Mobility Engineering
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

May 2019 New Vehicle Sales
May 2019 Industry New Vehicle sales Total Vehicles by Manufacturer RSA Export TOYOTA 9 772 3 614 VOLKSWAGEN GROUP SA 6 333 9 399 NISSAN 4 037 447 FMC 3 548 5 388 HYUNDAI AUTOMOTIVE SOUTH AFRICA 2 755 RENAULT 1 881 ISUZU MOTORS SOUTH AFRICA 1 742 241 MERCEDES-BENZ SA ** 1 496 3 891 BMW GROUP 1 284 6 628 KIA SOUTH AFRICA 1 163 MAZDA SOUTHERN AFRICA 1 117 SUZUKI AUTO 975 HAVAL MOTORS SA 872 90 MAHINDRA 584 HONDA 469 38 VOLVO GROUP SOUTHERN AFRICA 425 69 JAGUAR LAND ROVER 330 MITSUBISHI MOTORS SA 200 VOLVO CARS 182 MAN 169 1 OPEL 168 FCA SOUTH AFRICA 146 21 PORSCHE ** 130 SCANIA 126 16 PCSA 106 FAW TRUCKS 103 5 SUBARU 86 TATA 82 IVECO 72 2 JMC 48 POWERSTAR 45 BABCOCK 17 SCUDERIA SOUTH AFRICA 13 VECV SOUTH AFRICA 10 BENTLEY ** 8 LAMBORGHINI SOUTH AFRICA ** 6 MASERATI SOUTH AFRICA 6 INDUSTRY TOTAL 40 506 29 850 Market Totals by Manufacturer Passenger Light Medium CV Heavy CV Extra Heavy CV Bus CV < 3501kg 3501-8500kg 8501-16500kg > 16500kg > 8500kg RSA Export RSA Export RSA Export RSA Export RSA Export RSA Export TOYOTA 4 732 379 4 781 3 230 138 3 89 2 32 VOLKSWAGEN GROUP SA 5 841 9 399 435 57 NISSAN 1 558 2 479 447 FMC 1 530 3 2 014 5 385 4 HYUNDAI AUTOMOTIVE SOUTH AFRICA 2 454 285 16 RENAULT 1 863 18 ISUZU MOTORS SOUTH AFRICA 58 2 1 312 235 243 4 101 26 2 MERCEDES-BENZ SA ** 1 036 3 882 96 121 5 38 1 196 3 9 BMW GROUP 1 284 6 628 KIA SOUTH AFRICA 1 050 113 MAZDA SOUTHERN AFRICA 1 103 14 SUZUKI AUTO 913 62 HAVAL MOTORS SA 680 15 192 75 MAHINDRA 332 252 HONDA 469 38 VOLVO GROUP SOUTHERN AFRICA 59 360 69 6 JAGUAR LAND ROVER 330 MITSUBISHI MOTORS -

August 2019 New Vehicle Sales
Aug 2019 Industry New Vehicle sales Total Vehicles by Manufacturer RSA Export TOYOTA 10 156 5 296 VOLKSWAGEN GROUP SA 7 271 15 659 NISSAN 5 043 667 FMC 4 282 7 032 HYUNDAI AUTOMOTIVE SOUTH AFRICA 2 815 RENAULT 2 350 MERCEDES-BENZ SA ** 1 921 8 869 SUZUKI AUTO 1 581 ISUZU MOTORS SOUTH AFRICA 1 457 363 KIA SOUTH AFRICA 1 402 BMW GROUP 1 176 6 514 MAZDA SOUTHERN AFRICA 1 015 HAVAL MOTORS SA 1 001 7 MAHINDRA 706 VOLVO GROUP SOUTHERN AFRICA 457 37 HONDA 410 55 JAGUAR LAND ROVER 340 SCANIA 271 2 OPEL 251 MAN 235 2 VOLVO CARS 183 3 FCA SOUTH AFRICA 174 18 PORSCHE ** 165 MITSUBISHI MOTORS SA 159 41 PCSA 135 FAW TRUCKS 116 TATA 105 IVECO 92 1 SUBARU 90 JMC 58 BABCOCK 38 POWERSTAR 37 VECV SOUTH AFRICA 22 LAMBORGHINI SOUTH AFRICA ** 9 SCUDERIA SOUTH AFRICA 6 BENTLEY ** 5 MASERATI SOUTH AFRICA 3 INDUSTRY TOTAL 45 537 44 566 Market Totals by Manufacturer Passenger Light Medium CV Heavy CV Extra Heavy CV Bus CV < 3501kg 3501-8500kg 8501-16500kg > 16500kg > 8500kg RSA Export RSA Export RSA Export RSA Export RSA Export RSA Export TOYOTA 4 198 336 5 677 4 953 214 4 59 3 8 VOLKSWAGEN GROUP SA 6 846 15 659 368 57 NISSAN 1 712 3 331 667 FMC 1 912 50 2 365 6 982 5 HYUNDAI AUTOMOTIVE SOUTH AFRICA 2 522 275 18 RENAULT 2 335 15 MERCEDES-BENZ SA ** 1 403 8 860 96 147 7 41 2 223 11 SUZUKI AUTO 1 552 29 ISUZU MOTORS SOUTH AFRICA 70 1 1 143 362 135 76 33 KIA SOUTH AFRICA 1 287 115 BMW GROUP 1 176 6 514 MAZDA SOUTHERN AFRICA 993 22 HAVAL MOTORS SA 828 3 173 4 MAHINDRA 379 327 VOLVO GROUP SOUTHERN AFRICA 81 7 372 30 4 HONDA 410 55 JAGUAR LAND ROVER 340 SCANIA 255 -

El Nuevo MAHINDRA XUV500, Listo Para El Mercado Español
El Nuevo MAHINDRA XUV500, listo para el mercado español Mahindra estrena el año con la llegada a España del nuevo XUV500. El buque insignia de la marca india, es un siete plazas con excelente movilidad en ciudad, en trayectos largos y fuera de la carretera y con un inmenso espacio interior, potenciado por sus tres filas de asientos. El valor percibido de su nivel de equipamiento va mucho más allá de su precio. La tercera generación del Mahindra XUV500 mantiene su vocación de SUV global, vendido y apreciado en todas las latitudes, ahora con una mirada aún más cautivadora y cada vez más acorde con los gustos del mercado europeo. El Nuevo XUV500 en resumen Las características principales de nuevo XUV500: • Dimensiones generosas: ¡4.585 x 1.890 x 1.785 mm, todo cabe! • Actitud SUV con excelentes ángulos y altura al suelo. • Diseño original, que lo diferencia del resto, con nuevo look atractivo para el frontal y trasera. • Habitáculo excepcionalmente espacioso con 5 puertas y 7 asientos reales, gracias a la tercera fila de asientos ergonómicos que acomodan cómodamente a dos adultos. • Maletero grande y regular con capacidad que va desde 702 litros (5 asientos) hasta 1.512 litros. • Equipamiento completo de serie. • Motor probado y fiable 4 cilindros diésel m-Hawk common rail, 2.2 litros, con Variable Gate Turbocharger (VGT) potencia máxima de 140 CV (103 kW) a 3.750 g/min. y par máximo 330 Nm a 1.600 a 2.800 g/min., mejorado gracias a los nuevos soportes del motor que reducen el ruido y las vibraciones. -

Bosch Automotive Filters Bodyguard of the Engine Contents
Bosch Automotive Filters Bodyguard of the engine Contents 1 90 years of Bosch Fuel Filters 4 2 History of Filtration 5 3 Bosch - A Strong Partner in the Filtration Business 6 4 Rely on Bosch Filters 8 5 Bosch Fuel Filters - Diesel 9 6 Bosch Fuel Filters - Gasoline (Petrol) 11 7 Bosch Fuel Filters in Comparison 12 8 Bosch Oil Filters 13 9 Bosch Oil Filters in Comparison 15 10 Bosch Air Filters 16 11 Bosch Air Filters in Comparison 18 12 Bosch Cabin Filters 19 13 Bosch Cabin Filters in Comparison 20 14 HCV Filter Application Chart 21 15 Cross Reference Filter Application Chart 30 16 LCV Filter Application Chart 38 17 Farm Filter Application Chart 40 18 Passenger Car Filter Application Chart 42 19 3-Wheeler Filter Application Chart 50 20 2-Wheeler Filter Application Chart 51 3 History of Filtration 90 years of Since 1930, Bosch Fuel Filters have been protecting the injection systems of motor Bosch Fuel Filters: vehicles. They reliably separate particles and water from fuel and contribute to optimum To be continued! engine performance. 1936 2001 2020 The first filter made of a special Bosch Gasoline Filters Bosch Filters – for paper – a material still used and for in-tank units today’s and future further developed down to the mobility present day 1930 1998 2009 First Bosch Fuel Bosch Common-Rail Diesel Bosch Common-Rail Filters Filter with integrated water Diesel Filter for biodiesel separator applications For tomorrow‘s mobility, filters will continue being important! Understanding Filtration Bosch filters protect all the important and expensive components in vehicles, especially vehicles with modern In future, Bosch will continue to provide accurately fitting and matching filters – no matter which fuels or drive gasoline and diesel injection systems which have lower tolerance levels. -

Come Vivere Un'esperienza Straordinaria Con
COME VIVERE UN’ESPERIENZA STRAORDINARIA CON MAHINDRA XUV500 Ariccia (Roma), 18 ottobre 2018 - Si è svolto anche quest’anno, alla sua seconda edizione, il raduno riservato ai proprietari del Mahindra XUV500, modello al top di gamma della Casa indiana. Un modo per incontrarsi, divertirsi e vivere un’esperienza straordinaria con il proprio SUV, visitando luoghi incredibili e cimentandosi anche in esercizi di guida e abilità con la propria vettura. Non sono tantissimi i modelli di automobile che hanno un proprio gruppo di appassionati che si ritrova regolarmente, e già il fatto stesso che XUV500 sia riuscito in questo intento, denota la sua forte personalità. Scenario della seconda edizione dell’evento è stata la cornice esclusiva della Garfagnana, nell’Appennino Tosco-Emiliano: esattamente presso la Tenuta de Il Ciocco, 600 ettari in quel di Barga, in provincia di Lucca. Un viaggio nella natura, tra borghi, fortezze, vigneti e paesaggi incantati, per scoprire dove è capace di arrivare XUV500! Una due giorni alla quale hanno partecipato una novantina persone - tante le famiglie - con una trentina di XUV500: per condividere la propria passione, affrontando sterrati e piatti toscani tipici, con la stessa determinazione. Alternando tratti “guidati” in fuoristrada in modalità 4x4, alla scoperta turistica ed enogastronomica del territorio. Nella prima giornata si è tenuto il briefing ai partecipanti con il mini-corso teorico di guida 4×4. Poi è stata la volta degli XUV Games, giochi di abilità da fare a bordo dell’auto. Ad esempio, car-bowling, guida bendata e tiro al bersaglio. Per i più piccoli, è stato creato un tracciato per i modellini radiocomandati. -

The Rise of Mahindra
FIRST DRIVES Porsche 718 Boxster + Merc S-Class Cabrio + Jaguar F-Pace McLaren 675LT Spider SCOOP" HYBRIDSUVs NEXT-GEN "‘2 CO HEAD TO HEAD FIRST TEST!DRIVESmPorsche 718 Boxster + MercVolvo XC90S-ClassT8 vs BMWCabrioX5 xDrive40e+ Jaguar F-Pace McLaren 675LT Spider NEXT-GEN SCOOP HYBRID SUVs A3 U CO HEAD TO HEAD TEST! Volvo XC90 T8 vs BMW X5 xDrive40e P* JUNE 2016 Jook RSA: R36,90 (ind.VAT) * Other countries: R32,37 (excl.tax) A3 CARmag.co.za SFCARmagSA OCARmagazineSA Pen, JUNE 2016 RSA: R36.90 (ind.VAT) Other countries: R32.37 (excl.tax) f CARmag.co.za iFCARmagSA OCARmagazineSA ar<J ft r m ft m m J TEST \m ft m7 K. w m m TEST f w i ss r 201E’s BIG TECH HATCH SHODTOUT Conrod-free \pistons? Understanding suspensionTEST TECH 2D1B’S BIG + HATCH SHOOTOUT Conrod-freeMazda's SA gamepistons?plan NEW AST :7: Understanding suspension VS ISSN 0008-5995 GOLF 308 + 06461 Mazda's SA game plan NEWEuropean Car Of TheASTYear champs:7:tested 9 770008 11 599011 VS ISSN 0008-5995 OPEL ASTRA 1,4T ENJOY AT vs. PEUGEOT 308 1,2 PURETECH GT LINEGOLFAT vs. VOLKSWAGEN GOLF ('”3084 1,406461TSI COMFORTLINE DSG / / BMW X5 xDRIVE40e p— STEPTRONIC vs. VOLVO XC90 T8 AWD INSCRIPTION /EuropeanHYUNDAI i20 1,4 SPORTCar/ KIAOfSOULThe1,6 Year champs tested tests DIESEL SMART DCT / 12-MONTH TEST: INFINITI Q50S HYBRID / BIKE: DUCATI PANIGALE 1299 S 9 770008 11 599011 OPEL ASTRA 1,4T ENJOY AT vs. PEUGEOT 308 1,2 PURETECH GT LINE AT vs. VOLKSWAGEN GOLF V 1,4 TSI COMFORTLINE DSG / / BMW X5 xDRIVE40e p—* STEPTRONIC vs. -
O'kz 2015&16 Esa Fofhkuuk Deifu;Ksa }Kjk Ykwp Fd;Sx
foRRkh; o’kZ 2015&16 esa fofHkUUk dEifu;ksa }kjk ykWp fd;s x;s ekWMyksa ds vuqeksnu izek.k&i=A M/s India Yamaha Motor Pvt Ltd., A-3 Industrial Area, Noida Dadri Road, Surajpur Distt. G.B. Nagar (U.P) -201306. INDIA S.N. Model Name Date Two Wheeler Motorcycle "YAMAHA SALUTO”, 01+01 Seats, (Petrol Engine), 1 Category-L-2, Bharat Stage-III. 06-07-2015 Two Wheeler Motorcycle "YAMAHA FASCINO”, 01+01 Seats, (Petrol Engine), 2 Category-L-2, Bharat Stage-III. 06-07-2015 Two Wheeler Motorcycle "YAMAHA CYGNUS ALPHA”, 01+01 Seats, (Petrol Engine), 3 Category-L-2, Bharat Stage-III. 06-07-2015 Two Wheeler Motorcycle "YAMAHA YZF-R3”, 01+01 Seats, (Petrol Engine), 4 Category-L-2, Bharat Stage-III. 31-10-2015 Two Wheeler Motorcycle "YAMAHA CYGNUS RAY”, 01+01 Seats, (Petrol Engine), 5 Category-L-2, Bharat Stage-III. 31-10-2015 Two Wheeler Motorcycle "YAMAHA CYGNUS RAY Z”, 01+01 Seats, (Petrol Engine), 6 Category-L-2, Bharat Stage-III. 30-12-2015 M/s Hero Motocorp Ltd. , 69th Km. Stone, Delhi-Jaipur Highway, Dharuhera-123110, Distt Rewari ( Haryana) INDIA S.N. Model Name Date Two Wheeler Motorcycle "Xtreme Sports-Rear Disc Brake (Electric Start)”, 01+01 7 Seats, (Petrol Engine), Category-L-2, Bharat Stage-III. 01-05-2015 Two Wheeler Motorcycle "Xtreme Sports-Rear Drum Brake (Electric Start)”, 01+01 8 Seats, (Petrol Engine), Category-L-2, Bharat Stage-III. 01-05-2015 Two Wheeler “Maestro Edge", (Sheet metal Wheel) 01+01 Seats, (Petrol Engine), 9 Category-L-2, Bharat Stage-III. -

I N No a T I
ISSUE 4, 2013 ISSUE 4, 2013 Mahindra Everyday N trends breakthrough O goals I original T vanguard creativity WHAT’S INSIDE? 1 Mahindra Rise Awards 2013 Presented services A Exciting New Launches from Automotive Sector ingenious Farm Equipment Sector's Production Milestones Mahindra École Centrale Inaugurated in Hyderabad New Aerostructures Facility for Mahindra Aerospace processes V contemporary cutting-edge technologies O state-of-the-art ideas efficiency solutions N design N tactics I sparks ISSUE 4, 2013 CONTENTS PEOPLE COVER STORY 05 INITIATIVES 54 A closer look at the importance of People-focused activities included the innovation to the Mahindra Group’s inauguration of a new learning facility, future growth and success. health-focused activities and much more. SPECIAL FEATURE 10 QUALITY FOCUS 56 Pictorial highlights of Bharat Doshi’s In-depth attention to quality continued eventful and action-packed association across the Mahindra Group. with the Mahindra Group. SECTOR BRIEFS 16 SUSTAINABILITY 59 A brief look at the diverse activities of Sustainability-focused awards and the Mahindra Group’s business sectors initiatives at various Group companies. during the last quarter of 2013. CORPORATE AWARDS FOR SOCIAL EXCELLENCE 43 RESPONSIBILITY 60 The past quarter witnessed individuals Unstinting efforts to aid the less and companies across the Mahindra fortunate through varies initiatives Group notch up plenty of triumphs! around the country. Please write in to [email protected] to give feedback on this issue. ME TEAM Associate -

Government of India Income Tax Department Income Tax
GOVERNMENT OF INDIA INCOME TAX DEPARTMENT INCOME TAX OFFICE IInd Floor, City Plaza, West Nada, Guruvayur – 680101 Ph: 0487 2553100, 2553700, 2553800 Fax : 0487-255 3600. F.No .Estt/35/IT/GVR/2016-17 dated: 23.03.2017 NOTICE FOR INVITING TENDER Sealed Tenders are invited for the supply of one MID SIZE OPERATIONAL VEHICLE (COMMERCIAL) of make TOYOTA INNOVA / MAHINDRA SCORPIO S10 / MAHINDRA XUV500 (white, 2017 model) on monthly hire basis for the use of Income Tax Office, Guruvayur. In the absence of above vehicle only, other vehicles with same specification will be considered .The vehicle will be required 24 hours a day, 7 days a week, for a period of ‘TWO’ years, which may likely to be extended for further period at the discretion of the competent authority. Rs.40,000/- per month has been fixed as the maximum hiring charges admissible for vehicle. Tender forms along with terms and conditions can be obtained from the Income Tax Office, Guruvayur on any working day between 10.00 a.m. to 05.00p.m, or the same may be downloaded from the website of the Income tax Department at http://www.incometaxindia.gov.in. Filled in tender forms will be accepted till 04.00pm on 04.04.2017 which will be opened in the Income Tax Office, Guruvayur on 06.04.2017(Thursday) at 03.30p.m. Sd/- (C.S.RAGHUKUMAR) INCOME TAX OFFICER, WARD-2, GURUVAYUR -1- TERMS & CONDITIONS 1. The ‘TENDERER’ and / or ‘PARTY’ and or “SERVICE PROVIDER” or ‘BIDDER’ or ‘AGENCY’ as used in the Tender Document, shall mean the one who has signed the tender form and submitted the quotations in response to the tender notice issued by the Department. -

7 Seater MPV and SUV Cars in India : 5 Lakh to 15 Lakh Price Date: October 17, 2014 +10 Recommend This on Google
7 Seater MPV and SUV Cars in India from 5 Lakh to 15 Lakh Price http://www.mycarhelpline.com/index.php?option=com_latestnews&view... Dealer Login About Us Compare Cars Car Tips Home New Car Used Car Sell Car Car Finance Insurance Discount Offers Forum Q & A News & Reviews Blog Car Prices in Delhi Loan Eligibility Calculator Hot Car Deals Ask a Question +10 Recommend this on Google Home » Latest Car News,Reviews,Launches » 7 Seater MPV and SUV Cars in India : 5 Lakh to 15 Lakh Price Date: October 17, 2014 +10 Recommend this on Google Planning to Buy 7 Seater Car. Know 7 Seater MPV and SUV Cars in India from 5 Lakh to 15 Lakh Price Last updated in August 2015 7 Seater Utility Vehicles 7 Seater Family Size Cars are much more in demand in India. Known much as Family Size Cars -- which offer Space as Primary Factor From Handful of Cars - the number has just on a toll in last 3 years - Enjoy, Ertiga, Mobilio, XUV500, Tata Aria, Nissan Evalia - the choices have increased multifold in recent years. Spacious, Powerful, Fuel Efficient yet Full of Features - is what all 7 Seater Utility Vehicles are striving in Indian market. Know Cars which are available in 7 Seater Choice in India MPV Till 5 Lakh « Maruti Eeco : Comes in 7 Seater Option, but 7 Seater option is without AC « Datsun Go Plus (upcoming in Jan 2015) - Upcoming 7 Seater MPV in 2014, based on Go Hatch Platform - yet as 7 Seater Car in Budget Price under 5 Lakh « Wagon R 7 Seater (Anticipated by End of 2015) - Upcoming 7 Seater MPV in 2015, based on Wagon R Platform - yet extended as 7 Seater Car and to be Budget MPV from Maruti Suzuki. -
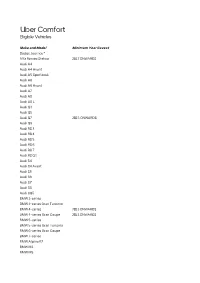
Uber Comfort Vehicle List
Uber Comfort Eligible Vehicles Make and Model Minimum Year Caveat Dodge Journey * Alfa Romeo Stelvio 2017 ONWARDS Audi A4 Audi A4 Avant Audi A5 Sportback Audi A6 Audi A6 Avant Audi A7 Audi A8 Audi A8 L Audi Q3 Audi Q5 Audi Q7 2015 ONWARDS Audi Q9 Audi RS 3 Audi RS 4 Audi RS 5 Audi RS 6 Audi RS 7 Audi RS Q3 Audi S4 Audi S4 Avant Audi S5 Audi S6 Audi S7 Audi S8 Audi SQ5 BMW 3-series BMW 3-series Gran Turismo BMW 4-series 2013 ONWARDS BMW 4-series Gran Coupe 2013 ONWARDS BMW 5-series BMW 5-series Gran Turismo BMW 6-series Gran Coupe BMW 7-series BMW Alpina B7 BMW M3 BMW M5 BMW M6 Gran Coupe BMW X1 BMW X3 BMW X4 2018 ONWARDS BMW X5 2013 ONWARDS BMW X6 Cadillac Escalade * Chrysler 200 * Chrysler 300 Chrysler PT Cruiser * Chrysler Sebring * Chrysler Voyager * Citroen C4 Citroen C4 Picasso Citroen C5 Citroen Grand Picasso Dodge Nitro * Fiat Freemont * Ford Escape 2017 ONWARDS Ford Everest 2015 ONWARDS Ford Fairlane * Ford Falcon Ford Fusion * Ford Kuga Ford Mondeo Ford Territory Genesis G80 2019 ONWARDS Genesis G90 * Great Wall X200 * Great Wall X240 * Haval H9 * Holden Berlina Holden Calais Holden Caprice Holden Captiva Holden Clubsport Holden Colorado 7 Holden Commodore Holden Equinox 2017 ONWARDS Holden GTS Holden Grange Holden Malibu 2013 ONWARDS Holden SV6 Holden Senator Holden Statesman Holden Trailblazer 2016 ONWARDS Holden Trax 2013 ONWARDS Honda Accord Honda CR-V Honda Freed * Honda Odyssey 2014 ONWARDS Hummer H3 * Hyundai Genesis 2014 ONWARDS Hyundai Santa Fe Hyundai Sonata 2015 ONWARDS Hyundai Starex * Hyundai Tucson 2015 ONWARDS -

Project Coordination and Management Unit, Shetimahamandalbhavan, 270, Bhamburda, Senapatibapat Road, Pune – 411 016
HON.BALASAHEB THACKERAY AGRI-BUSINESS AND RURAL TRANSFORMATION PROJECT(SMART) Project coordination and Management Unit, ShetiMahamandalBhavan, 270, Bhamburda, SenapatiBapat Road, Pune – 411 016. E-mail- [email protected] SMART/PCMU/Hiring of vehicles / 678 /2021-22 Date: - 13/08/2021 To, All Concerns, Subject: - Invitation for Sealed Quotations for Hiring of vehicles on Monthly Rental & on Call Basis. Dear Sir /Madam, 1. Government of Maharashtra has announced the implementation of “Agribusiness & Rural Transformation (SMART) Project” in the State of Maharashtra. 2. You are invited to submit your sealed competitive quotation for the following vehicles; a) On monthly basis: 1. Honda City (All AC)/Ciaz(AC) 2. Innova Crysta / Mahindra XUV500 (All AC) 3. Maruti Suzuki Swift Desire/Tata Zest/ Toyota Etios (All AC) 4. Maruti Suzuki Swift/Toyota Liva (All AC) 5. Mahindra Xylo/ Mahindra Bolero/Mahindra TUV300/Maruti Ertiga (All AC) Project Coordination and Management Unit (PCMU) of SMART Project, will hire around one to six vehicles from the above mentioned vehicles on Monthly rental basis as per requirement. b) On call basis for local use: 1. Honda City (All AC)/Ciaz(AC) 2. Innova Crysta / Mahindra XUV (All AC) 3. Maruti Suzuki Swift Desire/Tata Zest/ Toyota Etios (All AC) 4. Maruti Suzuki Swift/Toyota Liva (All AC) 5. Mahindra Xylo/ Mahindra Bolero/Mahindra TUV300/Maruti Ertiga (All AC) 6. Traveller 16 Seater or equivalent (All AC) 7. Bus 35 Seater or equivalent (All AC) PCMU (SMART) will require approximately two to ten vehicles days in a month on call basis for local use. c) On call basis for out Station: 1.