Process for Isomerizing Linear Olefins to Isoolefins
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Use of Local Minerals in the Treatment of Radioactive Waste
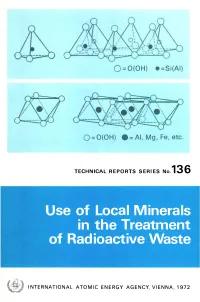
O = 0(0H) •=Si(AI) O = 0(0H) # = AI, Mg, Fe, etc. TECHNICAL REPORTS SERIES No. 136 Use of Local Minerals in the Treatment of Radioactive Waste INTERNATIONAL ATOMIC ENERGY AGENCY, VIENNA, 1972 USE OF LOCAL MINERALS IN THE TREATMENT OF RADIOACTIVE WASTE The following States are Members of the International Atomic Energy Agency: AFGHANISTAN GUATEMALA PAKISTAN ALBANIA HAITI PANAMA ALGERIA HOLY SEE PARAGUAY ARGENTINA HUNGARY PERU AUSTRALIA ICELAND PHILIPPINES AUSTRIA INDIA POLAND BELGIUM INDONESIA PORTUGAL BOLIVIA IRAN ROMANIA BRAZIL IRAQ SAUDI ARABIA BULGARIA IRELAND SENEGAL BURMA ISRAEL SIERRA LEONE BYELORUSSIAN SOVIET ITALY SINGAPORE SOCIALIST REPUBLIC IVORY COAST SOUTH AFRICA CAMEROON JAMAICA SPAIN CANADA JAPAN SUDAN CEYLON JORDAN SWEDEN CHILE KENYA SWITZERLAND CHINA KHMER REPUBLIC SYRIAN ARAB REPUBLIC COLOMBIA KOREA, REPUBLIC OF THAILAND COSTA RICA KUWAIT TUNISIA CUBA LEBANON TURKEY CYPRUS LIBERIA UGANDA CZECHOSLOVAK SOCIALIST LIBYAN ARAB REPUBLIC UKRAINIAN SOVIET SOCIALIST REPUBLIC LIECHTENSTEIN REPUBLIC DENMARK LUXEMBOURG UNION OF SOVIET SOCIALIST DOMINICAN REPUBLIC MADAGASCAR REPUBLICS ECUADOR MALAYSIA UNITED KINGDOM OF GREAT EGYPT, ARAB REPUBLIC OF MALI BRITAIN AND NORTHERN EL SALVADOR MEXICO IRELAND ETHIOPIA MONACO UNITED STATES OF AMERICA FINLAND MOROCCO URUGUAY FRANCE NETHERLANDS VENEZUELA GABON NEW ZEALAND VIET-NAM GERMANY, FEDERAL REPUBLIC OF NIGER YUGOSLAVIA GHANA NIGERIA ZAIRE, REPUBLIC OF GREECE NORWAY ZAMBIA The Agency's Statute was approved on 23 October 1956 by the Conference on the Statute of the IAEA held at United Nations Headquarters, New York; it entered into force on 29 July 1957, The Headquarters of the Agency are situated in Vienna. Its principal objective is "to accelerate and enlarge the contribution of atomic energy to peace, health and prosperity throughout the world". -

The Genesis of Zeolites
Eur. J. Mineral. 1989,1,479-487 The genesis of zeolites GLAUCoGOTTARDIt* Istituto di Mineralogia e Petrologia, Università di Modena, via S. Eufemia 19,1-41100 Modena, Italy Abstract: The equilibrium diagrams of zeolites and the different possibilities of synthesizing zeolites starting from chemicals, minerals, and natural glasses are reviewed so to have a general picture of the conditions of crystallization of these minerals. Subsequently, a description and interpretation is given of the geological environments where zeolites crystallize in nature. Key-words: zeolite, diagenesis, very-low-grade metamorphism, hydrothermalism, volcanic glass. 1. Introduction and heulandite generally contain some M+ ca tions, which are almost absent in laumontite, yu This topic has been the subject of so many publi gawaralite and wairakite, so the alkali metal con cations (e.g. Hay, 1978, 1986; Iijima, 1978, 1980; centration in the system may influence the given Kastner & Stonecipher, 1978; Surdam & Shep- boundaries. Additional diagrams on these zeolites pard, 1978) over the last ten years, that one may can be found in the literature, but none is known wonder "Why another one?". As a matter of fact, to the author for zeolites other than those men all these previous studies give detailed informa tioned here. Field and laboratory evidence suggests tion on rock-forming zeolites, generally crystal that some other alkali zeolites may have a stabil lized from natural glasses during diagenesis, but ity field; this is certainly true for clinoptilolite, they omit any consideration of zeolites in veins the siliceous alkali-rich variant of heulandite, and and vugs of massive rocks. The author also aims is also probably true for natrolite and mordenite. -

Chemical Composition of Ferrierite WILLIAM S. WISE 93/06
American Mineralogist, Volume 61, pa ges 60-66, 1976 Chemical composition of ferrierite WILLIAM S. WISE Department of Geological Sciences, University of California Santa Barbara, California 93/06 AND R. W. TSCHERNICH 532 Avenue A, Snohomish, Washington 98920 Abstract Ferrierite specimens from localities at Altoona, Washington; Silver Mountain, Alpine County, California; and Pinaus Lake, Monte Lake, and Francois Lake, British Columbia, have been analyzed by microprobe methods. These new analyses are combined with available data to delineate the compositional range for this zeolite. The frame work composition ranges from (Al7•5Si27 5072) to (Al,Sia,072). The a cell dimension varies linearly with the Si content. There are between 3 and 5 exchangeable cations (univalent and divalent) per unit cell of 72 oxygens, but with wide variations; the amount of univale11t ions ranges from 21 to 85 percent. There is no clear parititioning of the univalent ions, as the Na/(Na+K) ratio is highly variable. Mg is clearly fractionated in all ferrierites (Ca/(Ca + Mg) < 0.40), regardless of the amount of divalent ions. The highest known amounts of BaO (2.54%) and SrO (0.40%) are in the Silver Mountain ferrierite. Associated zeolites commonly include clinoptilolite or heulandite, although mordenite and dachiardite also occur with ferrierite at Altoona. The broad compositional range of ferrierite indicates that it can crystallize from solutions with a wide variety of alkali and alkaline earth cations, none of which are essential to the zeolite. If present, Mg ions are fractionated into the zeolite. Ferrierite crystallizes in response to high silica activities. However, to account for the range in silica contents, the a810, must be coupled with other variables, such as temperature or aH,o, in order to prevent crystallization of other high silica zeolites. -

SILICA SOURCE-DEPENDENT SYNTHESIS of FERRIERITE: APPLICATION in Cu2+ REMOVAL from WASTEWATER
SILICA SOURCE-DEPENDENT SYNTHESIS OF FERRIERITE: APPLICATION IN Cu2+ REMOVAL FROM WASTEWATER by COLLET MASWANGANYI DISSERTATION Submitted in fulfilment of the requirements for the degree of Master of Science in Chemistry in the Faculty of Science and Agriculture (School of Physical and Mineral Sciences) at the University of Limpopo Supervisor: Prof. MP Mokhonoana 2015 i DECLARATION I declare that the dissertation hereby submitted to the University of Limpopo, for the degree of Master of Science in Chemistry has not previously been submitted by me for a degree at this or any other university; that it is my work in design and in execution, and that all material contained herein has been duly acknowledged. _________________ ________________ Maswanganyi, C (Mr) Date i ACKNOWLEDGEMENTS I wish to express my deepest gratitude to my supervisor Prof. Malose Peter Mokhonoana for his outstanding guidance, support and encouragement throughout this study. His understanding and supervision is very much appreciated. I would like to thank my wife, my three daughters for support and encouragement and for having faith in me. I am very grateful for the technical assistance provided by Witwatersrand University for the XRD and NH3-TPD analyses. I would also like to thank Dr. Phokoane Betty Ramatsetse from University of Pretoria for SEM analyses. My special thanks go to Mr Muluvhu Brian Muluvhu, Ms Winnie Monama, Mr Khutso Mokami and Mr Nyiko Maurice Chauke for their IT expertise. I would like to thank NRF and University of Limpopo for financial support. I would also like to express my gratitude to all my colleagues of the Department of Chemistry. -

United States Patent (19) 11) 4,388,177 Bowes Et Al
United States Patent (19) 11) 4,388,177 Bowes et al. 45) Jun. 14, 1983 54 PREPARATION OF NATURAL FERRIERTE (56) References Cited HYDROCRACKING CATALYST AND HYDROCARBON CONVERSION WITH U.S. PATENT DOCUMENTS CATALYST 3,663,430 5/1972 Morris................................. 208/111 3,928,174 12/1975 Bonacci et al. ....................... 208/80 (75) Inventors: Emmerson Bowes, Woodstown; 4,025,575 5/1977 Chang et al......................... 585/640. Bruce P. Pelrine, Trenton, both of 4,278,564 7/1981 Pelrine ................................ 252/450 N.J. 4,335,019 6/1982 Bowes et al. ....................... 252/450 73 Assignee: Mobil Oil Corporation, New York, Primary Examiner-Delbert E. Gantz N.Y. Assistant Examiner-G. E. Schmitkons Attorney, Agent, or Firm-C. A. Huggett; M. G. Gilman; (21) Appl. No.: 355,439 S. Aksman 22 Filed: Mar. 8, 1982 57) ABSTRACT Related U.S. Application Data A shape-selective hydrocracking catalyst prepared by making a composite of a hydrogenation component and (62) Division of Ser. No. 225,079, Jan. 13, 1981, Pat. No. a natural ferrierite that has been treated with oxalic acid 4,335,019. to impart thereto catalytic activity for converting (51) Int. Cl............................................... C10G 47/18 slightly branched as well as straight chain hydrocar (52) U.S. C. ............................. 208/111; 208/DIG. 2; bons. The catalyst is useful for hydrodewaxing and for 208/59; 208/138 upgrading naphtha. (58) Field of Search .................. 208/111, DIG. 2, 59, 208/138 14 Claims, No Drawings 4,388,177 1. 2 4,016,245) and zeolite ZSM-38 (U.S. Pat. No. PREPARATION OF NATURAL FERRERTE 4,046,859). -

Us Department of the Interior
U.S. DEPARTMENT OF THE INTERIOR U.S. GEOLOGICAL SURVEY Zeolites and selected other hydrothermal minerals in the Cascade Mountains of northern Oregon by Keith E. Bargar and Robert L. Oscarson Open-File Report 97-100 This report is preliminary and has not been reviewed for conformity with U.S. Geological Survey editorial standards or with the North American Stratigraphic Code. Any use of trade, product or firm names is for descriptive purposes only and does not imply endorsement by the U.S. Government. U.S. Geological Survey, 345 Middlefield Road, Menlo Park, CA 94025 CONTENTS Abstract........................................................ ..4 Introduction ...................................................... .4 Analytical methods ............................................. 5 Geothermal areas .............................................. 6 Breitenbush-Austin hot springs area ............................ 6 Mount Hood area ........................................ .6 Newberry volcano ........................................ 7 Zeolite minerals .................................................... 7 Analcime and Wairakite ......................................... .7 Chabazite ................................................... 8 Dachiardite .................................................. 9 Epistilbite ................................................... 9 Erionite .................................................... .9 Faujasite ................................................... .9 Ferrierite ................................................. -

Urvey Note Volume 23, Number 3 Fall 1989 Utah Geological & Mineral S Ur V E: Y
URVEY NOTE VOLUME 23, NUMBER 3 FALL 1989 UTAH GEOLOGICAL & MINERAL S UR V E: Y photo credit: Ron Surdam, Dept. of Geology, University of Wyoming TABLE OF CONTENTS Zeolite Occurrences of Utah • • • . • • 2 THE DIRECTOR'S Utah Earthquake Activity •••••••••• 13 Teacher's Corner •. ...••• •• . • •••• 14 byM. Lee Allison Allison Named UGMS Direc tor . • .. • . 15 PERSPECTIVE Staff Changes •• •• .... • •• ••• . •• •. 15 Books & Papers ..• •• . • .... • •• • •• 16 Tooele 1° x 2° Mineral Occ urrence Map •..•.. ••••••• . 17 UGMS Industrial Mineral Q n October of this year Genevieve Atwood step- Publications ••. .• • .• •• • • •.... • 18 ped down after eight years as Director of UGMS Saline Resources of Utah ... •• • .. .. 21 to pursue educational and other career goals. In Last Map Ceremonies • ......•• • • • . 31 doing so, UGMS lost an incredibly dynamic, out Recent UGMS Publicatio ns .. .... ••. 32 spoken, innovative leader who broadened the scope of the Survey's role in understanding geologic hazards and mapping the geology of the state. It will be STATE OF UTAH NORMAN H . BANGERTER, GOVERNOR difficult to fill her shoes. DEPARTMENT OF NATURAL RESOURCES The transition period from announcement of my appointment as her replace DEE C. HANSEN, EXECUTIVE DIRECTOR ment to the day I actually took over was remarkably smooth as Genevieve so ught and accepted my recommendations on budget requests for the coming fiscal SURVEY NOTES STAFF year, and consulted me on all major managerial decisions. It was clear that her EDITOR J. STRIN GFELLOW concerns are with the hea lth and vitality of the UGMS and not with the fact that I EDITORIAL STAFF would be changing some aspects of her programs. I thank her and jo in with the Julia M. -

Crystal Chemistry and High-Temperature Behaviour of Ammonium Phases Nh4mgcl3·6H2O and 3+ (NH4)2Fe Cl5·H2O from the Burned Dumps of the Chelyabinsk Coal Basin
minerals Article Crystal Chemistry and High-Temperature Behaviour of Ammonium Phases NH4MgCl3·6H2O and 3+ (NH4)2Fe Cl5·H2O from the Burned Dumps of the Chelyabinsk Coal Basin Andrey A. Zolotarev Jr. 1,*, Elena S. Zhitova 1,2 , Maria G. Krzhizhanovskaya 1, Mikhail A. Rassomakhin 3, Vladimir V. Shilovskikh 4 and Sergey V. Krivovichev 1,5 1 Department of Crystallography, Institute of Earth Sciences, St. Petersburg State University, University Emb. 7/9, 199034 Saint-Petersburg, Russia 2 Institute of Volcanology and Seismology FEB RAS, Piip Blvd 9, 683006 Petropavlovsk-Kamchatsky, Russia 3 South Urals Federal Research Center of Mineralogy and Geoecology of UB RAS, 456317 Miass, Russia 4 Geomodel Research Centre, St. Petersburg State University, University Emb. 7/9, 199034 Saint-Petersburg, Russia 5 Federal Research Center, Kola Science Center, RAS, Fersmana Str. 14, 184209 Apatity, Russia * Correspondence: [email protected] or [email protected]; Tel.: +7-812-350-66-88 Received: 30 July 2019; Accepted: 12 August 2019; Published: 14 August 2019 Abstract: The technogenic mineral phases NH MgCl 6H O and (NH ) Fe3+Cl H O from the burned 4 3· 2 4 2 5· 2 dumps of the Chelyabinsk coal basin have been investigated by single-crystal X-ray diffraction, scanning electron microscopy and high-temperature powder X-ray diffraction. The NH MgCl 6H O 4 3· 2 phase is monoclinic, space group C2/c, unit cell parameters a = 9.3091(9), b = 9.5353(7), c = 13.2941(12) Å, β = 90.089(8) and V = 1180.05(18) Å3. The crystal structure of NH MgCl 6H O was refined to ◦ 4 3· 2 R = 0.078 (wR = 0.185) on the basis of 1678 unique reflections. -
Geological Fieldwork 1984
Geological Fieldwork 1984 a summary of field activities and current researchby the geological branch, mineral resources division Paper 1985- 1 Rovince of Btitish Columbia Ministry of Energy, Minesand Petroleum Resources British Columbia Cataloguing in Publication Data Main entry under title: Geologicalfieldwork. -- 1974- (Paper, ISSN 0226-9430) Annual. Issuing body varies: 1974-1980, GeologicalDivision; 1981- , GeologicalBranch. Subseries, 1979- , of: Paper(British Co1umbi.a. Ministry of Energy, Minesand PetroleumResources: "A smary of field activities of the Geological Division,Mineral Resources Branch." ISSN 0381-2'43X = Geologicalfieldwork 1. GeologV - British Columbia - Periodicals. 2. Geology, Economic - British Columbia - Periodicals. 3. Mines andmineral resources - British Columbia - Periodicals. I. BritishColmbia. Geological Division. 11. British Columbia.Geological Branch. 111. British Columbia. Ministry of Enera, Mines andPetroleum Resources. IV. Series: Paper (British Columbia. Ministry of Energy, Minesand Petroleum Resources) &E187.G46 1974 557.11'05 2 FOREWORD This is the eleventhyear of publication of GeologicalFieldwork and the first year it hasbeen named GeologicalFieldwork,. A Summary of FieldActivities and Current Research. The new name reflects expansion of thescope of this publication to include reports that cover the entire spectrum of work carried out by the Geological Branch. Reports on the two main inventory files of the Branch, MIITFILE and COALFILE, areincluded for the first time. The main aim IO€ the publicationremains unchanged; to acquaint the interested public with preliminary results of fieldwork of geologists of theGeological Branch as soon as possible after the field season. The 19R4 field program, like 1983, was reduced in corparison to previous years as British Columbia entered the second year of fiscal restraint. Tilose geologists in the field had shortened field seasons and none had more than one fieldassistant. -

Chemical Controls on Ferrierite Crystallization During Diagenesis Of
American Mineralogist, Volume 77, pages 314-328, 1992 Chemical controls on ferrierite crystallization during diagenesisof silicic pyroclastic rocks near Lovelock, Nevada SrBpnBN B. Rrcn* Exxon Researchand Engineeringcompany, Annandale, New Jersey08801, U.S.A. Knrrn G. PIPrB 2180 SchroederWay, Sparks,Nevada 89431'U.S.A. Devro E. W. Ylucn.lN Exxon Researchand Engineeringcompany, Annandale, New Jersey08801, u.s.A. Ansrru'cr The zeolites ferrierite, mordenite, and clinoptilolite have formed with smectite through hydration reactions in a sequenceof rhyolitic pyroclastic rocks near Lovelock, Nevada. Fiigh activities of silica and magnesia were required simultaneously for the large-scale crystallization of ferrierite in thesediagenetically altered rocks. Post-depositionaladdition of Mg coincided with ferrierite and smectiteformation. The sourceof the Mg is not known, but it could have originated either from a brackish, saline lake or from nearby leached basalts.Thus, origins of the Lovelock ferrierite deposit may have involved both lacustrine deposition and an open ground water system for the transformation of vitric tuffs into zeolites. Ferrierite crystallized early, mainly in the pore space of the tuffs. Clinoptilolite and cristobalite grew later by replacementof glass shards. Orthoclase and mordenite crystal- lized somewhat later, orthoclase usually in intimate associationwith ferrierite in K-rich zonesand mordenite alone in open pore spaces.Ferrierite crystallizationproceeded through a mechanism of dissolution and reprecipitation on glass and clay surfaces' Significant variation in chemical composition of individual ferrierite crystalsoccurs on the scaleof a few cubic millimeters. near INrnonucrroN Since its discovery in an outcrop ofolivine basalt the shore of Kamloops Lake in British Columbia (Gra- Ferrierite is a medium-pore zeolite that has interesting ham, l9l8), the zeolite ferrierite has been observed in potential applications in petrochemical processing. -

Ferrierite" an Australian Occurrence
MINERALOGICAL MAGAZINE, SEPTEMBER I978, VOL. 4 2, PP. 385-9 Ferrierite" an Australian occurrence B. M. ENGLAND AND J. OSTWALD The Broken Hill Proprietary Company Limited, Central Research Laboratories, Shortland, New South Wales, Australia SUMMARY. An occurrence of the magnesian zeolite Barry Cole, discovered specimens of an unknown ferrierite at Unanderra, New South Wales, represents the mineral in vesicles in latite while collecting in the first reported locality for this mineral in Australia. The then-working Wol|ongong City Council Quarry at ferrierite occurs in vesiclesin latite and is associated with Unanderra on the south coast of New South Wales. heulandite, laumontite, and calcite. Its crystal morpho- The crushed rock was being used for roadbase for logy is essentially similar to that of specimens from the type locality at Kamloops Lake in British Columbia. the Southern Freeway being constructed at that EPMA results are given for the Unanderra ferrierite and time and the quarry ceased operations on the its chemistry relative to other known occurrences is completion of that work. discussed. Unanderra ferrierite contains appreciably Subsequent X-ray powder diffraction analysis of more SrO2 than other ferrierites, but is significantlylower these samples carried out by the New South Wales in K20 and Na20. Mines Department at their Geological and Mining Museum in Sydney proved the mineral to be THE rare magnesian zeolite ferrierite was first ferrierite, the data agreeing with that published by described by Grahame (t9t8) following the Staples (I955). This locality at that time represented examination of specimens collected by Dr. W. F. the first occurrence of ferrierite in the southern Ferrier of the Canadian Geological Survey in a hemisphere and the fourth in the world. -

MINERALOGICAL JOURNAL, VOL. 6, No. 5, Pp. 343-364, SEPT., 1971
MINERALOGICAL JOURNAL, VOL. 6, No. 5, pp. 343-364, SEPT., 1971 NEW OCCURRENCE OF FERRIERITE SUMISAKU YAJIMA and TADAHARU NAKAMURA Institute of Earth Science, School of Education, Waseda University, Shinjuku, Tokyo, Japan and Eiji ISHII School of Social Science, Waseda University, Shinjuku, Tokyo, Japan ABSTRACT Ferrierite is a very rare mineral of the zeolite group. It was named and described in 191.8 by Graham. A zeolite was collected at the Itomuka mine in Hokkaido, Japan, in 1953. A preliminary investigation revealed that this mineral was ferrierite. Ferrierite from this locality occurs mainly as spherical aggregates of radiating blades and as interstitial fillings in propylite. This ferrierite is found in association with calcite, barite, pyrite and especially closely connected with heulandite. It is white in color, with a vitreous luster, and up to 0.5 mm in length. The first identification of this ferrierite was made by the X-ray powder method. Its Chemical com- position was close to the result of Graham's analysis, though ours was poorer in Mg than Graham's. The chemical formula will be best represented by (Na1.32K1.57)Mg1.09 (Si 30.95 Al 5.03•@Fe 0.01) 35.99 O72.01. 18.82H2O. The indices of refrac- tion measured are a=1.483 9=1.484 1=1.486 and the specific gravity is 2.06. Thermal properties of this ferrierite were studied by means of the deriva- tograph. Its DTA curve showed a large endothermic peak between 250•Ž and 260•Ž. A DTG curve revealed that its dehydration rate reaches a maximum of 0.85mg/min.