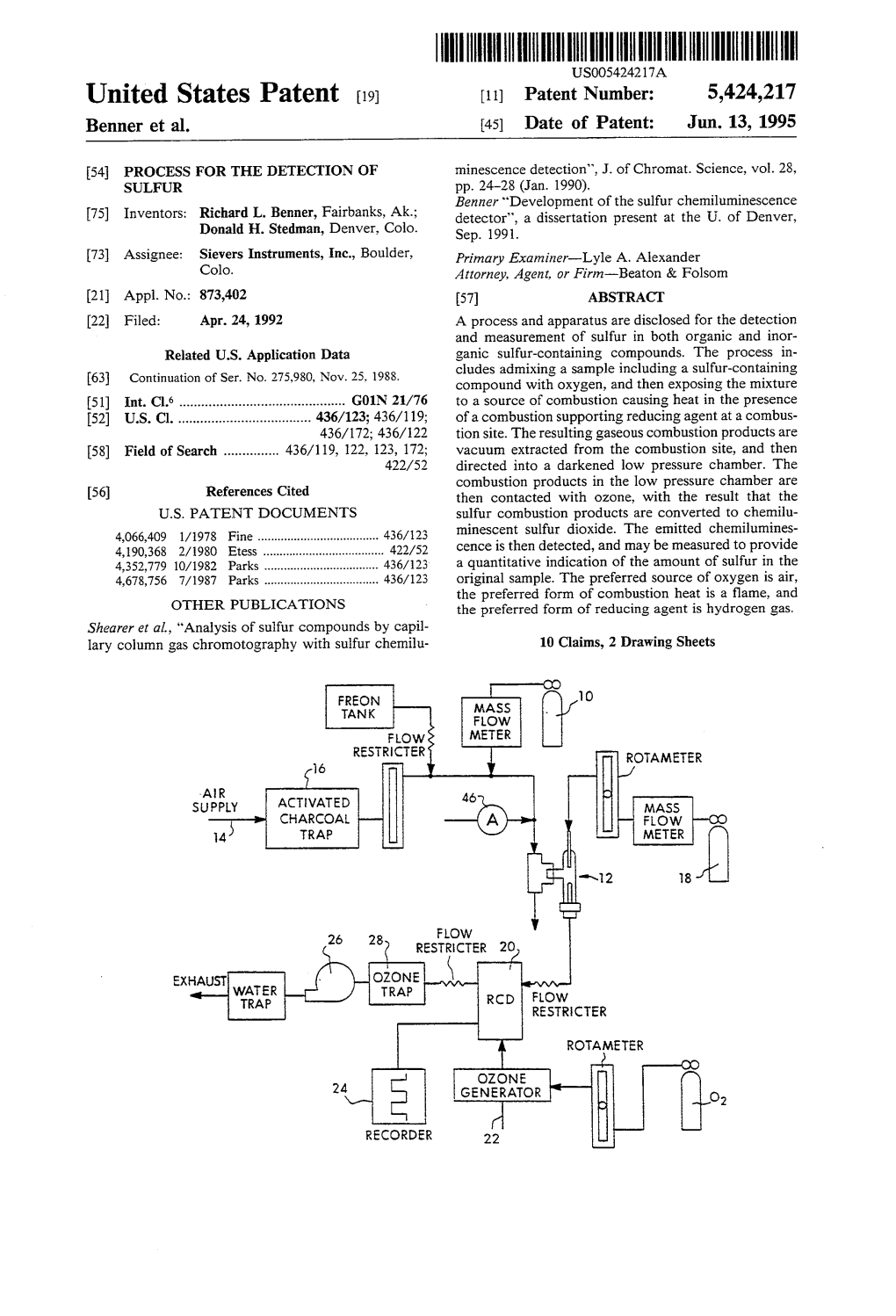
GENEARATOR O2 RECORDER 22
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Potential Ivvs.Gelbasedre
US010644304B2 ( 12 ) United States Patent ( 10 ) Patent No.: US 10,644,304 B2 Ein - Eli et al. (45 ) Date of Patent : May 5 , 2020 (54 ) METHOD FOR PASSIVE METAL (58 ) Field of Classification Search ACTIVATION AND USES THEREOF ??? C25D 5/54 ; C25D 3/665 ; C25D 5/34 ; ( 71) Applicant: Technion Research & Development HO1M 4/134 ; HOTM 4/366 ; HO1M 4/628 ; Foundation Limited , Haifa ( IL ) (Continued ) ( 72 ) Inventors : Yair Ein - Eli , Haifa ( IL ) ; Danny (56 ) References Cited Gelman , Haifa ( IL ) ; Boris Shvartsev , Haifa ( IL ) ; Alexander Kraytsberg , U.S. PATENT DOCUMENTS Yokneam ( IL ) 3,635,765 A 1/1972 Greenberg 3,650,834 A 3/1972 Buzzelli ( 73 ) Assignee : Technion Research & Development Foundation Limited , Haifa ( IL ) (Continued ) ( * ) Notice : Subject to any disclaimer , the term of this FOREIGN PATENT DOCUMENTS patent is extended or adjusted under 35 CN 1408031 4/2003 U.S.C. 154 ( b ) by 56 days . EP 1983078 10/2008 (21 ) Appl. No .: 15 /300,359 ( Continued ) ( 22 ) PCT Filed : Mar. 31 , 2015 OTHER PUBLICATIONS (86 ) PCT No .: PCT/ IL2015 /050350 Hagiwara et al. in ( Acidic 1 - ethyl - 3 -methylimidazoliuum fluoride: a new room temperature ionic liquid in Journal of Fluorine Chem $ 371 (c ) ( 1 ), istry vol . 99 ( 1999 ) p . 1-3 ; ( Year: 1999 ). * (2 ) Date : Sep. 29 , 2016 (Continued ) (87 ) PCT Pub . No .: WO2015 / 151099 Primary Examiner — Jonathan G Jelsma PCT Pub . Date : Oct. 8 , 2015 Assistant Examiner Omar M Kekia (65 ) Prior Publication Data (57 ) ABSTRACT US 2017/0179464 A1 Jun . 22 , 2017 Disclosed is a method for activating a surface of metals , Related U.S. Application Data such as self- passivated metals , and of metal -oxide dissolu tion , effected using a fluoroanion -containing composition . -

2012 Summer Undergraduate Research Fund (SURF) Recipients
2012 Summer Undergraduate Research Fund (SURF) Recipients Project Title: Improving Efficiency of Narrative Discourse Analysis in Persons with Brain Injuries Alexandra Addabbo, Communications Disorders , YOG: 2013 Faculty Mentor: Dr. Carl Coelho, Department of Communications Disorders Project Title: The Role of BspA-like Protein in the Microbial Gut Community of Reticulartermes Flavipes and Identification of Species that are Involved in Lignocellulose Degredation Adam Bartholomeo, Molecular and Cell Biology, YOG: 2013 Faculty Mentor: Dr. Daniel Gage, Department of Molecular and Cell Biology Named Award: Ocean Rain Family Foundation Fund for Summer Undergraduate Research Award Project Title: Surveying the Self-Medication Practices of Adults with Sickle Cell Disease Courtney Beyers, Nursing, YOG: 2013 Faculty Mentor: Victoria Odesina, DNP, Department of Nursing Project Title: Investigating of an Efficient System to Harvest Clean Energy from Structural Vibrations Bryan Blanc, Civil Engineering, YOG: 2013 Faculty Mentor: Dr. Ramesh Malla, Department of Civil and Environmental Engineering Named Award: The DeMaio Family Summer Undergraduate Research Fund Project Title: Investigating of an Efficient System to Harvest Clean Energy from Structural Vibrations Kelsey Boch, Chemical Engineering, YOG: 2013 Faculty Mentor: Dr. Yong Wang, Department of Chemical, Materials, and Biomolecular Engineering Project Title: On the Semantic Organization of Concrete and Abstract Terms: a Follow-up to Dunabietia et al. 2009 Christopher Brozowski, Cognitive Science, YOG: 2013 Faculty Mentor: Dr. James Magnuson, Department of Psychology Project Title: Psychological and Emotional Factors to Development in Young Adults with HIV Jenna Burns, Nursing, YOG: 2013 Faculty Mentor: Dr. Elizabeth Anderson, Department of Nursing Project Title: An Investigation into the Synthesis and Reaction Properties of Sulfur Monoxide Casey Camire, Chemistry, YOG: 2014 Faculty Mentor: Dr. -

Chemical Names and CAS Numbers Final
Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number C3H8O 1‐propanol C4H7BrO2 2‐bromobutyric acid 80‐58‐0 GeH3COOH 2‐germaacetic acid C4H10 2‐methylpropane 75‐28‐5 C3H8O 2‐propanol 67‐63‐0 C6H10O3 4‐acetylbutyric acid 448671 C4H7BrO2 4‐bromobutyric acid 2623‐87‐2 CH3CHO acetaldehyde CH3CONH2 acetamide C8H9NO2 acetaminophen 103‐90‐2 − C2H3O2 acetate ion − CH3COO acetate ion C2H4O2 acetic acid 64‐19‐7 CH3COOH acetic acid (CH3)2CO acetone CH3COCl acetyl chloride C2H2 acetylene 74‐86‐2 HCCH acetylene C9H8O4 acetylsalicylic acid 50‐78‐2 H2C(CH)CN acrylonitrile C3H7NO2 Ala C3H7NO2 alanine 56‐41‐7 NaAlSi3O3 albite AlSb aluminium antimonide 25152‐52‐7 AlAs aluminium arsenide 22831‐42‐1 AlBO2 aluminium borate 61279‐70‐7 AlBO aluminium boron oxide 12041‐48‐4 AlBr3 aluminium bromide 7727‐15‐3 AlBr3•6H2O aluminium bromide hexahydrate 2149397 AlCl4Cs aluminium caesium tetrachloride 17992‐03‐9 AlCl3 aluminium chloride (anhydrous) 7446‐70‐0 AlCl3•6H2O aluminium chloride hexahydrate 7784‐13‐6 AlClO aluminium chloride oxide 13596‐11‐7 AlB2 aluminium diboride 12041‐50‐8 AlF2 aluminium difluoride 13569‐23‐8 AlF2O aluminium difluoride oxide 38344‐66‐0 AlB12 aluminium dodecaboride 12041‐54‐2 Al2F6 aluminium fluoride 17949‐86‐9 AlF3 aluminium fluoride 7784‐18‐1 Al(CHO2)3 aluminium formate 7360‐53‐4 1 of 75 Chemical Abstract Chemical Formula Chemical Name Service (CAS) Number Al(OH)3 aluminium hydroxide 21645‐51‐2 Al2I6 aluminium iodide 18898‐35‐6 AlI3 aluminium iodide 7784‐23‐8 AlBr aluminium monobromide 22359‐97‐3 AlCl aluminium monochloride -

Tables of Rate Constants for Gas Phase Chemical Reactions of Sulfur Compounds (1971-1980)
A 11 ID 2 1 M t> 3 5 7 All 1021 46357 Weslley, Francis/Tables of rate constant QC100 .U573 V72;1982 C.2 NBS-PUB-C 1982 NSRDS-NBS 72 U.S. DEPARTMENT OF COMMERCE / National Bureau of Standards NATIONAL BUREAU OF STANDARDS The National Bureau of Standards' was established by an act of Congress on March 3, 1901. The Bureau’s overall goal is to strengthen and advance the Nation’s science and technology and facilitate their effective application for public benefit. To this end, the Bureau conducts research and provides: (1) a basis for the Nation’s physical measurement system, (2) scientific and technological services for industry and government, (3) a technical basis for equity in trade, and (4) technical services to promote public safety. The Bureau’s technical work is per- formed by the National Measurement Laboratory, the National Engineering Laboratory, and the Institute for Computer Sciences and Technology. THE NATIONAL MEASUREMENT LABORATORY provides the national system of physical and chemical and materials measurement; coordinates the system with measurement systems of other nations and furnishes essential services leading to accurate and uniform physical and chemical measurement throughout the Nation’s scientific community, industry, and commerce; conducts materials research leading to improved methods of measurement, standards, and data on the properties of materials needed by industry, commerce, educational institutions, and Government; provides advisory and research services to other Government agencies; develops, produces, and -

The Cometary Zoo
Rosetta End of Mission The cometary zoo Deciphering the Rosetta stone The ultimate goal of Rosetta: Decipher the origin of the solar system, the Earth and life by studying a comet …..starting from the chemical composition Let each species tell its own tale Star forming region Interstellar medium Evolution of the material Protoplanetary nebula Starting conditions Chemistry Physical conditions (d, T, t) Evolution of life Solar system ROSETTA Zoo Deuterated species Comet 67 P/C-G Molecular clouds -4 -4 -2 D/H ~5.3 10 in H2O D/H ~ 8 10 – 10 in H2O D2O / HDO ~1 % 1.2 % • Water is inherited from the presolar cloud • The big variability of D/H in comets points to the fact that they were formed over a large region, that the comet families (Oort cloud, Kuiper belt, etc.) were not formed separately, but just have a dynamically different history • The Earth did not get the bulk of its water from comets ROSETTA Zoo Nitrogen Oxygen Hydrogenperoxyd Carbon monoxide Carbon dioxide The presence of highly volatile species tells us • That comets were never warm • That comets cannot have been part of a big object (heating by radioactivity) • That comets formed around 25 K (-250°C) • O2 is very puzzling, as it is very reactive. It is very well correlated to water and cannot be formed in the protosolar cloud. Therefore, it’s inherited as part of the water ice from the presolar cloud. ROSETTA Zoo Cyanogen (C2N2) HF Acetylene HCl HCN HBr Acetonitril P Formaldehyde Nitrogen Oxygen Hydrogenperoxyd Carbon monoxide Na, Si, K Carbon dioxide What’s the composition of a comet? Before Rosetta, we thought that…. -

Lecture 2. Main Air Pollutants and Its Transfornations File
Lesson 2 MAIN AIR POLLUTANTS AND TRANSFORMATIONS 2016 Estibaliz Sáez de Cámara Oleaga 2.1. Carbon monoxide 2.2. Sulfur dioxide 2.3. Oxides of nitrogen INDEX 2.4. Hydrocarbons 2.5. Atmospheric aerosol 2 OCW UPV/EHU 2016 AIR POLLUTION 2. MAIN AIR POLLUTANTS AND TRANSFORMATIONS 3 POLLUTANT is “any substance present in the air and likely to have harmful effects on human health and/or the environment as a whole” European Directive 2008/50/EC on ambient air quality and cleaner air for Europe The most common gaseous air pollutants are inorganic, mainly oxides of nitrogen (N 2O, NO and NO 2), oxides of sulfur (SO 2) and oxides of carbon (CO). Some other air pollutants of concern are hydrocarbons such as methane (CH 4), Volatile Organic Compounds (VOCs) and Particulate Matter (PM). 3 OCW UPV/EHU 2016 AIR POLLUTION 2. MAIN AIR POLLUTANTS AND TRANSFORMATIONS 4 2.1. CARBON MONOXIDE (CO) Characteristics CO is a colorless, odorless, inflammable and toxic gas . Lifetime ≈ 30 - 90 days Background concentration ≈ 0.2 - 50 ppm (hourly average) CO is one of the most abundant and widely distributed air pollutants. 4 Carbon monoxide by Yikrazul under Public Domain OCW UPV/EHU 2016 AIR POLLUTION 2. MAIN AIR POLLUTANTS AND TRANSFORMATIONS Sources and sinks of CO CO is produced by both natural and anthropogenic sources. Sources and sinks of CO in Tg CO·year - Global CO sources: 1 oxidation of CH 4 by ·OH sources radicals, biomass burning, Vegetation 60-160 wildfires and the oxidation Oceans 20 -200 of non-methanic Oxidation of CH 4 400-1000 hydrocarbons (NMHC). -

|H||||IIIHHHHHIIII USOO5227135A United States Patent (19) 11 Patent Number: 5,227,135 Godec Et Al
|H||||IIIHHHHHIIII USOO5227135A United States Patent (19) 11 Patent Number: 5,227,135 Godec et al. 45 Date of Patent: Jul. 13, 1993 (54) APPARATUS FOR SIMULTANEOUS Primary Examiner-James C. Housel MEASUREMENT OF SULFUR AND Assistant Examiner-Lyle A. Alexander NON-SULFUR CONTAINING COMPOUNDS Attorney, Agent, or Firm-Beaton & Swanson 75 Inventors: Richard Godec, Erie; Neil Johansen, 57 ABSTRACT Boulder; Donald H. Stedman, The present invention describes the process and appara Englewood, all of Colo. tus for the simultaneous measurement of sulfur-contain 73) Assignee: Sievers Research, Inc., Boulder, ing compounds and organic compounds with or with Colo. out sulfur in their structures. A detector cell is de scribed that allows simultaneous measurement of com (21) Appl. No.: 759,105 pounds that can be ionized in a flame and thereby cause (22 Filed: Sep. 6, 1991 the electrical conductivity of the flame to increase, and the selective measurement of sulfur-containing com Related U.S. Application Data pounds which simultaneously form sulfur monoxide. Sulfur monoxide, upon mixing with ozone, emits light 63 Continuation of Ser. No. 444,636, Dec. 1, 1989, aban from 240 to 450 nm. The intensity of the light can be doned, which is a continuation-in-part of Ser. No. measured and related to the concentration of sulfur in 275,980, Nov. 25, 1988. the sample, while changes in electrical conductivity of 51 Int. Cl. ............................................. G01N 25/22 the flame measured by imposing a voltage across the 52 U.S. Cl. ...................................... 422/98; 436/123; cell quantifies the organic compounds irrespective of 436/156; 436/159; 422/52 whether or not they contain sulfur. -

Thermodynamics of Some Simple Sulfur-Containing Molecules William H
Journal of Research of the National Bureau of Standards Vol. 49, No. 3, September 1952 Research Paper 2350 Thermodynamics of Some Simple Sulfur-Containing Molecules William H. Evans and Donald D. Wagman The thermodynamic functions (F°-H°o)/T} (H°-H°o)/T, S° (H°-H°o), and C° are calculated to high temperatures for gaseous sulfur (monatomic and diatomic), sulfur monoxide, sulfur dioxide, sulfur trioxide, and hydrogen sulfide from molecular and spectro- scopic data. Values of the heats of formation of the various atomic and molecular species are selected from published experimental data, and certain industrially important equilibria are calculated. 1. Introduction For monatomic sulfur gas the only other contri- bution is from the electronic excitation. The The calculation of the thermodynamic properties electronic functions were calculated by direct of a number of simple gaseous sulfur-containing summation of the energy levels, using term values molecules has been carried out as a part of the and multiplicities (table 1) from Moore [4] and Bureau's program on the compilation of tables of the conversion factor 1 cm~1=2.85851 cal/mole. Selected Values of Chemical Thermodynamic Prop- Only the five lowest levels are significant below erties. The data on a large number of inorganic 5,000°K. sulfur compounds had been critically evaluated by K. K. Kelley in 1936 [I].1 Since that date, sufficient TABLE 1. Spectroscopic energy levels for S (g) new information has been reported in the literature to warrant a reevaluation and recalculation of the Term designation Energy Multi- properties of gaseous monatomic and diatomic plicity sulfur, sulfur monoxide, sulfur dioxide, sulfur tri- 2 oxide, and hydrogen sulfide. -

Zeeman Effect in Sulfur Monoxide a Tool to Probe Magnetic fields in Star Forming Regions?
A&A 605, A20 (2017) Astronomy DOI: 10.1051/0004-6361/201730858 & c ESO 2017 Astrophysics Zeeman effect in sulfur monoxide A tool to probe magnetic fields in star forming regions? Gabriele Cazzoli1, Valerio Lattanzi1;2, Sonia Coriani3, Jürgen Gauss4, Claudio Codella5, Andrés Asensio Ramos6, José Cernicharo7, and Cristina Puzzarini1; 5 1 Dipartimento di Chimica “Giacomo Ciamician”, Università di Bologna, via Selmi 2, 40126 Bologna, Italy e-mail: [email protected] 2 Max-Planck-Institut für Extraterrestrische Physik, Giessenbachstraße 1, 85748 Garching, Germany 3 Department of Chemistry, Technical University of Denmark, Kemitorvet, Building 207, 2800 Kgs. Lyngby, Denmark 4 Institut für Physikalische Chemie, Universität Mainz, 55099 Mainz, Germany 5 INAF, Osservatorio Astonomico di Arcetri, Largo E. Fermi 5, 50125 Firenze, Italy 6 Grupo de Astrofísica Molecular, Instituto de CC. de Materiales de Madrid (ICMM-CSIC), Sor Juana Inés de la Cruz 3, Cantoblanco, 28049 Madrid, Spain 7 Instituto de Astrofísica de Canarias, 38205 La Laguna, Spain Received 23 March 2017 / Accepted 4 May 2017 ABSTRACT Context. Magnetic fields play a fundamental role in star formation processes and the best method to evaluate their intensity is to measure the Zeeman effect of atomic and molecular lines. However, a direct measurement of the Zeeman spectral pattern from interstellar molecular species is challenging due to the high sensitivity and high spectral resolution required. So far, the Zeeman effect has been detected unambiguously in star forming regions for very few non-masing species, such as OH and CN. Aims. We decided to investigate the suitability of sulfur monoxide (SO), which is one of the most abundant species in star forming regions, for probing the intensity of magnetic fields via the Zeeman effect. -

Sulfur Monoxide Dimer Chemistry As a Possible Source of Polysulfur in the Upper Atmosphere of Venus
Supplementary Information: Sulfur monoxide dimer chemistry as a possible source of polysulfur in the upper atmosphere of Venus Joseph P. Pinto1, Jiazheng Li2, Franklin P. Mills3,4, Emmanuel Marcq5, Daria Evdokimova5,6, Denis Belyaev6 and Yuk L. Yung2,7 1University of North Carolina at Chapel Hill, NC, USA 2Division of Geological and Planetary Science, California Institute of Technology, Pasadena, CA, USA 3Australian National University, Canberra, ACT, Australia 4Space Science Institute, Boulder, CO, USA 5LATMOS/CNRS/Sorbonne Université/UVSQ, France 6Space Research Institute of the Russian Academy of Sciences (IKI), Moscow, Russia 7Jet Propulsion Laboratory, California Institute of Technology, Pasadena, CA, USA Corresponding author: Jiazheng Li ([email protected]) Supplementary Table 1. Reactions involving the SO dimer in the photochemical model. Reactions Photolysis Rate, J References Rate Coefficients, k* -31 -11 1. SO + SO + M → c-(SO)2 + M k = 2.15×10 ; 1.00×10 a -31 -11 2. SO + SO + M → t-(SO)2 + M k = 2.15×10 ; 1.00×10 a -33 -11 3. SO + SO + M → r-(SO)2 + M k = 8.80×10 ; 1.00×10 a -2 4. c-(SO)2 + h → SO + SO J = 9.30×10 a -3 5. c-(SO)2 + h → S2 + O2 J = 9.30×10 a -2 6. t-(SO)2 + h → SO + SO J = 9.30×10 a -1 7. r-(SO)2 + h → S + SO2 J = 1.20×10 a -14 8. O + c-(SO)2 → S2O + O2 k = 3.00×10 a -15 9. O + c-(SO)2 → SO + SO2 k = 3.00×10 a -14 10. -

Chief Examiner's Report
CCEA GCE - Chemistry (January Series) 2014 Chief Examiner’s Report Foreword This booklet outlines the performance of candidates in all aspects of CCEA’s General Certificate of Education (GCE) in Chemistry for this series. CCEA hopes that the Chief Examiner’s and/or Principal Moderator’s report(s) will be viewed as a helpful and constructive medium to further support teachers and the learning process. This booklet forms part of the suite of support materials for the specification. Further materials are available from the specification’s microsite on our website at www.ccea.org.uk Contents Assessment Unit AS 1: Basic Concepts in Physical and Inorganic 3 Chemistry Assessment Unit AS 2: Further Physical and Inorganic 8 Chemistry and Introduction to Organic Chemistry Assessment Unit A2 1: Periodic Trends and Further Organic, 13 Physical and Inorganic Chemistry Contact details 15 CCEA GCE Chemistry (January Series) 2014 GCE CHEMISTRY Chief Examiner’s Report Assessment Unit AS 1 Basic Concepts in Physical and Inorganic Chemistry Q11 It might have been imagined that this question would have proved to be relatively easy for candidates and it was but there was a significant minority who made mistakes. The errors were made with the ionic/covalent nature of the silver halides when it was said that silver bromide and iodide were covalent. In very few cases all the silver halides were said to be covalent. Less frequent was to obtain an incorrect solubility for silver bromide or silver iodide. Q12 (a) The oxidation numbers of the elements were not well deduced compared to previous examinations. -

Sulfur Chemiluminescence Analyzers Laboratory Process
Sulfur Chemiluminescence Laboratory Analyzers Process Galvanic Applied Sulfur Chemiluminescence Sciences Inc. Applications is a company that Galvanic Applied Sciences manufactures a complete line of “state of the art” analyzers for lab and process applications which employ sulfur chemiluminescence technology to provides solutions detect sulfur in a wide variety of hydrocarbon samples. These analyzers measure total sulfur in liquids and sulfur components via gas chromatography in vapor samples. through innovative Some chemiluminescence applications: equipment and design. • Refined petroleum liquid products • LPG and LNG products We are committed • Pipeline natural gas and odorization systems • Refinery and plant fuel gas to customers’ satisfaction • Gasoline and diesel and full field service. • Carbon dioxide monitoring for beverages • Ethylene and propylene The 840 series of Chemiluminescence analyzers are second Principle of Operation Sulfur chemiluminescence is a two stage detection method in which the sample is generation systems reduced in air and hydrogen under vacuum to generate sulfur monoxide. The sulfur monoxide is then carried to a reaction chamber where it reacts with ozone to generate designed to meet the sulfur dioxide and light. The light generated is measured by a photomultiplier tube, and this signal is linearly proportional to the quantity of sulfur in the sample. increasing demands for H In 2 Reaction Sample In low level measurement in Furnace Air In processes and Signal Out Sulfur laboratories. The four O3 Generator Chemiluminescent Detector models offer sulfur Sample Vent measurement solutions ➜ Furnace: R–S + O2 SO2 + H2 + other products of combustion Vacuum ➜ SO2 + H2 SO + H2O with the Pump ➜ Reaction Cell: SO + O3 SO2* + O2 SO * ➜ SO + UV light latest technology.