconsiderable loss of time. With correct In order to ensure the high quality and economy forming, weld seams and roots can be produced of the work, a few basic rules must be observed. which need no reworking. One of the most important concerns the feed of the shield gas to the weld seam region. This Forming and root protection should never be uncontrolled. In an optimum Root protection is the bathing of the weld root shield gas feed, the flow is laminar. If the flow is and the heat affected zone with shield gases, turbulent, the eddies result in mixing of the while simultaneously displacing atmospheric forming gas and the atmosphere. A laminar flow oxygen (DVS Data Sheet 0937). When applied to is generated with the help of a diffusor, usually pipes and tanks, it is known as forming. This comprising pipes, sheets or mouldings of sinter technique is used for the welding of gas sensitive material. The sinter metal distributes the gas materials such as high alloyed CrNi steels, for feed over a large area, from which the forming example, to ensure the corrosion resistance of gas is emitted in laminar form. -

Shielding Gas. Gases for All Types of Stainless Steel
→ Stainless Steel - New Zealand edition Shielding gas. Gases for all types of stainless steel. Argon 03 Stainless steel is usually defined as an iron-chromium alloy, containing at least 11% chromium. Often containing other elements such as silicon, manganese, nickel, molybdenum, titanium and niobium, it is most widely used as corrosion resistant engineering material in applications where aggressive environments or elevated temperatures are prevalent. Stainless steel is traditionally categorised into four main groups and each group is further sub-divided into specific alloys. The main groups are: austenitic, ferritic, martensitic and duplex. → Austenitic stainless steels are the most widely used, accounting for around 70% of all stainless steels fabricated. They are used in applications such as chemical processing, pharmaceutical manufacturing, food processing and brewing, and liquid gas storage. The weldability of these grades is usually very good. → Ferritic stainless steels are not as corrosion resistant or as weldable as austenitic stainless steels. They have high strength and good high temperature properties and are used for products such as exhausts, catalytic converters, air ducting systems, and storage hoppers. → Martensitic stainless steels are high strength but are more difficult to weld than other types of stainless steels. They are used for products such as vehicle chassis, railway wagons, mineral handling equipment and paper and pulping equipment. → Duplex stainless steels combine the high strength of ferritic steels and the resistance of austenitic steels. They are used in corrosive environments such as offshore and petrochemical plants, where the integrity of the welded material is critical. ARGOSHIELD®, ALUSHIELD® STAINSHIELD® and SPECSHIELD® are registered trademarks of BOC a Member of The Linde Group. -

EFFICIENT GAS HEATING of INDUSTRIAL FURNACES EFFICIENT GAS HEATING of INDUSTRIAL FURNACES COMPANY PROFILE: Gasbarre Furnace Group JANUARY/FEBRUARY 2017
THERMAL PROCESSI NG MAGAZINE MAGAZINE NG EFFICIENT GAS HEATING OF INDUSTRIAL FURNACES FURNACES INDUSTRIAL OF GAS HEATING EFFICIENT EFFICIENT GAS HEATING OF INDUSTRIAL FURNACES COMPANY PROFILE: Gasbarre Furnace Group JANUARY/FEBRUARY 2017 JANUARY/FEBRUARY JANUARY/FEBRUARY 2017 Technologies and Processes for the Advancement of Materials thermalprocessing.com TP-2017-01-02.indb 1 12/23/16 10:43 AM Regardless of the industry you are in or the Regardless of the industry you are in or the Regardless of the industry you are in or the processes you run, The Ipsen, Harold blog is processes you run, The Ipsen, Harold blog is processes you run, The Ipsen, Harold blog is devoted to providing expert-curated best devoted to providing expert-curated best devoted to providing expert-curated best practices, maintenance tips and details about practices, maintenance tips and details about practices, maintenance tips and details about the latest industry news and innovations. the latest industry news and innovations. the latest industry news and innovations. Want to know what everyone else is reading? Want to know what everyone else isWant reading? to know what everyone else is reading? Here are our top blog posts of 2016 ... Here are our top blog posts of 2016 ... Here are our top blog posts of 2016 ... 5 Quick Tips on How to Become a Brazing Superhero 5 Quick Tips on How to Become a Brazing Superhero 5 Quick Tips on How to Become a Brazing Superhero When it comes to vacuum aluminum brazing there are a lot of advantages, but you also need to know When it comes to vacuum aluminum brazing there are a lot of advantages,When but you also need to know it comes to vacuum aluminum brazing there are a lot of advantages, but you also need to know the details on how to properly braze your parts. -

Measuring the Dewpoint of Hydrogen Forming Gas with a Zirconia Oxygen Sensor
Measuring the Dewpoint of Hydrogen Forming Gas with a Zirconia Oxygen Sensor By Dr M A Swetnam 1 Abstract This paper describes the uses of hydrogen forming gas in reducing and oxidising industrial applications and explains why controlling the water content is so important in the metal heat treatment industry. Measuring water at elevated temperatures is extremely difficult to do with normal equipment. Cambridge Sensotec has developed a high temperature forming gas analyser capable of measuring the hydrogen dewpoint using a series of thermodynamic calculations, based on the signals from a modified Rapidox zirconia oxygen sensor. 2 Background Forming gas is used in many heat treatment applications as a cheap way to remove oxygen and control water in an oven or heat treatment process. Forming gas is a mixture of hydrogen (H2) and an inert gas which is nearly always nitrogen (N2). It can be made chemically by cracking ammonia: 2 3 + 1 3 → 2 2 which produces a ratio of 3:1 hydrogen to nitrogen. This method is not generally used because it is chemically inefficient and costly. More commonly the hydrogen and nitrogen are either mixed together on site or purchased as a pre-mixed cylinder from the gas company. Any mix of hydrogen and nitrogen can refer to forming gas, but the most common blend is 5% H2 in 95% N2. This mix is always below the lower explosive limit (LEL) Forming Gas White Paper v1.0 1 of hydrogen and is therefore considered a safe gas which does not require any special equipment or handling. 3 Forming Gas Applications Forming gas is used in specialist soldering applications as well as some photographic applications to clean long exposed film (e.g. -

Endothermic Gas Generator Troubleshooting and General Maintenance Guide
THIS TECHNICAL PAPER IS PROVIDED AS A COMPLIMENTARY SERVICE OF THE A TMOSPHERE E NGINEERING C OMPANY ENDOTHERMIC GAS GENERATOR TROUBLESHOOTING AND GENERAL MAINTENANCE GUIDE Written by Jason Jossart IMPORTANT NOTE This document is intended as a general overview of the typical maintenance and troubleshooting practices for endothermic gas generators. Of course, every generator is manufactured differently and therefore, it is strongly recommended that the operation manual or generator manufacturer be consulted for the exact procedure when performing any maintenance on this equipment. If a gas generator has been recently updated or retrofitted with a dew point sensor or fuel-injection control system, the following document serves to compliment the original equipment operation manuals. It is recommended that all equipment manufacturers be contacted to resolve any confusion regarding the maintenance requirements for a particular piece of gas generation equipment. PAGE 1 OF 11 Phone: 414-331-2457 2821 N. Fourth Street Suite #514 E-Mail: [email protected] Fax: 414-332-2457 Milwaukee, Wisconsin 53212-2364 Web: www.atmoseng.com THIS TECHNICAL PAPER IS PROVIDED AS A COMPLIMENTARY SERVICE OF THE A TMOSPHERE E NGINEERING C OMPANY Modern Endothermic Gas Generators An endothermic gas generator is comprised of at least one heating system and a reaction supply system. The typical components of each system are identified on Figure #1. A general understanding of these basic components is useful when troubleshooting any gas generation problem. Therefore, below is a brief explanation of the each component and its usual function. Heating System Overview In a standard single hot zone generator, the heating system is typically composed of an industrial burner (a) or electric heating element (not shown), thermocouple (b), temperature controller (not shown), and burner control valve (c). -

Mathematical Modeling of Discharge Plasma Generation and Diffusion Saturation of Metals and Alloys
Information Technologies in Science, Management, Social Sphere and Medicine (ITSMSSM 2016) Mathematical Modeling of Discharge Plasma Generation and Diffusion Saturation of Metals and Alloys Nguyen Bao Hung1, T. V. Koval2, Tran My Kim An3 1,2,3 National Research Tomsk Polytechnic University Tomsk, Russia E-mail: [email protected], [email protected], [email protected] Abstract. This paper presents a mathematical modeling of the for which it is required to provide an ion current density of plasma generation in a hollow cathode and the diffusion ~1 mA/cm2 to a treated surface and a discharge operating saturation of metals and alloys by nitrogen atoms in the plasma voltage of hundred volts [8–11]. of a low-pressure non-self-sustained glow discharge. Characteristics of gas discharge are obtained. The relations The complexity and multiple relations of nitriding process between main technological parameters and structural-phase make difficult to define the general laws in the structuration of states of nitrited material are defined. Furthermore, this paper modified layers and their properties [12-16]. Such problems leads a comparison of calculated results with the experimental can be solved by mathematical modeling of the processes in data. plasma generation and material nitriding. This is also an effective way to establish the mechanisms of forming the Keywords: hollow cathode, glow discharge, low-pressure modified layer with specified properties and their dependences discharge, plasma, plasma cathode, plasma nitriding, diffusion on -
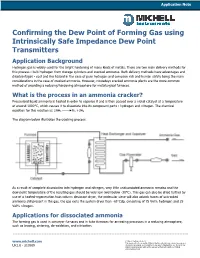
Confirming the Dew Point of Forming Gas Using Intrinsically Safe
Application Note Confirming the Dew Point of Forming Gas using Intrinsically Safe Impedance Dew Point Transmitters Application Background Hydrogen gas is widely used for the bright hardening of many kinds of metals. There are two main delivery methods for this process - bulk hydrogen from storage cylinders and cracked ammonia. Both delivery methods have advantages and disadvantages - cost and fire hazard in the case of pure hydrogen and corrosion risk and human safety being the main considerations in the case of cracked ammonia. However, nowadays cracked ammonia plants are the more common method of providing a reducing/hardening atmosphere for metallurgical furnaces. What is the process in an ammonia cracker? Pressurised liquid ammonia is heated in order to vaporise it and is then passed over a nickel catalyst at a temperature of around 1000°C, which causes it to dissociate into its component parts - hydrogen and nitrogen. The chemical equation for this reaction is: 2NH3 N2 +3H2 The diagram below illustrates the cracking process: As a result of complete dissociation into hydrogen and nitrogen, very little undissociated ammonia remains and the dew-point temperature of the resulting gas should be very low (well below -30°C). This gas can also be dried further by use of a heated-regeneration twin column desiccant dryer, the molecular sieve will also adsorb traces of uncracked ammonia still present in the gas, the gas exits the system dryer than -65°Cdp, consisting of 75 Vol% hydrogen and 25 Vol% nitrogen. Applications for dissociated ammonia The forming gas is used in conveyer furnaces and in tube furnaces for annealing processes in a reducing atmosphere, such as brazing, sintering, de-oxidation, and nitrization. -

Safe Operation of Endothermic Atmospheres
D. SCOTT MACKENZIE, PH.D., FASM HOT SENIOR RESEARCH SCIENTIST–METALLURGY SEAT HOUGHTON INTERNATIONAL INC. Atmosphere Safety Hot Seat: Atmosphere Safety D. Scott MacKenzie, Ph.D., FASM This month the author describes typical scenarios where endothermic atmospheres can result in Hot Seat: Atmosphere Safety Table 1. Typical compositions of endothermic atmosphere produced by natural gas, propane or fires and serious explosions,Safe and operation how they can beof avoided. endothermic atmospheres This month the author describes typical scenarios where endothermicnitrogen atmospheres-methanol. can result in By D. Scott MacKenzie, Ph.D., FASM Natural Nitrogen- fires and serious explosions,Typical and scenarios how they where can be endothermic avoided. Gas Species Formula Propane Senior research scientist - metallurgy, Houghton International Inc. Gas Methanol By D. Scott MacKenzie, Ph.D., FASM atmospheres can result in fires and serious Senior research scientist - metallurgy, Houghton International Inc. Carbon Monoxide CO 20% 23% 20% In the last column, weexplosions, discussed the and importance how they of canmaking be avoided.sure that the endothermic atmosphere Hydrogen H2 40% 31% 40% was the right composition to ensure proper heat treatment. When neutral hardening, if the In the last column, we discussedn the last column, the importance we discussed of the making importance sure of makingthat the sure endothermic that Carbon atmosphere Dioxide CO2 0.30% 0.30% 0.30% atmosphere is incorrect,the decar endothermicburizatio atmospheren or carburization was the right can composition result. If to carburizing, ensure an incorrect was the right compositionI to ensure proper heat treatment. When neutral hardening,Water if Vapor the H2O < 0.1% < 0.1% < 0.1% atmosphere could resultproper in soot, heat treatment.or incorrect When carbon neutral profiles. -

Efficiency Improvement of Reducing Agents in the Blast Furnace to Reduce Co2 Emissions and Costs*
ISSN 2176-3135 EFFICIENCY IMPROVEMENT OF REDUCING AGENTS IN THE BLAST FURNACE TO REDUCE CO2 EMISSIONS AND COSTS* Robin Schott 1 Franz Reufer 2 Abstract The blast furnace process is the most important process to produce pig iron. The necessary process energy is mainly covered by coke. But the production of coke is connected with CO2-emissions and high costs. A significant measure to reduce the coke rate and with it the CO2-emissions plus costs is pulverized coal injection (PCI) through the tuyeres into the blast furnace. A further increase to substitute coke by coal can be achieved by using the Oxycoal+ technology. This article compares and shows the cost effectiveness and the decrease of CO2-emissions with the help of simplified energy balances for the only coke operation of the blast furnace, the operation using pulverized coal injection and the operation using the Oxycoal+ technology. Keywords: Blast furnace; Substitute fuel; Pulverized coal injection (PCI); Reduction in costs. 1 Dr.-Ing., Vice President Iron Making Technology; Küttner GmbH & Co. KG, Essen, Deutschland. 2 Dr.-Ing., Managing Director Sales; Küttner GmbH & Co. KG, Essen, Deutschland. * Technical contribution to the 46º Seminário de Redução de Minério de Ferro e Matérias-primas, to 17º Simpósio Brasileiro de Minério de Ferro and to 4º Simpósio Brasileiro de Aglomeração de Minério th th de Ferro, part of the ABM Week, September 26 -30 , 2016, Rio de Janeiro, RJ, Brazil. 379 ISSN 2176-3135 1 INTRODUCTION The worldwide energy requirement for the year 2010 was approx. 12 billion tons oil equivalent [1]. This corresponds to approx.