Carbon Spars
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Parts Directory Boats
Parts Directory Boats 1-F18C Complete C2 Catamaran The Formula 18 class is without a doubt the biggest, most professional and fastest growing class in the world and we are proud to have the most advanced F18 on the market. The C2 is a no excuse racing machine… Includes: • Ultra stiff glass foam sandwich hull construction • Large anodized alloy beams with adjustable striker strap • Rear beam with integral traveller tack • Traveller car with swivelling traveller cleat OPTION: Center beam mounted cleat • Chicopee tramp OPTION: Colour (Grey / Black) OPTION: Toe Strap colour (Black / Red / Blue / Grey) • Complete hull fit out including decals, logos and code flag stickers • Magic Marine rear foot straps on hull sterns • EVA Progrip• Full Carbon length gibing centreboards with up haul cords • Alloy rudder stocks with full carbon rudders and lockdown system • Carbon tiller extension • Adjustable diamond arms • Single Bolt adjustable diamond wire tension • Water jet cut stainless steel fittings: Reduces long term tarnishing NEW!! • Quick adjust rotation system • Full HARKEN fit out • 16:1 luff control • Boom with 2:1 outhaul • 10:1 mainsheet system • 4:1 self-tacking jib system • High Performance lines and sheets • Tapered Spin halyard and Tack Line • Dyneema lines in all non cleat applications • Pentex mainsail with Fibrefoam battens • Pentex fully battened jib • SuperKote Spinnaker INCLUDING Holmenkon silicone coating OPTION: colours and multiple colours available • Complete snuffer system • Rudder and Centreboard storage bags • StaMaster side stay adjusters • Custom number including colour and country code (subject to availability) 1 Boats 1-VIPERC Complete Viper Catamaran UNI RIG The Viper is the ultimate “sports car”. -
Fundamental Rules PART B – Measurement Rules
The Rules PART A – Fundamental Rules 1.1 The Viper 640 is a strict one-design keelboat where the true test, when raced, is between helmspersons and crews, and not boats and equipment 1.2 All Viper 640s shall be produced by Class Association appointed builders, shall comply with Class Association (Class) approved construction plans and specifications and shall be identical in every respect except where the class rules specifically allow for differences. No changes to the boat supplied by the builder are allowed unless they are specifically permitted by the class rules. 1.3 A Viper 640 shall be raced only with foils supplied by a Class appointed builder. 1.4 A Viper 640 shall be raced only with equipment and fittings identical to the fittings supplied with the boat by a Class appointed builder unless: (a) The Class Rules specifically allow equipment and fittings that differ from those supplied by the builder, (b) A boat replaces existing fitting or equipment with the current fittings and equipment used by a current builder, subject to rule 1.7., (c) A boat adds fittings or equipment used by a current builder, subject to rule 1.7. 1.5 The Viper 640 shall only be raced with sails supplied by a Class approved sail maker. 1.6. No addition or alteration may be made to the hull form, construction, equipment, type of equipment, fittings, type of fittings, standing rigging, running rigging, spars and foils as supplied by the builder except when such an alteration or change is specifically authorized by these rules. -
Viper Owner's Manual.Pdf
Contents Contents ........................................................................................................................................................................ 1 Introduction .................................................................................................................................................................. 4 About this Owner’s Manual ......................................................................................................................................... 4 General Information .................................................................................................................................................... 5 Assembly ....................................................................................................................................................................... 7 Glossary ....................................................................................................................................................................... 7 Tools needed ................................................................................................................................................................ 8 Arrival of goods ........................................................................................................................................................... 8 Platform ...................................................................................................................................................................... -

U.S. Navy Ships-Of-The-Line
U.S. Navy – Ships-of-the-line A Frigate vs A Ship-of-the-Line: What’s the difference? FRIGATE: A vessel of war which is: 1) “ship” rigged, i.e. – with at least three masts (fore, main, & mizzen) & each mast carries the horizontal yards from which the principle sails are set; 2) this “ship-rigged vessel of war” is a FRIGATE because it has one covered, principle gun deck – USS Constitution is therefore a FRIGATE by class (illus. left) SHIP-OF-THE-LINE: A vessel of war which is: 1) “ship” rigged (see above); 2) this “ship-rigged vessel of war” is a SHIP-OF-THE-LINE because it has two or more covered gun decks – HMS Victory is therefore a SHIP-OF-THE-LINE by class (illus. right) HMS Victory (1765); 100+ guns; 820 officers Constitution preparing to battle Guerriere, & crew; oldest commissioned warship in the M.F. Corne, 1812 – PEM Coll. world, permanently dry docked in England Pg. 1 NMM Coll. An Act, 2 January 1813 – for the construction of the U.S. Navy’s first Ships-of-the-line USS Independence was the first ship-of-the-line launched for the USN from the Boston (Charlestown) Navy Yard on 22 June 1814: While rated for 74-guns, Independence was armed with 87 guns when she was launched. USS Washington was launched at the Portsmouth Navy Yard, 1 October 1814 USS Pennsylvania – largest sailing warship built for the USN USS Pennsylvania – rated for 136 guns on three covered gun decks + guns on her upper (spar) deck – the largest sailing warship ever built. -

Midwinter Regatta Notice of Race February 18 & 19, 2012*
“YOUR BODY IS AN EXTENSION OF YOUR BOAT, SO MAINTAIN IT JUST AS YOU WOULD YOUR HARDWARE & SAILS” March 2011 Sailing World Neurosurgeon, Dr. Robert Bray, Jr. and colleague Peter Drasnin racing their Open 5.70 in Marina del Rey, CA. Check out the full article in the March 2011 edition of Sailing SENSIBLE SOLUTIONS FOR THE ACTIVE SAILOR SERVICES DISC Sports & Spine Center is one of America’s foremost providers • Spine Care of minimally invasive spine procedures and advanced arthroscopic • Orthopedics techniques. Dr. Robert S. Bray, Jr. founded DISC with the vision of • Sports Medicine delivering an unparalleled patient experience for those suffering from sports injuries, orthopedic issues and spine disorders in a one-stop, multi- • Pain Management disciplinary setting. With a wide range of specialists under one roof, the • Soft Tissue result is an unmatched continuity of care with more efficiency, less stress • Chiropractic Care for the patient and a zero MRSA infection rate. • Rehabilitation DISC SPORTS & SPINE CENTER Marina del Rey / Beverly Hills / Newport Beach 310.574.0400 / 866.481.DISC (3472) www.discmdgroup.com An Official Medical Services Provider of the U.S. Olympic Team The 83rd Annual SCYA Midwinter Regatta Notice of Race February 18 & 19, 2012* 1.0 RULES The regatta will be governed by the rules as defined in The Racing Rules of Sailing, 2009-2012 (“RRS”). 2.0 ELIGIBILITY AND ENTRY 2.1 Each entrant must be a member of a yacht club or sailing association belonging to the Southern California Yachting Association (SCYA), US SAILING, the Southern California Cruiser Association (SCCA), or the American Model Yacht Association (ACMYA). -
Viper S Series (Patent Pending) GRAVITY FEED Was Developed Inhouse by Bell Marine
product CATALOGUE WORLD CLASS STAINLESS STEEL CHANDLERY & 2018/19 PERFORMANCE BOATING ACCESSORIES INDEX Anchor winches A word from the Managing Director - Mr. Bell Chen Dear Valued Dealer, Anchor winch From our humble beginnings in 1997 situated in a 2000 sq feet warehouse in Seaford Victoria, where we accessories purchased finished product from various manufacturers, to our current wholly owned manufacturing facility with over 16 staff plus a brand new warehouse/distribution facility in Carrum Downs, Victoria. Today Bell Marine is one of only a handful of premier stainless steel chandlery and marine accessories manufacturers that still hand-make and hand-polish all of our own products to a mirror finish without the use of chemical polishing. Bait Boards Seat Bases & Tackle This year we are pleased to anounce, we have now added a free fall drum winch to our range. The New Boxes Viper S Series (patent pending) GRAVITY FEED was developed inhouse by Bell Marine. After 3 years of R&D and 2 years of field testing the Viper Gravity Feed has now proven itself to be a serious contender in the high performance anchoring arena. The Gravity Feed winch is designed without any additional electronics, wiring or solenoids that can be the downfall in harsh boating environments. Outriggers Bell Marine also has achieved IP68 certification with our submersible range of anchor winches which includes our own design 316 marine grade worm drive stainless steel gear box, making VIPER the preferred choice to boaties all around the world. From design to finish, Bell Marine is the only winch company that manufactures our own stainless steel worm drive gearboxes in-house including all Rod Holders & 1000W submersible electric motors which enable VIPER power up and down anchor winches to run at Accessories speeds of 50 metres per minute ensuring you get onto your GPS mark first time, each and every time. -

Pacific Colonisation and Canoe Performance: Experiments in the Science of Sailing
PACIFIC COLONISATION AND CANOE PERFORMANCE: EXPERIMENTS IN THE SCIENCE OF SAILING GEOFFREY IRWIN University of Auckland RICHARD G.J. FLAY University of Auckland The voyaging canoe was the primary artefact of Oceanic colonisation, but scarcity of direct evidence has led to uncertainty and debate about canoe sailing performance. In this paper we employ methods of aerodynamic and hydrodynamic analysis of sailing routinely used in naval architecture and yacht design, but rarely applied to questions of prehistory—so far. We discuss the history of Pacific sails and compare the performance of three different kinds of canoe hull representing simple and more developed forms, and we consider the implications for colonisation and later inter-island contact in Remote Oceania. Recent reviews of Lapita chronology suggest the initial settlement of Remote Oceania was not much before 1000 BC (Sheppard et al. 2015), and Tonga was reached not much more than a century later (Burley et al. 2012). After the long pause in West Polynesia the vast area of East Polynesia was settled between AD 900 and AD 1300 (Allen 2014, Dye 2015, Jacomb et al. 2014, Wilmshurst et al. 2011). Clearly canoes were able to transport founder populations to widely-scattered islands. In the case of New Zealand, modern Mäori trace their origins to several named canoes, genetic evidence indicates the founding population was substantial (Penney et al. 2002), and ancient DNA shows diversity of ancestral Mäori origins (Knapp et al. 2012). Debates about Pacific voyaging are perennial. Fifty years ago Andrew Sharp (1957, 1963) was sceptical about the ability of traditional navigators to find their way at sea and, more especially, to find their way back over long distances with sailing directions for others to follow. -

Austin Yacht Club Summer 1999 AUSTIN YACHT CLUB Office 5906 Beacon Drive Austin, TX78734 Phone: 512-266-1336 Office Fax: 5 12-266-9804 Clubhouse : 5 12-266-1897
TeLIta,l(e Austin Yacht Club Summer 1999 AUSTIN YACHT CLUB Office 5906 Beacon Drive Austin, TX78734 Phone: 512-266-1336 Office Fax: 5 12-266-9804 Clubhouse : 5 12-266-1897 AYC Board of Directors Commodore Voldi Maki Past Commodore Lanelle Montgomery Vice Commodore Rob Wilson Secretary Tim McKenna Treasurer Twila Bowden Race Commander Mary Sikora Fleet Commander Leo Anderson Building & Grounds Commander Tom Groll Sail Training Commander Jo Ann Welles Fleet Captains Catalina22 Larry Hill Centerboard Handicap Coronodo 15 Bill Smith International 505 Steve Eller rY 15 John Bartlett Laser Ken Sherman Sunfish Vicki Stones Thistle Richard Hlista Ensign Cynthia Creamer FJ's(UT) Tom Carson J-24 Phil Spletter Keel Handicap Claude Welles A-Fleet Ray Shull B-Fleet Mike Chambers C-Fleet Doug Laws D-Fleet Guy Stewart South Coast 2l Dave Speed Fnoru rnr CouMoDoRE - - - - vordi Maki Tlte racing season is in full swing; we have had our first two open regattas and are half way through our second series. Each of the tuo regattas was very successful. I will leave it to the two regatta chairs, Rob Wilson and Kathy Comer to describe the events. Individual fleets have also conducted major events at the club. The Spring Series Bu{Iet, beefstroganoffand chicken Florentine was created and served by Alexis Tapp. Dayna Mosier did a wonderful job selecting trophies for the series. Those ofyou rvho have been racing the series races have enjoyed the free food, drinks and beer after each of the races. Pat Manning has been in charge of most of the end of race snacks. -
Sail Power and Performance
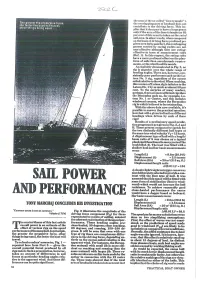
the area of Ihe so-called "fore-triangle"), the overlapping part of headsail does not contribute to the driving force. This im plies that it does pay to have o large genoa only if the area of the fore-triangle (or 85 per cent of this area) is taken as the rated sail area. In other words, when compared on the basis of driving force produced per given area (to be paid for), theoverlapping genoas carried by racing yachts are not cost-effective although they are rating- effective in term of measurement rules (Ref. 1). In this respect, the rating rules have a more profound effect on the plan- form of sails thon aerodynamic require ments, or the wind in all its moods. As explicitly demonstrated in Fig. 2, no rig is superior over the whole range of heading angles. There are, however, con sistently poor performers such ns the La teen No. 3 rig, regardless of the course sailed relative to thewind. When reaching, this version of Lateen rig is inferior to the Lateen No. 1 by as rnuch as almost 50 per cent. To the surprise of many readers, perhaps, there are more efficient rigs than the Berntudan such as, for example. La teen No. 1 or Guuter, and this includes windward courses, where the Bermudon rig is widely believed to be outstanding. With the above data now available, it's possible to answer the practical question: how fast will a given hull sail on different headings when driven by eoch of these rigs? Results of a preliminary speed predic tion programme are given in Fig. -

Listado De Rating Junio 2013
Listado de Rating Junio 2013 CLASE Rating 2Win Sonic 1,279 2Win Sonic Solo 1,241 2Win Twincat 15 Sport 1,224 2Win Tyka 1,374 A Class Orzas Curvas 0,99 A Class Orzas Rectas 1,006 AHPC C2 F18 0,988 AHPC Capricorn F18 0,988 AHPC Taipan 4.9 1,008 AHPC Viper 1,022 AHPC Viper Solo 1,037 Alado 18 Aileron 1,087 Alado 18 F18 0,988 Bim 16 1,15 Bim 18 Class A (>100 Kgs) 1,063 Bim 18 Double 1,054 Bim 18 Double 96 CB 1,01 Bim 18 Double Sloop 1,045 Bim 20 1,014 Bimare Class A V1 1,007 Bimare X16 Double Spinnaker 1,102 Bimare X16 Solo 1,064 Bimare X16 Solo Spinnaker 1,027 Bimare X4 F18 0,988 Bimare X16F Plus 1,01 C 4.8 1,297 C 4.8 Major 1,25 Catapult 1,258 Cirrus B1 0,988 Cirrus Ecole 1,097 Cirrus Energy Regate 1,114 Cirrus Energy Regate Solo 1,125 Cirrus Evolution 1,031 Cirrus Evolution Solo 1,065 Cirrus F18 0,988 Condor 16 1,186 Dart 16 1,289 Dart 16 X Race 1,235 Dart 18 1,221 Dart 18 Cat Boat 1,253 Dart 18 Spinnaker 1,182 Dart 20 1,1 Dart 6000 1,12 Dart Hawk F18 0,988 Dart Sting 1,369 Dart Sting Cat Boat 1,354 Dart Sting Solo 1,247 Dart TSX 1,047 Diam 3 F18 0,988 Drake 1,023 Falcon F16 1,015 Falcon F16 Cat Boat 1,032 Formula 20 White Formula 0,946 Formule 18 0,988 Formule 20 0,945 Gwynt 14 1,265 Hawke Surfcat 7020 1,303 Hawke Surfcat 7020 (Main Only) 1,454 Hobie 13 1,6 Hobie 14 LE 1,395 Hobie 14 Turbo 1,259 Hobie 15 1,315 Hobie 16 LE (without spinnaker) 1,195 Hobie 16 Spinnaker (Europe) 1,143 Hobie 17 (with wings) 1,199 Hobie 18 1,096 Hobie 18 Formula 1,032 Hobie 18 Formula 104 1,068 Hobie 18 Magnum 1,096 Hobie 18 SX 1,122 Hobie 20 Formula 1,022 -

Glossary of Nautical Terms the Maritime World Has a Language of Its Own
Glossary of Nautical Terms The maritime world has a language of its own. It may seem silly to use special terms instead of simply using one that we use for the same thing shore side, but it actually serves a practical purpose. For example, why not just call a galley a kitchen; it’s just a place where you cook food, right? Not exactly, in a kitchen you can leave pot of hot soup on the counter and, barring some geological event, it will still be there when you get back. In a galley, it is more likely to be all over the deck upon return. Using the proper terminology aboard a vessel helps to enforce the mindset that the maritime environment is different from that on shore and therefore, demands a different code of conduct. Objects: Bit: Two adjacent posts used for mooring or making a line fast to Bollard: A single post used for mooring or making a line fast to Boom: (1) Horizontal spar attached to the foot of a sail; (2) A spar used for lifting such as on a crane or davit Bow: The forward end of the vessel *Bowsprit: Spar protruding from the bow of a sailing vessel used for the attachment of the headsails Bulkhead: A vertical partition inside a vessel Bulwark: A partition extending above the weather deck of a vessel used to prevent seas from washing over and keep objects and personnel from going overboard Capstan: Deck winch, usually configured vertically, used for hauling in lines See Windlass. Ceiling: Planking on the interior sides the hull used for separating internal space from the frame bays; in some cases used to increase hull stiffness to prevent hogging particularly in wood vessels (Hogging is the sagging of the vessel towards the bow and stern due to lack of floatation from the narrowing of the hull. -

June 2016 Official Publication of Alamitos Bay Yacht Club Opening Day and Volume 89 • Number 6 Raft up 2016 Kathy Robinson Photos
June 2016 Official Publication of Alamitos Bay Yacht Club opening day and Volume 89 • Number 6 raft up 2016 Kathy Robinson photos n April 29th at 1200 hrs. the cannon marked the beginning of ABYC’s Opening Day and Raft-up Party. The Raft-up welcomed 32 Oparticipating boats. Jennifer Kuritz was the organizing Staff Commodore with Pat McCormick directing traffic and mooring location. Beer and brats were available for the participants and guests. Everyone seemed to have a terrific time thanks to Jennifer and Pat. That evening the party continued with burgers and beer. The bar was open on the patio with Kelly Fitzgerald playing into the night. I had many great compliments. The next morning was preparatory to the Club Championship Regatta known as the Kim Thompson Memorial Regatta. The regatta was sailed in Vipers supplied by the Viper Fleet thanks to Tim Carter. Tim got the Vipers together and worked on them to make them as equal as possible. Thanks to Tim. The regatta was sailed in the bay, went off without a hitch and in record time. Congratulations to Tim Carter and Steve Bloemeke, the winners of the Club Championship and the Kim Thompson Memorial Trophy. The trophy was awarded to the winners by Nancy Merrill and Brad Thompson, Kim’s mother and brother. At 1530 hrs. the ceremony began. We honored our Staff Commodores, senior members, regatta winners, members who passed during the year, club staff and visiting guests. Ron Wood and Vann Wilson were awarded the 2015 Jesse L. Carr Trophy take home plaques by Jr.