Design and Development of a Chassis Concept for an Autonomous Airport Shuttle
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Emergency Steer & Brake Assist – a Systematic Approach for System Integration of Two Complementary Driver Assistance Syste
EMERGENCY STEER & BRAKE ASSIST – A SYSTEMATIC APPROACH FOR SYSTEM INTEGRATION OF TWO COMPLEMENTARY DRIVER ASSISTANCE SYSTEMS Alfred Eckert Bernd Hartmann Martin Sevenich Dr. Peter E. Rieth Continental AG Germany Paper Number 11-0111 ABSTRACT optimized trajectory. In this respect and beside all technical and physical aspects, the human factor plays a major role for the development of this Advanced Driver Assistance Systems (ADAS) integral assistance concept. Basis for the assist the driver during the driving task to improve development of this assistance concept were subject the driving comfort and therefore indirectly traffic driver vehicle tests to study the typical driver safety, ACC (Adaptive Cruise Control) is a typical behavior in emergency situations. Objective example for a “Comfort ADAS” system. “Safety was on the one hand to analyze the relevant ADAS” directly target the improvement of safety, parameters influencing the driver decision for brake such as a forward collision warning or other and/or steer maneuvers. On the other hand the systems which assist the driver during an evaluation should result in a proposal for a emergency situation. A typical application for a preferable test setup, which can be used for use case “Safety ADAS” is EBA (Emergency Brake Assist), evasion and/or braking tests to clearly evaluate the which additionally integrates information of benefit of the system and the acceptance of normal surrounding sensors into the system function. drivers. Definition of assistance levels, warnings While systems in the longitudinal direction, such as and intervention cascade, based on physical aspects EBA, have achieved a high development status and and an analysis of driver behavior using objective are already available in the market (e.g. -

Modeling and Structural Analysis of Heavy Vehicle Chassis Made Of
International Journal of Modern Engineering Research (IJMER) www.ijmer.com Vol.2, Issue.4, July-Aug. 2012 pp-2594-2600 ISSN: 2249-6645 Modeling and Structural analysis of heavy vehicle chassis made of polymeric composite material by three different cross sections M. Ravi Chandra1, S. Sreenivasulu2, Syed Altaf Hussain3, *(PG student, School of Mechanical Engineering RGM College of Engg. & Technology, Nandyal-518501, India.) ** (School of Mechanical Engineering, RGM College of Engineering & Technology, Nandyal-518501, India) *** (School of Mechanical Engineering, RGM College of Engineering & Technology, Nandyal-518501, India) ABSTRACT: The chassis frame forms the backbone of a needed for supporting vehicular components and payload heavy vehicle, its principle function is to safely carry the placed upon it. Automotive chassis or automobile chassis maximum load for all designed operating conditions. helps keep an automobile rigid, stiff and unbending. Auto This paper describes design and analysis of heavy vehicle chassis ensures low levels of noise, vibrations and chassis. Weight reduction is now the main issue in harshness throughout the automobile. The different types of automobile industries. In the present work, the dimensions automobile chassis include: of an existing heavy vehicle chassis of a TATA 2515EX vehicle is taken for modeling and analysis of a heavy Ladder Chassis: Ladder chassis is considered to be one of vehicle chassis with three different composite materials the oldest forms of automotive chassis or automobile namely, Carbon/Epoxy, E-glass/Epoxy and S-glass /Epoxy chassis that is still used by most of the SUVs till today. As subjected to the same pressure as that of a steel chassis. -
Subframe Design General
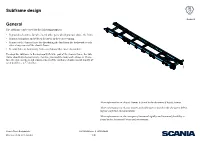
Subframe design General General The subframe can be used for the following purposes: • It provides clearance for wheels and other parts which protrude above the frame. • It provides rigidity and reduces the stress in the rear overhang. • It protects the chassis frame by distributing the load from the bodywork evenly over a larger area of the chassis frame. • It contributes to dampening frame oscillations that cause discomfort. To adapt the subframe to the torsionally flexible part of the chassis frame, the sub- frame should also be torsionally flexible, provided the bodywork allows it. There- fore, the side members and crossmembers of the subframe should consist mainly of open profiles, e.g. U-profiles. 376 530 More information on chassis frames is found in the document Chassis frames. More information on chassis frames and subframes is found in the document Select- ing the subframe and attachment. More information on the concepts of torsional rigidity and torsional flexibility is found in the document Forces and movements. Scania Truck Bodybuilder 22:10-649 Issue 2 2016-09-02 © Scania CV AB 2016, Sweden 1 (8) Subframe design General The subframe can appear differently depending on the characteristics required. The subframe length can vary. It can cover the whole chassis frame or be short and only cover part of the chassis frame. The height of the chassis frame can be adjusted to the current area of application. 376 541 Example of a subframe. Scania Truck Bodybuilder 22:10-649 Issue 2 2016-09-02 © Scania CV AB 2016, Sweden 2 (8) Subframe design General Side members The subframe’s side members are usually manufactured from U-profiles, just as the chassis frame’s side members. -
Reignite Your Va Va Voom Drive the Change
RENAULTSPORT REIGNITE YOUR VA VA VOOM DRIVE THE CHANGE RENAULTSPORT REIGNITE YOUR VA VA VOOM OUR KNOWLEDGE p. 3 HALL OF FAME p. 4 CLIO RENAULTSPORT p. 6 CLIO GT-LINE p. 14 MEGANE RENAULTSPORT p. 20 TRACKDAYS AND EVENTS p. 30 OUR KNOWLEDGE FROM FORMULA 1 TO ROAD CARS RENAULT - 115 YEARS OF HISTORY, UNDERPINNED WITH A UNIQUE COMMITMENT AND PASSION FOR MOTOR SPORT Renault has raced for almost as long as the company has been alive. In 1902 a Renault Type K won its first victory in the Paris-to-Vienna road race, propelled by a four cylinder engine producing slightly more than 40 horsepower. It beat the more powerful Mercedes and Panhard racers because they broke down, proving very early on that to finish first, first you have to finish. In that same year Renault patented the turbocharger, something it had not forgotten in 1977 when it was the first manufacturer to race a turbocharged Formula One car. The RS01 was initially nicknamed the 'Yellow Teapot' by amused rival teams, but intensive development eventually saw it scoring fourth place in the 1978 US Grand Prix, and a pole position the following year. Within three years of the Yellow Teapot’s arrival most rival teams were also using turbochargers. Although today’s Renaultsport RS27-2013 engine is a normally aspirated V8, as required by the regulations, from 2014 it will be replaced by a highly advanced, downsized 1.6-litre turbocharged V6 featuring a pair of powerful energy recuperation systems that feed twin electric motors. These include an Energy Recovery System (ERS-K) that harvests Kinetic energy, and a second Energy Recovery System (ERS-H) that captures Heat. -
Modify Or Repair Chassis/Frame and Associated Components Workbook (AUM8101A)
Modify or Repair Chassis/Frame and Associated Components Workbook (AUM8101A) AUT035 AUM8101A Modify or Repair Chassis/Frame and Associated Components Workbook Copyright and Terms of Use © Department of Training and Workforce Development 2016 (unless indicated otherwise, for example ‘Excluded Material’). The copyright material published in this product is subject to the Copyright Act 1968 (Cth), and is owned by the Department of Training and Workforce Development or, where indicated, by a party other than the Department of Training and Workforce Development. The Department of Training and Workforce Development supports and encourages use of its material for all legitimate purposes. Copyright material available on this website is licensed under a Creative Commons Attribution 4.0 (CC BY 4.0) license unless indicated otherwise (Excluded Material). Except in relation to Excluded Material this license allows you to: Share — copy and redistribute the material in any medium or format Adapt — remix, transform, and build upon the material for any purpose, even commercially provided you attribute the Department of Training and Workforce Development as the source of the copyright material. The Department of Training and Workforce Development requests attribution as: © Department of Training and Workforce Development (year of publication). Excluded Material not available under a Creative Commons license: 1. The Department of Training and Workforce Development logo, other logos and trademark protected material; and 2. Material owned by third parties that has been reproduced with permission. Permission will need to be obtained from third parties to re-use their material. Excluded Material may not be licensed under a CC BY license and can only be used in accordance with the specific terms of use attached to that material or where permitted by the Copyright Act 1968 (Cth). -

Carbon Fiber Monocoque Dan Brown [email protected]
The University of Akron IdeaExchange@UAkron Williams Honors College, Honors Research The Dr. Gary B. and Pamela S. Williams Honors Projects College Spring 2019 Carbon Fiber Monocoque Dan Brown [email protected] Leland Hoffman [email protected] Please take a moment to share how this work helps you through this survey. Your feedback will be important as we plan further development of our repository. Follow this and additional works at: https://ideaexchange.uakron.edu/honors_research_projects Part of the Computer-Aided Engineering and Design Commons, Manufacturing Commons, and the Other Materials Science and Engineering Commons Recommended Citation Brown, Dan and Hoffman, Leland, "Carbon Fiber Monocoque" (2019). Williams Honors College, Honors Research Projects. 930. https://ideaexchange.uakron.edu/honors_research_projects/930 This Honors Research Project is brought to you for free and open access by The Dr. Gary B. and Pamela S. Williams Honors College at IdeaExchange@UAkron, the institutional repository of The nivU ersity of Akron in Akron, Ohio, USA. It has been accepted for inclusion in Williams Honors College, Honors Research Projects by an authorized administrator of IdeaExchange@UAkron. For more information, please contact [email protected], [email protected]. ASME Report Cover Page & Vehicle Description Form Human Powered Vehicle Challenge Competition Location: ____ Pomona, CA_______ Competition Date: ___March 15th - March 17th___ This required document for all teams is to be incorporated in to your Design Report. Please Observe -

A Thesis Entitled Design, Analysis and Optimization of Rear Sub-Frame Using Finite Element Modeling and Modal Analysis by Gaurav
A Thesis entitled Design, Analysis and Optimization of Rear Sub-frame using Finite Element Modeling and Modal Analysis by Gaurav Kesireddy Submitted to the Graduate Faculty as partial fulfillment of the requirements for the Master of Science Degree in Mechanical Engineering _________________________________________ Dr. Hongyan Zhang, Committee Chair _________________________________________ Dr. Sarit Bhaduri, Committee Member _________________________________________ Dr. Matthew Franchetti, Committee Member _________________________________________ Dr. Amanda Bryant-Friedrich, Dean College of Graduate Studies The University of Toledo May 2017 Copyright 2017, Gaurav Kesireddy This document is copyrighted material. Under copyright law, no parts of this document may be reproduced without the expressed permission of the author. An Abstract of Design, Analysis and Optimization of Rear Sub-frame using Finite Element Modeling and Modal Analysis by Gaurav Kesireddy Submitted to the Graduate Faculty as partial fulfillment of the requirements for the Master of Science Degree in Mechanical Engineering The University of Toledo May 2017 A sub-frame is a structural component of an automobile that carries suspension, exhaust, engine room, etc. The sub-frame is generally bolted to Body in White(BIW). It is sometimes equipped with springs and bushes to dampen vibration. The principal purposes of using a sub-frame are, to spread high chassis loads over a wide area of relatively thin sheet metal of a monocoque body shell, and to isolate vibration and harshness from the rest of the body. As a natural development from a car with a full chassis, separate front and rear sub-frames are used in modern vehicles to reduce the overall weight and cost. In addition, a sub-frame yields benefits to production in that subassemblies can be made which can be introduced to the main body shell when required on an automated line. -

Vehicle Make: Model: Chassis Number (Full): Registration/Retail Date: Registration Number: Miles/Kilometres: Assessment Date: Be
BENTLEY CERTIFIED PRE-OWNED EXTENDED SERVICE PROGRAM TECHNICAL INSPECTION TECHNICAL INSPECTION Vehicle Make: Model: Registration Number: Miles/Kilometres: Registration/Retail Date: Chassis Number (Full): Bentley Certified Technician: Assessment Date: I. CHECK FOR LEVELS AND LEAKS III. OPERATION AND CONDITION CHECK V. AFTER ROAD TEST 1. Engine Oil 37. Ignition/Starter 71. Check for Visible Leaks 2. Transmission Oil 38. Suspension and Shock Absorbers 72. Glass for Chips, Cracks, 3. Power Steering Fluid 39. Engine and Suspension Mountings Delamination and Correct/Legal Tint 4. Brake Fluid 40. Steering and Suspension Joints 73. Bodywork Commensurate with Age/Miles (no dents or scratches) 5. Hydraulic Oil 41. Wheel Bearings for wear 74. Carpets Commensurate with 6. Engine Coolant (inc specific gravity) and adjustment Age and Mileage (appearance 42. Rubber Boots and Gaiters 7. Washer Reservoir and security) 43. Propeller Shaft/Drive Shafts - 8. Fuel System Leaks 75. Upholstery and Headlining Condition/Tightness 9. Final Drive Oil (appearance and security) 44. All Drive Belts - Condition/Tightness 76. Veneers and trim (appearance II. FUNCTION TEST 45. Brake Pipes and Hoses - and security) Condition and Security 10. Check for Oustanding Recalls/ 46. Brake pads for Wear/Serviceability VI. FINAL PREPARATION Service Campaigns and Software 47. Underbody and Exhaust (including Downloads 77. Check Service History and Update the Catalytic Convertor) - Damage/ if Necessary 11. Parking Brake Operation Corrosion 78. Check the Operation of the Spare 12. Bonnet/Boot Release and 48. Check Operation of Exhaust Key Fob Safety Catch Solenoid Valve 79. Compliance with Statutory 13. Operation of Doors, Boot, 49. Clear Body Drains Glove Box etc. -
Lotus Cars Limited DELAMARE ROAD, CHESHUNT, HERTFORDSHIRE, ENGLAND TELEPHONES: WALTHAM CROSS 26181/10 CABLES: LOTUSCARS LONDON
THE (C Constructed around a backbone of racing experience ... Years of painstaking design, research and experience have reached their spectacular conclusion in the production of the Lotus Elan. Even to the untrained eye the sleek and crisp styling of the glassfibre-reinforced-plastic coach- work immediately creates the impression of a beautifully balanced motor car. Compact yet spacious, fast but also quiet and docile, superbly finished and equipped but low in price. The Lotus Elan represents so great an advance in sports car design as to be unique. LOUt S From its precision engineered twin overhead camshaft engine to its functional foam filled bumpers this · car portrays a totally new outlook in automotive engineering. I n Numerous features of the Lotus Elan are indirectly con- · ceived from its renowned sister - the Lotus Elite - and . backed by the design resources of today's most successful manufacturer of specialised performance cars, Lotus 150 O present a safe, proven, economical and unbelievably exciting sports car well worthy of the reputation which has made the Marque world famous. Full length, wide opening doors give step ease of entry for driver and passenger. The compact form ofthe Lotus inside Elan belies the well appointed spacious interior with fully adjustable, deep squab-shaped bucket seats for driver and passenger, plus occasional seating for a child. Alternatively, this space will accom- modate a carry-cot. Sliding side windows, precise door locks, glove compartment and map pockets are further features of the Elan's interior design. , ,,.$~:~~ The sloping bonnet provides \-.._Jrf'l~ . ~~.~":~:=:;;;:~= completely unobstructed . y vision of the road ahead. -

Design and Analysis of a 3-Wheleer Integrated Monocoque Chassis 1 2 3 G
ISSN 2319-8885 Vol.05,Issue.05, February-2016, Pages:0984-0989 www.ijsetr.com Design and Analysis of a 3-Wheleer Integrated Monocoque Chassis 1 2 3 G. SAWAN KUMAR , SHUVENDRA MOHAN , G. SARVOTHAM YADAV 1B.Tech Scholar, Dept of Aeronautical, SVIET, Hyderabad, TS, India, E-mail: [email protected]. 2M.Tech Scholar, Dept of Aeronautical, IARE, Hyderabad, TS, India, E-mail: [email protected]. 3M.S Scholar, Dept of Mechanical, Southern University A & M, Louisiana-USA, E-mail: [email protected]. Abstract: In this project, the design and development of integrated chassis of three wheeler prototype vehicle chassis is done, to convert the three wheeler passenger vehicle chassis into a load carrier chassis with the aim of reducing the tooling cost and increasing the rate of production. For this, the analysis is carried out by using Finite Element Analysis (FEA). The parameters checked in the analysis are the displacement of the chassis structure and stresses under static condition. The modeling of new chassis is done by using PRO-E and FEA by using ANSYS. Specifications of materials selection become a priority in order to construct the new chassis, based on the results of FEA we selected CRS-D grade (Cold Rolled Steel) of thickness 1.6mm. The best design with minimum self-weight, maximum load capacity and minimum deflection under static loading was then identified based on the results obtained through FEA. Keywords: FEA, CRS-D, Monocoque. I. INTRODUCTION Advantages: Chassis is a French term and was initially used to denote The half-axles have better contact with ground when the frame parts or basic structure of the Vehicle. -

Orbea 1 2 /2015 Index
ORBEA 1 2 /2015 INDEX INDEX INTRODUCTION ABOUT P. 04 ORBEA P. 06 BY JON FERNÁNDEZ. ORIGINS, PROCESS. ORBEA 3 ORBEA EQUIPMENT BICYCLES P. 326 P. 26 NEW RANGE HELMETS, APPAREL OF PRODUCTS. AND HYDRA. 4 /2015 PREFACEINTRODUCTION INTRODUCTION YESTERDAY, TODAY AND TOMORROW. Since its inception more than 170 years ago, Orbea has been associated with an indefatigable quest: adaptation and self-improvement. These traits have brought us to where we are now, earning us international renown and presence in more than 65 countries. This could only be possible with the joint efforts and trust of the people who make Orbea, and with a series of values that have created unity, strength and capability. Our catalog reflects this as a tool where we share our personality, our know-how and solutions – a tool that shows our love of sports and our eagerness to be what we imagined we could be. This catalog reflects our passion in providing innovative global solutions and lifetime warranty as proof that we know we’re offering top-quality products. At Orbea we create experiences for you to feel, enjoy, discover and do better. But, above all, we want to be by your side, experiencing with you and meeting your needs in order to improve and always give you the best. JON FERNÁNDEZ. Orbea General Manager. ORBEA 5 6 /2015 ABOUT ORBEA ORBEA 7 ABOUT ORBEA 8 /2015 ABOUT ORBEA HISTORY ORIGINS Orbea was established in 1840 as a family-run A few years later, the economic crisis brought Orbea Later, with the emergence of mountain biking, Orbea company making rlvers, cartridge guns and to the brink of bankruptcy. -

Design and Analysis of Car Chassis Mohamad Sazuan Bin
i DESIGN AND ANALYSIS OF CAR CHASSIS MOHAMAD SAZUAN BIN SARIFUDIN A report submitted for partial fulfilment of the requirement for the Diploma of Mechanical Engineering award. Faculty of Mechanical Engineering UNIVERSITI MALAYSIA PAHANG JANUARY 2012 vi ABSTRACT This project concerns on the assessment on making an analysis of the car chassis will fit all aspects and concepts according to the rules of Eco Marathon Challenge. The objective of this project to design and analyse of car chassis. To avoid any possibilities of failure of the structure and thus to provide enough supporting member to make the region stronger in term of deformation. Finite element analysis enables to predict the region that tends to fail due to loading. Besides that, need to utilize the feature of CAE software named as FEMPRO to get the distribution of stress and strain on the chassis, both component as well as the material costing. The main objective is to study the effect of load that applied in term of driver weight, the car body and the equipment. vii ABSTRAK Projek ini menekankan pembelajaran berkenaan dengan cara–cara menganalisa terhadap casis kereta berdasarkan undang-undang yang terdapat di dalam pertandingan Shell Eco Marathon. Objektif projek ini ada untuk mebuat rekaan adan menganalisa casis kereta. Untuk menghindarkan sebarang kemungkinan kegagalan struktur casis kereta dan membrikan sokongan yang secukupnya kepada casis kereta. Analisa “Finite element” membantu untuk mengesan kawasan yang berkemungkinan akan gagal. Perisian CAE atau FEMPRO digunakan untuk mendapatkan taburan “stress” dan “strain”. Tambahan pula, tujuan utama adalah untuk menelaah kesan bebanan hasil daripada berat pemandu, berat body dan berat kelengkapan tambahan.