Lessons Learned from Existing Biomass Power Plants February 2000 • NREL/SR-570-26946
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
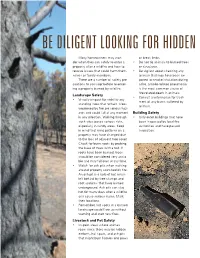
Be Diligent Looking for Hidden Dangers on Property Following Fire
BE DILIGENT LOOKING FOR HIDDEN Many homeowners may won- or break limbs. der when they can safely re-enter a • Do not tie animals to burned trees property after a wildfire and how to or structures. resolve issues that could harm them- • Be vigilant about checking any selves or family members. animals that may have been ex- There are a number of safety pre- posed to smoke inhalation during cautions to consider before re-enter- a fire. Smoke-related pneumonia ing a property burned by wildfire. is the most common cause of fire-related death in animals. Landscape Safety • Consult a veterinarian for treat- • Visually inspect for stability any ment of any burns suffered by standing trees that remain. Trees animals. weakened by fire are serious haz- ards and could fall at any moment Building Safety in any direction. Walking through • Only enter buildings that have such sites poses serious risks, been inspected by local fire especially in windy areas. Keep authorities and have passed in mind that wind patterns on a inspection. property may have changed due to the loss of adjacent tree cover. Check for burnt roots by probing the base of trees with a rod. If roots have been burned, trees should be considered very unsta- ble and may fall over at any time. • Watch for ash pits when walking around property scorched by fire. An ash pit is a hole of hot ashes left behind by tree stumps and root systems that have burned underground. Ash pits can stay hot for many days after a wildfire and cause serious burns. -

Alaska Interagency Coordination Center Situation Report Saturday
Preparedness Alaska Interagency Coordination 2010 Fires on this day- 455 for 726,822 acres Level 2 6/25 Time report posted 0700 Center Situation Report Saturday - 06/25/2011 Wildland Fires New Out Active Npr YTD Fires YTD Acres Alaska Fire Service (AFS) 2 0 16 0 69 117,512.7 GAD (Galena Zone) 1 0 3 0 18 44,630.2 MIL (Military) 0 0 3 0 25 969.2 TAD (Tanana Zone) 0 0 5 0 8 61,022.2 UYD (Upper Yukon Zone) 1 0 5 0 18 10,891.1 State of Alaska (DOF) 0 1 15 0 257 144,685.9 CRS (Copper River) 0 0 1 0 12 1,236.4 DAS (Delta) 0 0 1 0 25 54,418.1 FAS (Fairbanks) 0 0 11 0 69 50,426.7 HNS (Haines) 0 0 0 0 1 0.1 KKS (Kenai) 0 0 0 0 47 22.4 MSS (AnchorageMatSu Area) 0 1 1 0 90 50.3 SWS (Southwest) 0 0 1 0 4 38,520.9 TAS (Tok) 0 0 0 0 9 11.0 Forest Service (USFS) 0 0 0 0 10 2.5 CGF (Chugach) 0 0 0 0 4 0.4 TNF (Tongass) 0 0 0 0 6 2.1 Statewide Totals 2 1 31 0 336 262,201.1 Active Wildfires: Protection Summary: CRI FUL MOD LIM UNPL TOTAL AFS Protection: 0 2 2 12 0 16 DOF Protection: 2 5 0 8 0 15 USFS Protection: 0 0 0 0 0 0 Protection Totals: 2 7 2 20 0 31 Status Summary: Staffed Unstaffed Contained (S/C) Uncontained (S/U) Contained (U/C) Uncontained (U/U) AFS Protection: 0 3 2 11 DOF Protection: 0 1 4 10 USFS Protection: 0 0 0 0 Status Totals: 0 4 6 21 Fuels Management Fires Ytd Fires Ytd Acres New Active Acres on 6/24 FWS (US Fish & Wildlife) 1 20.0 0 4 Military 11 8,476.5 New - AFS F5LS Lat: 64:49:03 Status: S/U Acres: 2.0 Option: MODIFIED Lon: 157:51:11 Personnel: 8 Start Date: 6/24/11 Area: GAD PDF5LS Legal: 8S 5E 09 K Out Date: Owner: STA # 375 Name: Patsy Slough Cause: Lightning Admin: L&W Narrative: Flight Service notified dispatch of this fire near Koyukuk. -

Operation of Hand-Fired Anthracite Stoves
OPERATION OF HAND-FIRED ANTHRACITE STOVES BLASCHAK COAL CORPORATION JACK STAUFFENBERG SALES MANAGER 800-553-3117 Step One: Take about eight sheets of newspaper, crumble into balls and place on top of grates. Step Two: Next, lay fine kindling on top of paper. This kindling must be dry and no larger than ¾” in diameter. Layer the kindling in a criss-cross fashion to allow good air flow. Step Three: Open the draft control fully and light the paper just inside the door. Now, close the loading door and allow the kindling to catch fire. After a few minutes, open the loading door an inch or two for a few seconds before opening completely. This method will allow smoke to clear away from the door before the loading door is completely opened. Step Four: Add small, compact pieces of hardwood when the kindling is burning hot. Keep the draft controls fully open to establish a hot fire quickly. The ash door also may be opened during start-up to accelerate the initial burn. Step Five: When a substantial bed of red wood coals is built up, start adding coal (pea or nut is preferred over stove when starting) small amounts at a time. Keep the draft control open. Step Six: Continue adding small amounts of coal until there is a solid bed of burning coal. Do not add too much at one time. Allow sufficient time between each small loading (at least 5 – 10 minutes), so that each loading has time to ignite thoroughly before the next load is put in. -

2019 Wildland Fire Season
Pacific Northwest Fire and Aviation Management 2019 WILDLAND FIRE SEASON A cooperative effort between the Forest Service, U.S. Department of Agriculture and the Bureau of Land Management, U.S. Department of the Interior 1 The 204 Cow Fire, ignited by lightning in August 2019 on the Malheur National Forest, was managed to reduce fuel build-up and restore forest health in an area dominated by beetle- killed trees that had not seen fire in 30 years. Photo Credit: Michael Haas Cover: The lightning-caused Granite Gulch Fire, which started in July 2019, burned in a remote part of the Eagle Cap Wilderness within the Wallowa- Whitman National Forest and was successfully managed to restore ecosystem resiliency. USFS Photo 2 A Season of Extremes: Opportunities in Oregon and Washington, Challenges in Alaska The 2019 fire season was short and inexpensive compared to past years in Oregon and Washington. Resources were on board and ready for an active fire year. Yet, the level of fire activity and resource commitment remained well below what has been experienced in recent years. Recurrent precipitation kept most of the geographic area at or below average levels of fuels dryness. The fuel moisture retention helped minimize severe wildfire activity and enabled firefighters to quickly contain hundreds of fires during initial attack. In Alaska, the situation was very different. Fire conditions warranted the highest preparedness level for an extended period of time. Resources from Oregon and Washington were sent to assist with a long and challenging season. While Alaska focused on wildfire suppression, Oregon and Washington seized opportunities to promote resilient landscapes through proactive fire management when conditions allowed. -
2019 Incident Review Summary “No One Ever Made a Decision Because of a Number
Wildland Fire Lessons Learned Center 2019 Incident Review Summary “No one ever made a decision because of a number . They need a story.” Daniel Kahneman Psychologist and professor known for his work on the psychology of judgment and decision-making. Contents 1. Introduction……………………………..…………………………. 2 2. Fatalities……..………….………….……….….…………………… 3 3. Stop the Bleed……….…………………………………………….. 4 4. Horizontal Hazards…….………….…….………………………. 5 5. Wheels Up………..…………………………………………………. 6 6. Entrapments……...........………………………………………… 7 7. The Point Is . ……………………………………………………. 8 8. Ash Pit Burn Injuries……………………………………………..10 1. Introduction The information in this report comes from wildland fire incidents—from various agencies—submitted to and gathered by the Wildland Fire Lessons Learned Center (LLC) in 2019. The primary source of data is accident reports (FLA, RLS, SAI, etc.). Most of these reports have been posted to the LCC’s Incident Reviews Database. SAFENETs and other data sources have been included when no actual report could be located. This year we collected information on 95 incidents. We have combed through these reports and extracted specific lessons and compiled a few numbers. Use this information to inform your future operations. Turn these lessons into learning. Throughout this report, this Action Icon identifies training curriculum related to the topic. If you are an instructor, you will need to look at each exercise ahead of time to pull up videos or to print reading material. 2 2. Fatalities In 2019 there were nine wildland fire-related fatalities reported, ten fewer than 2018. There were no multiple-fatality events. Fort Jackson Prescribed Fire Fatality Occurred on a prescribed fire during ATV firing operations. Spring Coulee Fire Entrapment Fatality Entrapment, severe burn injuries. -

Effects of Intermittent Generation on the Economics and Operation Of
Effects of Intermittent Generation on the Economics and Operation of Prospective Baseload Power Plants by Jordan Taylor Kearns B.S. Physics-Engineering, Washington & Lee University (2014) B.A. Politics, Washington & Lee University (2014) Submitted to the Institute for Data, Systems, & Society and the Department of Nuclear Science & Engineering in partial fulfillment of the requirements for the degrees of Master of Science in Technology & Policy and Master of Science in Nuclear Science & Engineering at the MASSACHUSETTS INSTITUTE OF TECHNOLOGY September 2017 c Massachusetts Institute of Technology 2017. All rights reserved. Author.................................................................................. Institute for Data, Systems, & Society Department of Nuclear Science & Engineering August 25, 2017 Certified by.............................................................................. Howard Herzog Senior Research Engineer, MIT Energy Initiative Executive Director, Carbon Capture, Utilization, and Storage Center Certified by.............................................................................. R. Scott Kemp Associate Professor of Nuclear Science & Engineering Director, MIT Laboratory for Nuclear Security & Policy Certified by.............................................................................. Sergey Paltsev Senior Research Scientist, MIT Energy Initiative Deputy Director, MIT Joint Program Accepted by............................................................................. Munther Dahleh William A. Coolidge -
Implementation of Bio-CCS in Biofuels Production IEA Bioenergy Task 33 Special Report
Implementation of bio-CCS in biofuels production IEA Bioenergy Task 33 special report IEA Bioenergy Task 33: 07 2018 Implementation of bio-CCS in biofuels production IEA Bioenergy Task 33 special project Authors: G. del Álamo (SINTEF Energy Research) J. Sandquist (SINTEF Energy Research) B.J. Vreugdenhil (ECN part of TNO) G. Aranda Almansa (ECN part of TNO) M. Carbo (ECN part of TNO) Front cover: STEPWISE unit for CO2 capture in Luleå (Sweden). The STEPWISE project that has received funding from the European Union’s Horizon 2020 research and innovation programme (grant agreement No. 640769). Picture courtesy of E. van Dijk (ECN, part of TNO). Copyright © 2015 IEA Bioenergy. All rights Reserved ISBN 978-1-910154-44-1 Published by IEA Bioenergy IEA Bioenergy, also known as the Technology Collaboration Programme (TCP) for a Programme of Research, Development and Demonstration on Bioenergy, functions within a Framework created by the International Energy Agency (IEA). Views, findings and publications of IEA Bioenergy do not necessarily represent the views or policies of the IEA Secretariat or of its individual Member countries. Abstract In combination with other climate change mitigation options (renewable energy and energy efficiency), the implementation of CCS will be necessary to reach climate targets. If CCS is applied in with bioenergy processes (bio-CCS schemes), negative CO2 emissions can be potentially achieved. This study aims to provide an initial overview of the potential of biomass and waste gasification to contribute to carbon capture and sequestration (CCS) through the assessment of two example scenarios. The selected study cases (600 MWth thermal input) represent two different routes to biofuels production via gasification which cover a relevant range of gasification technologies, biofuel products and CCS infrastructure conditions: • Case 1: production of Fischer-Tropsch syncrude from high-temperature, entrained-flow gasification in Norway. -

Building Collaboration Between East African Nations Via Transmission Interconnectors Eng
Building Collaboration Between East African Nations via Transmission Interconnectors Eng. Christian M.A. Msyani Ag. DEPUTY MANAGING DIRECTOR TRANSMISSION - TANESCO CONTENTS 1. TANESCO - Existing Power System Overview 2. Challenges 3. Transmission Projects on Expansion, Refurbishment And Maintenance. 4. Transmission Interconnectors Enabling Regional Power Trade 5. Solution to Grid System Losses 1.TANESCO – Transmission System Overview Quick Facts (By June 2015) . Customer Base 1,501,162 . Access To Electricity 38% . Connectivity: 28.7% . Electricity Consumption : 101 kWh/Person TANESCO - vertically integrated utility 100% owned by Government Generation Main Grid Installed Capacity Quick Facts: 1250MW 14.0% Grid System Peak 5.7% Load = 934.62MW 45% (Dec 2014) 15.1% Isolated Min-grids 20.2% Installed Capacity = 73.77MW Import = 13MW HYDRO-TANESCO GAS-TANESCO Annual Energy GAS-IPP LIQUID FUEL-TANESCO Demand (2014): LIQUID FUEL-IPPs/EEP 6,028.97GWh Transmission Transmission Voltage Level S/N Total Asset Name 220kv 132kv 66kv Transmission 4,905. 1 Line Route 1,593.5 580.0 2,732.4 9 Length (km) Circuit Segments 2 20 23 8 51 (Nos.) 3 Transmission Losses (%) 6.12 Number Of Grid With Total 2,985 4 41 Substations Capacity MVA 5 Optical Fiber Network Route Length (km) 2,025 Distribution System . 15,165 km of 33kV and 5,687 km of 11kV Lines . 40,822 km of LV ( 400V And 230V Lines). 12,340 Distribution Transformers . Distribution Losses: 11% 2. CHALLENGES S/N Challenge Mitigation 1. High Energy Losses Execution Of New Projects Due To Overloaded On Distributed Generation And Aging (Natural Gas, Coal And Renewables), Transmission Transmission And And Distribution. -

Attention Kenai Peninsula Hunters: Avoid Active Wildfire Areas
For Immediate Release Attention Kenai Peninsula Hunters: Avoid Active Wildfire Areas As firefighters work on blazes, hunters are urged to check fire information and adjust plans if necessary August 29, 2019 (Soldotna) – With hunting seasons already open and more opening soon on the Kenai Peninsula, the Alaska Department of Fish & Game is encouraging hunters to be aware of fire conditions in the Swan Lake fire area (Unit 15A) and the Caribou Lake fire area (Unit 15C). ADF&G has not issued any emergency orders closing hunting opportunities on the Kenai Peninsula; however, hunters in Unit 15A should be aware of emergency area land closure orders from the U.S. Fish and Wildlife Service and U.S. Forest Service for portions of the Kenai National Wildlife Refuge and the Chugach National Forest- Seward Ranger District, along with potential highway closures or long delays which may impact travel to other areas of the Kenai Peninsula. There are no land closures in Unit 15C associated with the Caribou Lake fire, but hunters should give fire crews plenty of space. In addition to concerns that firefighting crews could be working close to hunters seeking moose and other big game, hunters may face logistical challenges in the form of road closures due to fire activity, poor visibility or air quality from smoke, downed trees, or getting caught in the paths of rapidly moving fires. In areas that have already burned, ash pits can form and stay hot under the surface where trees have burned down to the roots and may be hard to see. Stepping into an ash pit can cause serious burns. -
Supporting Electricity Sector Reform in Libya
FINAL REPORT (ISSUE 07A) Public Disclosure Authorized Supporting electricity sector reform in Libya TASK C: Institutional Development and Performance Improvement of GECOL Public Disclosure Authorized Report 4.2: IMPROVING GECOL TECHNICAL PERFORMANCE Public Disclosure Authorized Public Disclosure Authorized 14/12/2017 TASK C – REPORT 4.2: IMPROVING GECOL TECHNICAL PERFORMANCE Contents 1 Executive Summary ................................................................................................... 5 1.1 Generation .................................................................................................................. 7 1.2 Transmission .............................................................................................................. 12 1.3 Control ....................................................................................................................... 14 1.4 Medium Voltage ........................................................................................................ 16 1.5 Distribution ................................................................................................................ 17 2 Introduction ............................................................................................................ 19 3 Generation .............................................................................................................. 24 3.1 Current status ............................................................................................................ 24 3.1.1 Overview -

Analysis of Regulation and Economic Incentives of the Hybrid CSP HYSOL
Downloaded from orbit.dtu.dk on: Oct 05, 2021 Analysis of regulation and economic incentives of the hybrid CSP HYSOL Baldini, Mattia; Pérez, Cristian Hernán Cabrera Publication date: 2016 Link back to DTU Orbit Citation (APA): Baldini, M., & Pérez, C. H. C. (2016). Analysis of regulation and economic incentives of the hybrid CSP HYSOL. General rights Copyright and moral rights for the publications made accessible in the public portal are retained by the authors and/or other copyright owners and it is a condition of accessing publications that users recognise and abide by the legal requirements associated with these rights. Users may download and print one copy of any publication from the public portal for the purpose of private study or research. You may not further distribute the material or use it for any profit-making activity or commercial gain You may freely distribute the URL identifying the publication in the public portal If you believe that this document breaches copyright please contact us providing details, and we will remove access to the work immediately and investigate your claim. Analysis of regulation and economic incentives Deliverable nº: 6.4 July 2016 EC-GA nº: 308912 Project full title: Innovative Configuration for a Fully Renewable Hybrid CSP Plant WP: 6 Responsible partner: DTU-ME Authors: Mattia Baldini and Cristian Cabrera Dissemination level: Public D.6.4: Analysis of regulation and economic incentives Table of contents ACKNOWLEDGMENTS ........................................................................................................... -

Turbine Subsystems Include
What is wind energy? In reality, wind energy is a converted form of solar energy. The sun's radiation heats different parts of the earth at different rates-most notably during the day and night, but also when different surfaces (for example, water and land) absorb or reflect at different rates. This in turn causes portions of the atmosphere to warm differently. Hot air rises, reducing the atmospheric pressure at the earth's surface, and cooler air is drawn in to replace it. The result is wind. Air has mass, and when it is in motion, it contains the energy of that motion("kinetic energy"). Some portion of that energy can converted into other forms mechanical force or electricity that we can use to perform work. What is a wind turbine and how does it work? A wind energy system transforms the kinetic energy of the wind into mechanical or electrical energy that can be harnessed for practical use. Mechanical energy is most commonly used for pumping water in rural or remote locations- the "farm windmill" still seen in many rural areas of the U.S. is a mechanical wind pumper - but it can also be used for many other purposes (grinding grain, sawing, pushing a sailboat, etc.). Wind electric turbines generate electricity for homes and businesses and for sale to utilities. There are two basic designs of wind electric turbines: vertical-axis, or "egg-beater" style, and horizontal-axis (propeller-style) machines. Horizontal-axis wind turbines are most common today, constituting nearly all of the "utility-scale" (100 kilowatts, kW, capacity and larger) turbines in the global market.