Wood Veneer: Log Selection, Cutting, and Drying
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Sheet Products Sheet
SHEET PRODUCTS SHEET HAWAII: 2312 Kamehameha Hwy #E3 Tel: 808 833 1600 PAGE 1 2.13 Honolulu, HI 96819 Fax: 808 834 0577 ARCHITECTURAL WOODS LP HARDWOOD PLYWOOD HARDWOOD PLYWOOD CORE TYPES The hardwood plywood family of products VENEER CORE includes panel products constructed with All inner plies of wood core material made from: veneer (softwood veneer. SHEET or hardwood, which may be of a different Thickness: species than the panel face), lumber, medium 5/16” or less .......... 3-PLY density fiberboard (MDF), particleboard, other 3/8” ........................ 5-PLY composite panels, or any combination of these 1/2” TO 5/8” ........... 7-PLY 3/4” & Over ............ 7-PLY Min core materials. Panels made with the various core types may differ from one another with Benefit: respect to certain properties such as flatness, Best screwhold power dimensional stability, screwholding ability, bending strength, and visual edge quality. The relative importance of specific properties COMPOSITE CORE in a particular application of the product Consists of wood veneer help determine the appropriate core type inner plies with that should be used. Be sure to discuss your MDF or MPX. product needs with your AWI representative so that they can suggest an appropriate panel for Thickness: 1/2” to 3/4” your particular use. Benefit: SOFTWOOD VENEER cores are light and strong Lightweight. Strong. No core but do not typically yield a panel as flat and telegraphing. Ideal for smooth as composite cores like particleboard overlaying of veneers, high pressure laminates and or MDF. Using a two step, or “blank” process miscellaneus gluable papers can significantly improve veneer core panels’ and foils. -

Tectona Grandis Teak
Tectona grandis Teak Family: Verbenaceae Other Common Names: Kyun (Burma), Teck (French). Teca (Spanish). Distribution: Native to India, Burma, Thailand, Indochina, including Indonesia, particularly Java. Extensively cultivated in plantations within its natural range as well as in tropical areas of Africa and Latin America. The Tree On favorable sites, may reach 130 to 150 ft in height with clear boles to 80 to 90 ft; trunk diameters usually 3 to 5 ft; older trees fluted and buttressed. The Wood General Characteristics: Heartwood dark golden yellow, turning a dark brown with exposure, often very variable in color when freshly machined showing blotches and streaks of various shades; sapwood pale yellowish, sharply demarcated. Grain straight, sometimes wavy; texture coarse, uneven (ring porous); dull with an oily feel; scented when freshly cut. Dust may cause skin irritations. Silica content variable, up to 1.4% is reported. Weight: Basic specific gravity (ovendry weight/green volume) 0.55; air-dry density 40 pcf. Mechanical Properties: (First set of data based on the 2-cm standard; second and third sets on the 2-in. standard; third set plantation-grown in Honduras.) Moisture content Bending strength Modulus of elasticity Maximum crushing strength Psi 1,000 psi Psi Green (/7) 12,200 1,280 6.210 11% 15,400 1.450 8.760 Green (38) 10.770 1.570 5.470 14% 12,300 1.710 6.830 Green (81) 9.940 1.350 4.780 13% 13.310 1,390 6.770 Janka side hardness 1,000 to 1,155 lb for dry material. Forest Products Laboratory toughness 116 in.-lb average for green and dry wood (5/8-in. -

Rosamunde Pilcher and Englishness
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by OTHES Diplomarbeit Titel der Diplomarbeit Rosamunde Pilcher and Englishness Verfasserin Helena Schuhmacher Angestrebter akademischer Grad Magistra der Philosophie (Mag. Phil.) Wien, im Dezember 2010 Studienkennzahl lt. Studienblatt A 190 344 353 Studienrichtung lt. Studienblatt UF Englisch (und UF Spanisch) Betreuerin ao. Univ. Prof. Dr. Monika Seidl I would like to seize the opportunity to express my warmest thanks to all those people who have encouraged me or lent me an ear in the course of my studies. I would like to thank my parents who have always let me decide on my own and who have made it possible for me to take up and complete my university studies. Furthermore, my warmest thanks are reserved for Prof. Seidl, without whom I would have not arrived at the idea of writing the current thesis. Moreover, I would like to thank her for all her words of advice and encouragement. Table of Contents 1. Introduction ................................................................................................................... 1 2. Theoretical Framework ........................................................................................... 3 2. 1. Nation as an imagined community ...................................................................... 3 2. 2. Collective memory and nostalgia in the heritage film ..................................... 8 2. 3. Englishness ............................................................................................................18 -

Wood Products Brochure
Decoustics® Wood Project: Bank of America Architect: Gensler Location: New York, USA Product: Quadrillo® Decoustics Wood Ceiling and Wall Systems Enhancing any space with the natural beauty of wood has never been easier with Decoustics’ line of premium acoustical wood ceiling and wall products. From the premium Quadrillo® panels to the simple lines of Linear Wood and Grille, Decoustics has a solution for any room situation. Architects and designers rely on Decoustics’ ability to manufacture products which meet the highest of standards, ensuring that their designs match their visions. Environmental Commitment By using natural wood veneers with a Medium Density no-added formaldehyde (MDF) core instead of solid wood, Decoustics provides more sustainable product with better dimensional stability. Decoustics uses low VOC emitting cores and lacquers for improved indoor air quality. Decoustics is Green Circle Certified and is Forest Stewardship Council® (FSC®) certified by the Rainforest Alliance. Decoustics is Forest LUTION SO LE ® B A Stewardship Council N I A ® T S (FSC ) certified by the U S T A N Rainforest Alliance. E T N O C ® D LE RECYC Project: Summit Partners Architect: Gensler Location: Massachusetts, USA Photo by Neil Alexander© Product: Quadrillo® (Painted White) 2 Project: Eaton Corporation Headquarters Architect: Pickard Chilton Architects, Inc. Location: Ohio, USA Product: ForiTM Perforated Wood Panels Quadrillo® A sandwich panel with an absorptive acoustical core within an engineered composite wood frame. Two cross-directional layers of v-grooved veneer make the panels highly absorptive with minimal visual perforation. Solo-M A grooved panel with a composite wood core. ForiTM Acoustical perforated wood panels with perforations 1/16" (1.6mm) and spaced 5/6" (8mm) apart. -

Endemic Philippine Teak (Tectona Philippinensis Benth. & Hook
RESEARCH ARTICLES Endemic Philippine teak (Tectona philippinensis Benth. & Hook. f.) and associated flora in the coastal landscapes of Verde Island Passage, Luzon Island, Philippines Anacleto M. Caringal1,2, Inocencio E. Buot, Jr2,3,4,* and Elaine Loreen C. Villanueva3 1Batangas State University–Lobo, Lobo, Batangas, Philippines 2School of Environmental Science and Management, University of the Philippines Los Baños, Laguna, Philippines 3Institute of Biological Sciences, College of Arts and Sciences, University of the Philippines Los Baños, Laguna, Philippines 4Faculty of Management and Development Studies, University of the Philippines Open University, Los Baños, Laguna, Philippines deciduous forests, pines, lower and upper montane forests The Philippine teak forest (PTF) is a formation with the Endangered Tectona philippinensis Benth. & Hook. and sub-alpine) based on the dominant floristic elements f., Lamiaceae – an endemic tree flora in the Batangas have been the focus of ecological classification since Province along the Verde Island Passage, Luzon 1900s (refs 13–16). The Philippine teak forest (PTF), Island, Philippines. In this study, we determine the however, has not yet been included in these national general floristic composition of PTF. Vegetation anal- classifications. ysis across coastal to inland continuum generated the The forest with endemic Tectona philippinensis Benth. data for general floristic richness, growth structure & Hook. f., (APG: Lamiaceae) has long been considered and diversity indices. A total of 128 species under 111 as one of the most important areas of floristic genera in 48 families was recorded with overall plant richness10,17,18. Until the present study, however, PTF diversity of very low to moderate (Shannon–Wiener: remains to be classified among the major forest ecotypes 0.8675–2.681). -

Bioresources.Com
PEER-REVIEWED ARTICLE bioresources.com EVALUATION AND IDENTIFICATION OF WALNUT HEARTWOOD EXTRACTIVES FOR PROTECTION OF POPLAR WOOD Seyyed Khalil Hosseini Hashemi a,* and Ahmad Jahan Latibari a Walnut (Juglans regia L.) heartwood extractives were identified and their potential for protection of poplar wood was evaluated. Test specimens were prepared from poplar wood (Populus nigra L.) to meet BS 838:1961 requirements. Samples were impregnated with heartwood extractive solution (1.5, 2.5, and 3.5% w/w in ethanol-toluene), followed by 5 hours vacuum desiccator technique to reach complete saturation. Impregnated specimens were exposed to white-rot fungus (Trametes versicolor) for 14 weeks according to BS 838:1961 applying the kolle- flask method. The weight loss of samples was determined after exposure to white-rot fungus. The highest weight loss (36.96%) was observed for untreated control samples and the lowest weight loss (30.40%) was measured in samples treated with 1.5% extractives solution. The analyses of the extracts using GC/MS indicated that major constituents are benzoic acid,3,4,5-tri(hydroxyl) and gallic acid (44.57 %). The two toxic components in the heartwood are juglone (5.15 %) and 2,7- dimethylphenantheren (5.81 %). Keywords: Walnut heart wood extractives; Trametes versicolor; Weight loss; Gallic acid; Juglone; 2,7- dimethylphenantheren Contact information; a: Agriculture Research Center, Islamic Azad University, Karaj Branch, P. O. Box 331485-313, Karaj, Iran. * Corresponding author: [email protected] INTRODUCTION One of the promising strategies to slow down the decay and deterioration of wood structure is to rely upon durable wood species. -

Full Catalog
Full Catalog 2966 Trask Parkway Beaufort, South Carolina 29906 843-846-4648 [email protected] www.greenlineforest.com Architectural Plywood Greenline Industries, a world class manufac- turer of high quality custom wood veneer panels located in Beaufort SC, services a wide range of customers, both large and small, in the Architectural Millwork, Store Fixture, Healthcare/Laboratory, Office and Residential Furniture, Hospitality, Contract Furniture and Kitchen and Bath Industry segments. By offering both high end natural veneers, selected and composed to meet each projects expectations, or utilizing the latest colors and patterns of Ipir Engineered Wood Veneers, Greenline Industries will exceed your specifications and bring the “WOW” factor to your projects. Incorporating state of the art manufacturing techniques and equipment, operated by a highly skilled production team, Greenline Industries is able to meet your quantity and time-line commitments. We specialize in large and small panel runs and offer substrates to meet today’s industry and environmental specifications. Particle Board CARB II compliant Particle Board FSC®/NAUF Particle Board Fire Rated Particle Board FSC®/NAUF/Fire Rated Particle Board Medium Density Fiber Board CARB II compliant MDF FSC®/NAUF MDF Fire Rated MDF Moisture Resistant MDF FSC®/NAUF/Fire Rated MDF Flex-Core MDF Exterior Grade MDF Light Weight MDF Veneer Core Platforms CARB II compliant Platforms FSC®/NAUF Platforms Baltic Birch Platforms Ultra Core Platforms (Veneer core with MDF cross-bands) Phenolic Glue-line Platforms Our customers rely on Greenline Industries to exceed their expectations and These are some of our many delivery needs at competitive pricing. By offering a wide selection of both customer’s work and where our natural and engineered veneers, with cores to meet every industry specifica- products are applied. -
Beginner Project Whittled Peg Rack
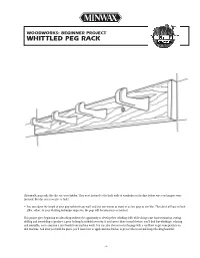
WOODWORKS: BEGINNER PROJECT WHITTLED PEG RACK Historically, peg racks like this one were hidden. They were fastened to the back walls of wardrobes in the days before wire coat hangers were invented. But this one’s too nice to hide! • You can adjust the length of your peg rack to fit any wall, and you can mount as many or as few pegs as you like. They don’t all have to look alike, either. As your whittling technique improves, the pegs will become more consistent. This project gives beginning woodworking students the opportunity to develop their whittling skills while doing some basic measuring, cutting, drilling and assembling to produce a great-looking household necessity. If you haven’t done it much before, you’ll find that whittling is relaxing and enjoyable, not to mention a nice break from machine work. You can also choose to cut the pegs with a scrollsaw to get some practice on that machine. And after you build the piece, you’ll learn how to apply and use finishes to protect the wood and keep it looking beautiful. –1– CONTINUED - WOODWORKS: BEGINNER PROJECT WHITTLED PEG RACK TOOLS REQUIRED Hand Tools Power Tools Miscellaneous – Fine (000) steel wool – Whittling knife – Drill or drill press with – Pencil (for Polyshades®) – Block plane 1/2" drill bit – Safety glasses – Respirator – Table saw – Carpenter’s glue – Gloves for finishing – Scrollsaw, stationary belt – Sandpaper – Mineral spirits and drum sanders (for – Clean, lint-free cloths – Water-filled metal container machine-made pegs) – Small square with tight-fitting lid – Woodcarver’s glove – Minwax® Wood Finish™ – Leather thumb guard Stain Brush SHOPPING LIST CUTTING LIST 1x4 pine or other softwood (whittled pegs) or oak or other Key Pcs. -

Architectural Woodwork Standards, 2Nd Edition
Architectural Woodwork Standards WALL/CEILING SURFACING & PARTITIONS 8S E C T I O N SECTION 8 Wall/Ceiling Surfacing and Partitions table of contents INTRODUCTORY INFORMATION COMPLIANCE REQUIREMENTS Guide Specifications ...........................................................................194 GENERAL Introduction .........................................................................................195 Basic Considerations ....................................................................212 Wall and Ceiling Surfacing ..................................................................195 Grades .....................................................................................212 Opaque .........................................................................................195 Economy ...........................................................................212 Transparent ..................................................................................195 Custom ..............................................................................212 Contract Documents ...........................................................................195 Premium ............................................................................212 Product Advisory .................................................................................195 Grade Limitations ..............................................................212 Panel Sequence ..................................................................................196 Contract Documents -

Wood & Veneer Care and Maintenance
Materials Wood & Veneer Care and Maintenance Wood and veneer products are natural wood, requiring more attention than other surfaces. When properly cared for, it will last long and keep looking beautiful. To maintain the quality of your Herman Miller products, please follow the cleaning procedures outlined here. Wood & Veneer Stains Herman Miller products finished with wood, wood veneer, Herman Miller woods and veneers meet strict testing standards or recut wood veneer, except the oiled Eames Lounge and for resistance to wear, light, stains, water, and pressure. Ottoman with Rosewood, Oiled Walnut, or Oiled Santos Palisander veneer, and the Eames Sofa back panels with To reduce the risk of damage, take some precautions: Oiled Walnut, unless specifically noted. Use coasters for glasses and mugs. Routine Care If a glass top is added to the wood or veneer surface, be sure it Normal Cleaning rests on felt pads. Dust regularly with a slightly damp, soft, lint-free cloth. Don’t place a potted plant on a wood or veneer surface unless Wipe dry with a dry, soft cloth in the direction of the wood grain. it’s in a water-tight container or in a drip tray. Spills should be immediately wiped up with a damp cloth. Don’t let vinyl binders stay on a surface for very long. Use protective pads under equipment with “rubber” cushioning Once a month feet. Some chemical compounds used in the feet on office Clean the surface with a soft cloth dampened with a quality equipment, such as printers and monitor stands, may leave cleaner formulated for wood furniture. -
APPROVED SAWN TIMBER LIST (As of 13 May 2019) No. Scientific Name Country of Origin 1
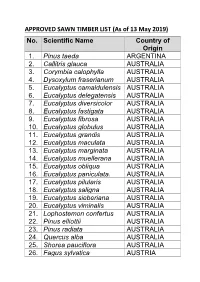
APPROVED SAWN TIMBER LIST (As of 13 May 2019) No. Scientific Name Country of Origin 1. Pinus taeda ARGENTINA 2. Callitris glauca AUSTRALIA 3. Corymbia calophylla AUSTRALIA 4. Dysoxylum fraserianum AUSTRALIA 5. Eucalyptus camaldulensis AUSTRALIA 6. Eucalyptus delegatensis AUSTRALIA 7. Eucalyptus diversicolor AUSTRALIA 8. Eucalyptus fastigata AUSTRALIA 9. Eucalyptus fibrosa AUSTRALIA 10. Eucalyptus globulus AUSTRALIA 11. Eucalyptus grandis AUSTRALIA 12. Eucalyptus maculata AUSTRALIA 13. Eucalyptus marginata AUSTRALIA 14. Eucalyptus muellerana AUSTRALIA 15. Eucalyptus obliqua AUSTRALIA 16. Eucalyptus paniculata. AUSTRALIA 17. Eucalyptus pilularis AUSTRALIA 18. Eucalyptus saligna AUSTRALIA 19. Eucalyptus sieberiana AUSTRALIA 20. Eucalyptus viminalis AUSTRALIA 21. Lophostemon confertus AUSTRALIA 22. Pinus elliottii AUSTRALIA 23. Pinus radiata AUSTRALIA 24. Quercus alba AUSTRALIA 25. Shorea pauciflora AUSTRALIA 26. Fagus sylvatica AUSTRIA No. Scientific Name Country of Origin 27. Picea abies AUSTRIA 28. Picea abies BELARUS 29. Pinus sylvestris BELARUS 30. Quercus alba BELGIUM 31. Dipteryx odorata BOLIVIA 32. Apuleia leiocarpa BRAZIL 33. Astronium lecointei BRAZIL 34. Bagassa guianensis BRAZIL 35. Cedrela odorata BRAZIL 36. Cedrelinga catenaeformis BRAZIL 37. Couratari guianensis BRAZIL 38. Dipteryx odorata BRAZIL 39. Eucalyptus grandis BRAZIL 40. Eucalyptus grandis BRAZIL 41. Hymenaea courbaril BRAZIL 42. Hymenolobium modestum BRAZIL 43. Hymenolobium Nitidum BRAZIL Benth 44. Hymenolobium BRAZIL pulcherrimum 45. Manilkara bidentata BRAZIL 46. Myroxylon balsamum BRAZIL 47. Pinus radiata BRAZIL 48. Pinus taeda BRAZIL 49. Quassia simarouba BRAZIL 50. Tectona grandis BRAZIL 51. Fagus sylvatica BULGARIA No. Scientific Name Country of Origin 52. Quercus alba BULGARIA 53. Chlorophora excelsa CAMEROON 54. Cylicodiscus gabunensis CAMEROON 55. Entandrophragma CAMEROON candollei 56. Entandrophragma CAMEROON cylindricum 57. Entandrophragma CAMEROON cylindricum 58. Entandrophragma utile CAMEROON 59. -

HARE Kit List
www.sarahvigarsart.com Kit List www.sarahvigarsart.com/tutorials This Kit List has been written to accompany my Carve a Puppet Hare tutorial series at www.sarahvigarsart.com/tutorials. To take part, you will need to purchase one of my Carving Kits, which are available in my online shop (www.sarahvigarsart.com/shop). Video 1 of the series (available now on the tutorials page) shows you exactly what’s inside a carving kit, and takes you through the tools, paints and equipment that you will need to complete the project, which are also itemised on this kit list. I recommend viewing Video 1 alongside reading this document. Carving Tools: Page 1 Sharpening Equipment: Page 2 Additional Carving Equipment: Page 2 Allergen Advice: Page 3 Dyes, Paints and Oils: Pages 3-5 Glues: Page 6 Assembly Tools and Equipment: Page 6-7 Other Consumables: Page 7 (Appendix: further sharpening equipment): Page 8 Carving Tools Where to find Item Description Where to find (UK) (non-UK) Throughout the tutorials, I am using Flexcut’s KN13 Detail There are many UK stockists of Knife. As the name suggests, Flexcut tools and you can usually If you live in the this knife is intended for carving order online. Here are a few, with USA, you can order detail, but I also find it direct links to the KN13 detail directly from perfectly workable for roughing out knife: Flexcut tools. small projects such as this one. Their full range of Axminster Tools: carving knives can be If you also want a knife for https://www.axminstertools.com/ found here: https:// roughing out larger projects, check flexcut-kn13-detail- www.flexcut.com/ Flexcut out Flexcut’s KN14 Roughing knife-600076 home/category/ whittling Knife, or their KN12 Cutting carving-knives knife Knife G&S Specialist Timber: https://www.toolsandtimber.co.uk/ If you live outside Of course, you may already have a flexcut-detail-knife-kn13 the USA, Flexcut whittling knife (or two!) of your have many stockists own.