Makin Organs History 1972 - 1992
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Peter Hammill & Van Der Graaf Generator
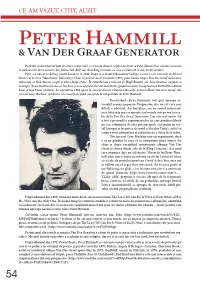
CE-AM VĂZUT, CITIT, AUZIT Peter Hammill & Van Der Graaf Generator Probabil că dezinteresul faţă de latura comercială şi versurile deseori criptice au făcut ca Peter Hammill să rămână oarecum în umbra celor de la Genesis, Yes, Jethro Tull, ELP sau chiar King Crimson, cu care a colaborat în mai multe rânduri. Peter s-a născut în Ealing (vestul Londrei) în 1948. După ce a absolvit Beaumont College, s-a înscris la cursurile de Liberal Studies of Science (Manchester University). Chiar în primul an de facultate (1967) pune bazele trupei Van Der Graaf Generator, împreună cu Nick Pearne (orgă) şi Chris Judge (tobe). În 1968 Pearne e înlocuit de Hugh Banton, iar Tony Stratton, angajat ca manager (Tony Stratton lucrase cu The Nice şi avea să preia, doi ani mai târziu, grupul Genesis) îi cooptează pe Keith Ellis (chitară bass) şi Guy Evens (chitară). În septembrie 1969 apare la casa de discuri Charisma Records, primul album Van Deer Graaf, The Aerosol Grey Machine, opt dintre cele nouă piese fiind concepute în integralitate de Peter Hammill. Deschizând câteva forumuri, veţi găsi aproape in- variabil aceeaşi impresie: Progressive-ul e un stil ceva mai dificil, e adevărat, dar îmi place, are un sound interesant; însă toleranţa mea se opreşte acolo unde începe muzica ce- lor de la Van Der Graaf Generator. Dar sfârşitul anilor ’60 a fost o perioadă a experimentelor, în care gândirea liberă nu era subminată de idei preconcepute (cel puţin în ves- tul Europei şi în partea de nord a Statelor Unite), astfel că trupa a avut admiratorii şi susţinătorii ei, chiar de la debut. -

Hybrid Correlation Models for Bond Breaking Based on Active Space Partitioning
Hybrid Correlation Models For Bond Breaking Based On Active Space Partitioning A Thesis Presented to The Academic Faculty by Artem D. Bochevarov In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy School of Chemistry and Biochemistry Georgia Institute of Technology August 2006 Hybrid Correlation Models For Bond Breaking Based On Active Space Partitioning Approved by: Professor C. David Sherrill, Adviser (School of Chemistry & Biochemistry) Georgia Institute of Technology Professor Rigoberto Hernandez (School of Chemistry & Biochemistry) Georgia Institute of Technology Professor Jean-Luc Bredas´ (School of Chemistry & Biochemistry) Georgia Institute of Technology Professor Thomas Orlando (School of Chemistry & Biochemistry) Georgia Institute of Technology Professor Mei-Yin Chou (School of Physics) Georgia Institute of Technology Date Approved: June 1, 2006 ACKNOWLEDGEMENTS The time spent in the graduate school at Georgia Institute of Technology was the period of deep self-introspection and extensive learning. I was influenced, taught and helped by many people, whose names are given below in the alphabetical order. To all of them I express my sincere gratitude. Micah L. Abrams, William H. Adams, Roye Albrighton, Jon Anderson, Marc C. Baker, Tony Banks, Hugh Banton, Richard Barbieri, Samuel Beckett, Adrian Belew, Arnold Ben- nett, Lo¨ıc Bernardeau, Pascal Bertrand, Klaus Blasquiz, the Bochevarovs, Mick Brockett, Bill Bruford, Edward Bulwer-Lytton, Pietr Luigi Calderoni, Phil Collins, Joseph Conrad, Sebastian Constard, Pierre Corneille, T. Daniel Crawford, Ernie Croot, Renato D’Angelo, Michi Dei Rossi, Stanislav Derevyanko, Charles Dickens, Francesco DiGiacomo, R. M. W. Dixon, David Donson, Fyodor Dostoyevsky, Colin Edwin, Keith Emerson, Jonas En- gdegard,˚ Francesco Evangelista, Guy Evans, Henry Fielding, Fish, Allan Freeman, Guil- laume Fountaine, John Fowles, Robert Fripp, Anthony Gabard, Peter Gabriel, Benoˆıt Gaignon, Rene´ Garber, David Gilmour, George Gissing, Brian Greene, Lionel B. -

Am. Singer/Songwriter,Flott.Covret Av Bl.A Spooky.Tooth,J.Driscoll. Utgitt I 1993
ARTIST / BANDNAVN ALBUM TITTEL UTG.ÅR LABEL/ KATAL.NR. LAND LP A ATCO REC7567- AC/DC BACK IN BLACK 1995 EUR CD 92418-2 ACKLES, DAVID FIVE & DIME 2004 RAVENREC. AUST. CD Am. singer/songwriter,flott.Covret av bl.a Spooky.Tooth,J.Driscoll. Utgitt i 1993. Cd utg. fra 2004 XL RECORDINGS ADELE 21 2011 EUR CD XLLP 520 ADELE 25 2015 XLCD 740 EUR CD ADIEMUS SONGS OF SANCTUARY 1995 CDVE 925 HOL CD Prosjektet til ex Soft Machine medlem Karl Jenkins. Middelalderstemnig og mye flott koring. AEROSMITH PUMP 1989 GEFFEN RECORDS USA CD Med Linda Hoyle på flott vocal, Mo Foster, Mike Jupp.Cover av Keef. Høy verdi på original vinyl AFFINITY AFFINITY 1970 VERTIGO UK CD Vertigo swirl. AFTER CRYING OVERGROUND MUSIC 1990 ROCK SYMPHONY EUR CD Bulgarsk progband, veldig bra. Tysk eksperimentell /elektronisk /prog musikk. Østen insirert album etter Egyptbesøk. Lp utgitt AGITATION FREE MALESCH 2008 SPV 42782 GER CD 1972. AIR MOON SAFARI 1998 CDV 2848 EUR CD Frank duo, mye keyboard og synthes. VIRGIN 72435 966002 AIR TALKIE WALKIE 2004 EUR CD 8 ALBION BAND ALBION SUNRISE 1994-1999 2004 CASTLE MUSIC UK CDX2 Britisk folkrock med bl.a A.Hutchings,S.Nicol ex.Fairport Convention ALBION BAND M/ S.COLLINS NO ROSES 2004 CASTLE MUSIC UK CD Britisk folk rock. Opprinnelig på Pegasus Rec. I 1971. CD utg fra 2004. Shirley Collins på vocal. ALICE IN CHAINS DIRT 1992 COLOMBIA USA CD Godt album, flere gode låter, bl.a Down in a hole. ALICE IN CHAINS SAP 1992 COLOMBIA USA CD Ep utgivelse med 4 sterke låter, Brother, Got me wrong, Right turn og I am inside ALICE IN CHAINS ALICE IN CHAINS 1995 COLOMBIA USA CD Tungt, smådystert og bra. -

Overtown Cable, Overtown, Cowan Bridge, Lancashire
Overtown Cable, Overtown, Cowan Bridge, Lancashire Archaeological Watching Brief Report Oxford Archaeology North May 2016 Electricity North West Issue No: 2016-17/1737 OA North Job No: L10606 NGR: SD 62944 76236 to SD 63004 76293 Overtown Cable, Overtown, Cowan Bridge, Lancashire: Archaeological Watching Brief 1 CONTENTS SUMMARY ....................................................................................................................... 2 ACKNOWLEDGEMENTS ................................................................................................... 3 1. INTRODUCTION .......................................................................................................... 4 1.1 Circumstances of Project .................................................................................... 4 1.2 Location, Topography and Geology ................................................................... 4 1.3 Historical and Archaeological Background ........................................................ 4 2. METHODOLOGY ......................................................................................................... 6 2.1 Project Design ..................................................................................................... 6 2.2 Watching Brief .................................................................................................... 6 2.3 Archive ................................................................................................................ 6 3. WATCHING BRIEF RESULTS ..................................................................................... -

Van Der Graaf Generator
Ti ricordi Syd? Van Der Graaf Generator 15 Aprile 2015 Van Der Graaf Generator – H To He Who Am The Only One Van Der Graaf Generator, gruppo rock progressive inglese formato da Peter Hammill (voce, tastiere, chitarra), Hugh Banton (organo, basso all’organo), David Jackson (flauto ma famoso per il suo doppio sax) e Guy Evans (batteria). Caso comune per molte band inglesi del genere, il primo successo lo hanno conosciuto proprio in Italia grazie a frequenti concerti e a collaborazioni con gruppi italiani. Famosa tra tutte, la loro performance al festival pop di Villa Pamphili nel 1972. Ma il grande e immediato riscontro in Italia di questo genere non può essere riportato solo all’attività di questi gruppi qui da noi. C’è l’educazione italiana alla musica classica e alla melodia, l’attenzione alla scrittura dei brani, la predisposizioni virtuosismi strumentali. Tutti ingredienti che nel progressive rock sono basilari. Non è un caso che l’altra terra di conquista sia stata la Germania. La band prende il nome dal generatore di Van de Graaff, strumento usato per accumulare una quantità di carica elettrica in un conduttore. Il sound dei VDGG è una combinazione di psichedelica, jazz, classica e avanguardia con dinamiche musicali innovative che passano da atmosfere lente, calme e tranquille a impennate feroci e pesanti. Un mondo decisamente diverso anche nei testi che abbandonano folletti, elfi e favole spaziali per descrivere disturbi e inquietudini dell’uomo reale, una sorta di lato oscuro del progressive ma proprio per questo terribilmente affascinante. Nel 1970 i VDGG erano ancora alla ricerca del successo nonostante il lavoro fatto per lanciarli dalla celebre etichetta specializzata in progressive rock Charisma. -

Download (1MB)
University of Huddersfield Repository Quinn, Martin The Development of the Role of the Keyboard in Progressive Rock from 1968 to 1980 Original Citation Quinn, Martin (2019) The Development of the Role of the Keyboard in Progressive Rock from 1968 to 1980. Masters thesis, University of Huddersfield. This version is available at http://eprints.hud.ac.uk/id/eprint/34986/ The University Repository is a digital collection of the research output of the University, available on Open Access. Copyright and Moral Rights for the items on this site are retained by the individual author and/or other copyright owners. Users may access full items free of charge; copies of full text items generally can be reproduced, displayed or performed and given to third parties in any format or medium for personal research or study, educational or not-for-profit purposes without prior permission or charge, provided: • The authors, title and full bibliographic details is credited in any copy; • A hyperlink and/or URL is included for the original metadata page; and • The content is not changed in any way. For more information, including our policy and submission procedure, please contact the Repository Team at: [email protected]. http://eprints.hud.ac.uk/ 0. A Musicological Exploration of the Musicians and Their Use of Technology. 1 The Development of the Role of the Keyboard in Progressive Rock from 1968 to 1980. A Musicological Exploration of the Musicians and Their Use of Technology. MARTIN JAMES QUINN A thesis submitted to the University of Huddersfield in partial fulfilment of the requirements for the degree of Master of Arts. -

Fisheries in the North West Incorporating the Annual Summary of Fishery Statistics
1999 annual report on fisheries in the North west incorporating the annual summary of fishery statistics Item Type monograph Publisher Environment Agency North West Download date 06/10/2021 05:18:22 Link to Item http://hdl.handle.net/1834/24894 Fisheries annual report 1999 ENVIRONMENT AGENCY Front Cover Agencies Fisheries Officer Mark Atherton gives the- scout from the 44th Ormskirk scout troop training- to achieve his scout angling badge. 3)3 TIC 1999 ANNUAL REPORT ON FISHERIES IN THE NORTH WEST INCORPORATING THE ANNUAL SUMMARY OF FISHERY STATISTICS Contents Agency fisheries and recreation staff 2 Introduction 3 National overview 4 Regional overview 5 Northern Area 7 Team reports 7 Projects 10 Surveys 16 Central Area 20 Team reports 20 Habitat Improvement Projects 27 Surveys 31 South Area 34 Team reports 34 Projects 35 Surveys 43 APPENDIX Regional Fisheries Advisory Committee Members 1 Consultative Association Contacts 2 Salmon & Sea Trout Catches 3 Rod & Line (From Licence Returns) 1979-1999 4 Net Catches 1979-1999 14 Summary of Fisheries Statistics 1999 22 1 AGENCY FISHERIES AND RECREATION STAFF Fisheries Officers:-John Martin, Mike Dixon, Peter • Richard Fairclough House Evoy, Graeme McKee, John Hadwin Mark Diamond, Principal, Fisheries, Conservation, • Central Area Recreation and Biology, Richard Fairclough House, Knutsford Road, Warrington, WA4 1HG Dafydd Evans, Area Fisheries Ecology and Tel 01925 653999 Recreation Manager, Miran Aprahamian, Senior Fisheries Scientist, PO Box 519, Lutra House, Preston, PR8 8GD Tel Fisheries Science -

'Curly's Airships' in One Way Or Another
The Songstory by Judge Smith Home | Buy Now! Contents | Previous | Next CURLY'S AIRSHIPS is an epic work of words and music about the R.101 airship disaster of 1930, written in a new form of narrative rock music called songstory. This double CD involves eighteen featured performers, among whom are four of the original members of Van der Graaf Generator, including respected solo artist Peter Hammill and the composer of Curly's Airships, Judge Smith. Also participating are singer Arthur Brown (of The Crazy World), Pete Brown (of Battered Ornaments and Piblokto), Paul Roberts (of The Stranglers), John Ellis, (formerly of The Vibrators and The Stranglers), plus a 1920’s dance band, a classical Tenor, an Indian music ensemble and several cathedral organs. Six years in the making, Curly's Airships is probably one of the largest and most ambitious single pieces of rock music ever recorded. CONTACT US: To contact us on all matters, Email [email protected] Copyright © 1996, 1997, 1998, 1999, 2000, 2001, 2002, 2003, 2004, 2005 Judge Smith. All Rights Reserved World Wide. Last updated on Navigation Home | Buy Now! Contents | Previous | Next CURLY'S AIRSHIPS tells the true story of the bizarre events which led to the destruction of the world’s biggest airship, the giant dirigible R.101, on its maiden voyage to India; a tale of the incompetence and arrogance of government bureaucrats, the ruthless ambition of a powerful politician and the moral cowardice of his juniors; a story of inexplicable psychic phenomena, the thoughtless bravery of 1920s aviators and the extraordinary spell cast by the gigantic machines they flew: the giant airships, the most surreal and dreamlike means of transport ever devised. -

Van Der Graaf Generator 2020 Biog
Van der Graaf Generator 2020 Van der Graaf Generator 2020 are Peter Hammill (vox, gtr, kbd), Hugh Banton (organ, bass) & Guy Evans (drums , percussion), the three surviving members of the original group formed in 1968. Darker and wilder than most of their contemporaries VdGG were known for sprawling, dense and complex songs on six albums recorded for the Charisma label between ‘69 and ‘76. Their unique sound was based on organ, sax, driving percussion and declamatory vocals. Constantly touring, they achieved their greatest success in Italy with the album “Pawn Hearts” in 1971. After warping into a powerful violin/bass/guitar set-up in 1976 the band finally split in 1978. After a gap of nearly thirty years the “classic” four-piece line-up reappeared in 2005 with a triumphant reunion concert at the Royal Festival Hall, London and a new recording, “Present” . They continued to surprise European audiences with the vigour and dynamism of their live performances for the remainder of the year. In 2006 the saxophonist David Jackson left the group. The trio have continued to surge forward, first playing a series of live shows and then recording the albums “Trisector” (2008)and “A Grounding in Numbers” (2010). In 2012 they released “Alt”, a collection of experiments and improvisations. Their last studio album “Do not Disturb” was released in 2015. In live performance, as in the studio, they strive to look forward rather than back and as much of their repertoire is taken from the new albums as from the old ones. They’ve also made it a point to bring back to life some surprising - and rarely performed - pieces from the past, both from the VdGG catalogue and from Peter Hammill’s solo works. -

MIDDLETON Author: Emmeline Garnett Date of Draft: April 2015
Victoria County History of Cumbria Project: Work in Progress Interim Draft [Note: This is an interim draft and should not be cited without first consulting the VCH Cumbria project: for contact details, see http://www.cumbriacountyhistory.org.uk/] Parish/township: MIDDLETON Author: Emmeline Garnett Date of draft: April 2015 INTRODUCTION The name Middleton is recorded in Domesday,1 and may have been so named from a Roman signal station lying half way between the forts of Burrow in Lonsdale and Low Borrow Bridge.2 Middleton is a largely agricultural township in Kirkby Lonsdale parish, 7276 acres (2945 ha.), in extent,3 lying on the east side of the Lune, which provides its western boundary. On the south it is divided from Barbon by the Eller Beck, and to the north and east it is bounded by Yorkshire. From the enclosed land near the river it slopes upwards to the uninhabited area of Middleton Fell, which covers about 4000 acres4 and reaches a summit of 1900 ft. (579m.). From these heights the main becks to the Lune are, from north to south, the Middleton Hall Beck, the Stockdale Beck (called the Luge Gill, the Wrestle Gill and the Thirnbeck Gill in its higher branches), and the Millhouse Beck which becomes the Abbey Beck before it reaches the Lune. The Yorkshire border runs along the open fells between the headwaters of these streams and those of the becks which run north and east into the Dent valley to join the river Dent. The population all dwells below the 130 ft. (40 m.) contour. -

Street & Property List by Electoral Area
Lancaster City Council Street & Property List by Electoral Area UPPER LUNE VALLEY WARD Street Name # PD Ref Street Name # PD Ref Aughton Road, Gressingham 10 ULVG Burrow Road, Burrow 30 ULVF High Snab; Straights Head; Langthwaite; Netherby; Snab Amberley; Barn Cottage; Bridge End; Burrow Close; Burrow Cottage; Snab Lodge; The Snab; Wild Carr Barn; Garden Cottage; Burrow Mill Lodge; The Coach House; Elm Tree Cottage; Brookdale Farm Cottage; Highwayman Inn; Mill Farm; Old School House; Orchard Cottage; Robinson House; Rose Cottage; Spinney Barn; The Bothy; Riverbank Cottage; The Dower House; Three Back Lane, Tunstall 3 ULVE Corners; Toad Hall; Verandah Cottage; Warren House; Back Lane Farm; Back Lane Farmhouse; Field House 1-2(Cont) Westview Cottages; Burrow Hall; Garden Cottage; Johnson House; Gamekeepers Cottage; Carwillie House; Yew Back Lane, Gressingham 10 ULVG Tree Farm Box Tree Cottage; Box Tree Farm; Crow Trees Cottage; Crow Burrow Road, Burrow 1 ULVI Trees; Far Barn; Old Hall Barn; Rand Villa; Swing Gate; Walnut Tree Cottage; Walnut Tree Farm Cringleber Back Lane, Wrayton 23 ULVI Cantsfield Road, Cantsfield 22 ULVD Croftlands; Croft View; Fields View; Greetlands; Greta View; Hawthorn Cottage; Linden House; Lune Barn; Lune View; Gretaside; The Paddock; Tythe Barn; Abbotsons Farm; Barn Middle Cottage; Old Hall Cottage; Orchard House; Owl Barn; House; Cantsfield Grange; Cantsfield Cottage; Cantsfield Hall; Redmayne House; River Stones; Rowan Cottage; Spring Cantsfield House; Croftlands; Hall Bank; Newtonstones; Old Cottage; Sunny -

The History of the Broadwood Site in Thornton in Lonsdale
1 Preface The following account is designed to form part of the Kingsdale Head Archive compiled in 2007 by the Ingleborough Archaeology Group (hereafter referred to as the IAG). It is quite intensively referenced in the hope that it will provide a useful resource for those engaged in local research. It is not intended as a finished product, indeed much of the research is still ongoing, and we hope to incorporate this material into a wider environmental survey of Kingsdale, with contributions from other groups and individuals working in this area. Acknowledgements. I am indebted to many individuals and institutions for information, help and encouragement in this project, in particular to the Rare Book Archive section of Lancaster University Library, the Lancashire Record Office in Preston, the Yorkshire Archaeological Society (Leeds) the North Yorkshire County Record Office, Skipton and Kendal County Libraries and the Yorkshire Dales National Park Authority, to all of whom my thanks. 2 A History of Kingsdale in the Parish of Thornton in Lonsdale Descending into the valley of Kingsdale, across the glacial moraine that seals the entrance from the south, the length of the dale lies before you, flanked by the great limestone terraces of Gragareth to the west and to the east the greener slopes of Wackenburgh Hill and Whernside. There is a sense of remoteness in the valley, of being cut off from the outside world, but scramble up the side of Gragareth, cross the flat mosses of its summit and the wide panorama of Morecambe Bay unfolds, with its sea lanes to Ireland and the western isles of Scotland and, far below, the M6 motorway replacing the great Roman arterial road linking the south of England with the Scottish borders.