Dallas Dhu Distillery
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

The 2019 Full Year Collectors and Investors Single Malt Scotch Review
THE 2019 FULL YEAR COLLECTORS AND INVESTORS SINGLE MALT SCOTCH REVIEW. RARE WHISKY 101 INVESTMENT GROWTH RETURNS TO THE RARE WHISKY MARKET. CONTENTS 3 Executive Summary Full Year 2019 9 Supply and Demand 12 Investment Comparison 16 Market Share by Volume – Top 10 Distilleries League Table 20 Market Share by Value – Top 10 Distilleries League Table 23 Rare Whisky Collectors Ranking – League Table 25 Rare Whisky Investors Ranking – League Table 27 Grain in Granularity 35 Crystal Ball Gazing – What Next? RW101 | FULL YEAR REVIEW 2019 2 FULL YEAR 2019 Executive SUMMARY RW101 | FULL YEAR REVIEW 2019 3 SPRINGBANK RETAINED ITS HALF YEAR NUMBER ONE POSITION IN THE INVESTOR RANKINGS, CLOSELY FOLLOWED BY SILENT DISTILLERIES ROSEBANK AND BRORA. POUND FOR POUND, MACALLAN NOW ACCOUNTS FOR ALMOST 40% OF MARKET. RW101 | FULL YEAR REVIEW 2019 4 VOLUME AND VALUE ANALYSIS VOLUME VALUE £ 160,000 £70,000,000 140,000 £60,000,000 143,895 120,000 £50,000,000 100,000 £57,707,707 £40,000,000 107,890 80,000 £30,000,000 83,713 60,000 £40,772,550 £20,000,000 40,000 58,758 £14,211,767 £9,562,405 43,458 £10,000,000 £25,060,058 20,000 0 £0 2015 2016 2017 2018 2019 2015 2016 2017 2018 2019 The number of recorded bottles of Single Malt The recorded £ value of collectable bottles of Scotch Whisky sold at auction in the UK in FY Single Malt Scotch Whisky sold at auction in the 2019 increased by 33.37% to 143,895 (107,890 UK in FY 2019 rose by 41.54% to a record high of were sold in FY 2018). -

Boisdale of Bishopsgate Whisky Bible
BOISDALE Boisdale of Bishopsgate Whisky Bible 1 All spirits are sold in measures of 25ml or multiples thereof. All prices listed are for a large measure of 50ml. Should you require a 25ml measure, please ask. All whiskies are subject to availability. 1. Springbank 10yr 19. Old Pulteney 17yr 37. Ardbeg Corryvreckan 55. Glenfiddich 21yr 2. Highland Park 12yr 20. Glendronach 12yr 38. Ardbeg 10yr 56. Glenfiddich 18yr 3. Bowmore 12yr 21. Whyte & Mackay 30yr 39. Lagavulin 16yr 57. Glenfiddich 15yr Solera 4. Oban 14yr 22. Royal Lochnagar 12yr 40. Laphroaig Quarter Cask 58. Glenfarclas 10yr 5. Balvenie 21yr PortWood 23. Talisker 10yr 41. Laphroaig 10yr 59. Macallan 18yr 6. Glenmorangie Signet 24. Springbank 15yr 42. Ardbeg Uigeadail 60. Highland Park 18yr 7. Suntory Yamazaki DR 25. Ailsa Bay 43. Tomintoul 16yr 61. Glenfarclas 25yr 8. Cragganmore 12yr 26. Caol Ila 12yr 44. Glenesk 1984 62. Macallan 10yr Sherry Oak 9. Brora 30yr 27. Port Charlotte 2008 45. Glenmorangie 25yr QC 63. Glendronach 12yr 10. Clynelish 14yr 28. Balvenie 15yr 46. Strathmill 12yr 64. Balvenie 12yr DoubleWood 11. Isle of Jura 10yr 29. Glenmorangie 18yr 47. Glenlivet 21yr 65. Aberlour 18yr 12. Tobermory 10yr 30. Macallan 12yr Sherry Cask 48. Macallan 12yr Fine Oak 66. Auchentoshan 3 Wood 13. Glenfiddich 26yr Excellence 31. Bruichladdie Classic Laddie 49. Glenfiddich 12yr 67. Dalmore King Alexander III 14. Dalwhinnie 15yr 32. Chivas Regal 18yr 50. Monkey Shoulder 68. Auchentoshan 12yr 15. Glenmorangie Original 33. Chivas Regal 25yr 51. Glenlivet 25yr 69. Benrinnes 23yr 2 16. Bunnahabhain 12yr 34. Dalmore Cigar Malt 52. Glenlivet 12yr 70. -

The Whisky Sale
THE WHISKY SALE Wednesday 6 June 2018 Edinburgh THE WHISKY SALE | Edinburgh | Wednesday 6 June 2018 | Edinburgh Wednesday 24753 THE WHISKY SALE Wednesday 6 June 2018 at 11am 22 Queen Street, Edinburgh VIEWING ENQUIRIES CUSTOMER SERVICES IMPORTANT INFORMATION Tuesday 5 June Martin Green Monday to Friday 8.30am The United States Government 10am to 4pm +44 (0) 7775 842 626 to 6.00pm has banned the import of ivory Wednesday 6 June +44 (0) 131 225 2266 +44 (0) 20 7447 7447 into the USA. Lots containing 9am to 11am [email protected] Please see page 2 for bidder ivory are indicated by the information including after-sale symbol Ф printed beside the SALE NUMBER Press Enquiries: collection and shipment lot number in this catalogue. 24753 [email protected] +44 (0) 20 7468 5871 ILLUSTRATIONS CATALOGUE Front cover: Lots 52 Back cover: Lot 146 £10.00 Inside front cover: Lot 16 BIDS Inside back cover: Lot 75 +44 (0) 20 7447 7447 +44 (0) 20 7447 7401 fax [email protected] Please note that bids should be submitted no later than 4pm on the day prior to the sale. New bidders must also provide proof of identity when submitting bids. Failure to do this may result in your bid not being processed. Bidding by telephone will only be accepted on a lot with the lower estimate of £500. Live online bidding is available for this sale Please email [email protected] with ‘live bidding’ in the subject line 48 hours before the auction to register for this service Bonhams 1793 Limited Bonhams International Board Bonhams UK Ltd Directors Registered No. -
Cooling Tower Register
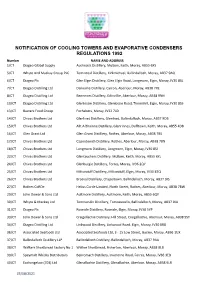
NOTIFICATION OF COOLING TOWERS AND EVAPORATIVE CONDENSERS REGULATIONS 1992 Number NAME AND ADDRESS 1/CTDiageo Global Supply Auchroisk Distillery, Mulben, Keith, Moray, AB55 6XS 5/CTWhyte And Mackay Group PLC Tomintoul Distillery, Kirkmichael, Ballindalloch, Moray, AB37 9AQ 6/CTDiageo Plc Glen Elgin Distillery, Glen Elgin Road, Longmorn, Elgin, Moray, IV30 8SL 7/CTDiageo Distilling Ltd Dailuaine Distillery, Carron, Aberlour, Moray, AB38 7RE 8/CTDiageo Distilling Ltd Benrinnes Distillery, Edinvillie, Aberlour, Moray, AB38 9NN 10/CTDiageo Distilling Ltd Glenlossie Distillery, Glenlossie Road, Thomshill, Elgin, Moray, IV30 8SS 13/CTBaxters Food Group Fochabers, Moray, IV32 7LD 14/CTChivas Brothers Ltd Glenlivet Distillery, Glenlivet, Ballindalloch, Moray, AB37 9DB 15/CTChivas Brothers Ltd Allt A Bhainne Distillery, Glenrinnes, Dufftown, Keith, Moray, AB55 4DB 16/CTGlen Grant Ltd Glen Grant Distillery, Rothes, Aberlour, Moray, AB38 7BS 17/CTChivas Brothers Ltd Caperdonich Distillery, Rothes, Aberlour, Moray, AB38 7BN 18/CTChivas Brothers Ltd Longmorn Distillery, Longmorn, Elgin, Moray, IV30 8SJ 22/CTChivas Brothers Ltd Glentauchers Distillery, Mulben, Keith, Moray, AB55 6YL 24/CTChivas Brothers Ltd Glenburgie Distillery, Forres, Moray, IV36 2QY 25/CTChivas Brothers Ltd Miltonduff Distillery, Miltonduff, Elgin, Moray, IV30 8TQ 26/CTChivas Brothers Ltd Braeval Distillery, Chapeltown, Ballindalloch, Moray, AB37 9JS 27/CTRothes CoRDe Helius Corde Limited, North Street, Rothes, Aberlour, Moray, AB38 7BW 29/CTJohn Dewar & Sons Ltd Aultmore Distillery, -

To See Our Tasting Tray Menu
Highlander Inn – Craigellachie Whisky tasting menus 06/07/2016 Highlander Inn – Craigellachie Whisky tasting menus 1. The Speyside Malt Whisky Trail ~ Official Bottlings £23.90 Balvenie Doublewood 12yo 40.0% Cardhu 12yo 40.0% Glenfiddich 12yo 40.0% Strathisla 12yo 43.0% Glenlivet 18yo 43.0% Benromach Organic 43.0% 2. Highlands & Islands ~ Official Bottlings £24.40 Dalwhinnie 15yo 43.0% Glenmorangie 10yo 40.0% Isle of Jura Superstition 45.0% Clynelish 14yo 46.0% Highland Park 12yo 40.0% Oban 14yo 43.0% 3. Diageo’s “Classic Malts” £24.80 Glenkinchie Lowlands 12yo 43.0% Dalwhinnie Highlands 15yo 43.0% Cragganmore Speyside 12yo 40.0% Oban Highlands 14yo 43.0% Talisker Islands 10yo 45.8% Lagavulin Islay 16yo 43.0% 4. A brief journey around Scotland ~ Official Bottlings £23.90 Auchentoshan Lowlands 43.0% Dalwhinnie Highlands 15yo 43.0% Aberlour Speyside 10yo 40.0% Highland Park Islands 12yo 40.0% Springbank Campbeltown 10yo 46.0% Bowmore Islay 12yo 40.0% 5. Age Comparison ~ Official Bottlings £34.00 Glenlivet Speyside 12yo 43.0% Glenlivet Speyside 18yo 43.0% Highland Park Islands 12yo 40.0% Highland Park Islands 18yo 43.0% Glendronach East Highlands 12yo 40.0% Glendronach East Highlands 18yo 46.0% 6. Islay Malts ~ Official Bottlings £30.70 Bowmore 12yo 40.0% Kilchoman 100% Islay 50.0% Laphroaig Quarter cask 48.0% Ardbeg 10yo 46.0% Lagavulin Distillers Edition, Pedro Ximenez Finish 16yo 43.0% Caol Ila ` 12yo 43.0% 06/07/2016 Highlander Inn – Craigellachie Whisky tasting menus 7. Lesser Known Speyside Selections from the “Flora & Fauna” range £35.80 Glenlossie 10yo 43.0% Strathmill 12yo 43.0% Auchroisk 10yo 43.0% Benrinnes 15yo 43.0% Mortlach 16yo 43.0% Dailuaine 16yo 43.0% 8. -
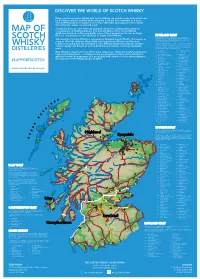
2019 Scotch Whisky
©2019 scotch whisky association DISCOVER THE WORLD OF SCOTCH WHISKY Many countries produce whisky, but Scotch Whisky can only be made in Scotland and by definition must be distilled and matured in Scotland for a minimum of 3 years. Scotch Whisky has been made for more than 500 years and uses just a few natural raw materials - water, cereals and yeast. Scotland is home to over 130 malt and grain distilleries, making it the greatest MAP OF concentration of whisky producers in the world. Many of the Scotch Whisky distilleries featured on this map bottle some of their production for sale as Single Malt (i.e. the product of one distillery) or Single Grain Whisky. HIGHLAND MALT The Highland region is geographically the largest Scotch Whisky SCOTCH producing region. The rugged landscape, changeable climate and, in The majority of Scotch Whisky is consumed as Blended Scotch Whisky. This means as some cases, coastal locations are reflected in the character of its many as 60 of the different Single Malt and Single Grain Whiskies are blended whiskies, which embrace wide variations. As a group, Highland whiskies are rounded, robust and dry in character together, ensuring that the individual Scotch Whiskies harmonise with one another with a hint of smokiness/peatiness. Those near the sea carry a salty WHISKY and the quality and flavour of each individual blend remains consistent down the tang; in the far north the whiskies are notably heathery and slightly spicy in character; while in the more sheltered east and middle of the DISTILLERIES years. region, the whiskies have a more fruity character. -

Glenglassaugh's Revival
Malt Maniacs E-pistle #2011- By ralfy, Isle of Man This article is brought to you by 'Malt Maniacs'; an international collective of more than two dozen fiercely independent malt whisky aficionados. Since 1997 we have been enjoying and discussing the pleasures of single malt whisky with like-minded whisky lovers from all over the world. In 2010 our community had members from 16 countries; The United Kingdom, Sweden, Germany, Holland, Belgium, France, Switzerland, Italy, Greece, The U.S.A., Canada, India, Japan, Taiwan, Australia & South Africa. More information on: www.maltmaniacs.org. Glenglassaugh's revival. A chat with Distillery Boss, Stuart Nickerson At a moment in time when expensive marketing dominates the public message of Scotch Whisky it is both refreshing and insightful to have the opportunity to chat with an Industry professional like Stuart Nickerson, Director of Glenglassaugh Distillery near Port Soy in Scotland who covers many roles in his job of running a small, craft-orientated and Independent Distillery which continues to do things the old-school way, something which experienced whisky drinkers are increasingly more aware of in terms of intrinsic quality and worth. I am happy to introduce a wee question and answers session with Stuart which helps to enhance our perspective on what's behind the amber-nectar which we all enjoy so much - could you introduce yourself to the whisky-fans ! • The story really starts when I left University back in 1979 (BSc in Chemical Engineering from Heriot-Watt University in Edinburgh – seems like a lifetime ago (and is) and started working with a company in Fife who, amongst other things manufactured by- products plants for the whisky industry. -

Speyside the Land of Whisky
The Land of Whisky A visitor guide to one of Scotland’s five whisky regions. Speyside Whisky The practice of distilling whisky No two are the same; each has has been lovingly perfected its own proud heritage, unique throughout Scotland for centuries setting and its own way of doing and began as a way of turning things that has evolved and been rain-soaked barley into a drinkable refined over time. Paying a visit to spirit, using the fresh water from a distillery lets you discover more Scotland’s crystal-clear springs, about the environment and the streams and burns. people who shape the taste of the Scotch whisky you enjoy. So, when To this day, distilleries across the you’re sitting back and relaxing country continue the tradition of with a dram of our most famous using pure spring water from the export at the end of your distillery same sources that have been tour, you’ll be appreciating the used for centuries. essence of Scotland as it swirls in your glass. From the source of the water and the shape of the still to the Home to the greatest wood of the cask used to mature concentration of distilleries in the the spirit, there are many factors world, Scotland is divided into five that make Scotch whisky so distinct whisky regions. These are wonderfully different and varied Highland, Lowland, Speyside, Islay from distillery to distillery. and Campbeltown. Find out more information about whisky, how it’s made, what foods to pair it with and more: www.visitscotland.com/whisky For more information on travelling in Scotland: www.visitscotland.com/travel Search and book accommodation: www.visitscotland.com/accommodation 05 15 03 06 Speyside 07 04 08 16 01 Speyside is home to some of Speyside you’re never far from a 10 Scotland’s most beautiful scenery distillery or two. -

WHISKEY AMERICAN WHISKEY Angel's Envy Port Barrel Finished
WHISK(E)YS BOURBON WHISKEY AMERICAN WHISKEY Angel's Envy Port Barrel Finished ............................................................ $12.00 High West Campfire Whiskey ................................................................... $10.00 Basil Hayden's ............................................................................................ $12.00 Jack Daniel's ............................................................................................... $8.00 Belle Meade Sour Mash Whiskey ............................................................. $10.00 Gentleman Jack ........................................................................................ $11.00 Belle Meade Madeira Cask Bourbon ........................................................ $15.00 George Dickel No.12 ................................................................................... $9.00 Blackened Whiskey .................................................................................... $10.00 Mitcher's American Whiskey .................................................................... $12.00 Buffalo Trace ............................................................................................... $8.00 Mitcher's Sour Mash Whiskey .................................................................. $12.00 Bulleit Bourbon ............................................................................................ $8.00 CANADIAN WHISKY Bulleit Bourbon 10 year old ...................................................................... $13.00 -

Boisdale of Canary Wharf Whisky Bible
BOISDALE Boisdale of Canary Wharf Whisky Bible 1 All spirits are sold in measures of 25ml or multiples thereof. All prices listed are for a large measure of 50ml. Should you require a 25ml measure, please ask. All whiskies are subject to availability. 1. Springbank 10yr 19. Old Pulteney 12yr 37. Ardbeg Corryvreckan 55. Longmorn 16yr 2. Highland Park 12yr 20. Aberfeldy 12yr 38. Smokehead 56. Glenrothes Select Reserve 3. Bowmore 12yr 21. Blair Athol 12yr 39. Lagavulin 16yr 57. Glenfiddich 15yr Solera 4. Oban 14yr 22. Royal Lochnagar 12yr 40. Laphroaig Quarter Cask 58. Glenfarclas 10yr 5. Cragganmore 12yr 23. Talisker 10yr 41. Laphroaig 10yr 59. Ben Nevis 12yr 6. Fettercairn (Old) 10yr 24. Laphroaig 15yr 42. Octomore 7.1 60. Highland Park 18yr 7. Benromach 10yr 25. Benriach Curiositas 10yr 43. Tomintoul 16yr 61. Glenfarclas 40yr 105 8. Ardmore Traditional 26. Caol Ila 12yr 44. Glengoyne 10yr 62. Macallan 10yr Sherry Oak 9. Connemara Peated 27. Port Charlotte 2008 45. Cardhu 12yr 63. Glendronach 12yr 10. St. George’s Chapter 9 28. Loch Lomond 12yr 46. An Cnoc 16yr 64. Balvenie 12yr DoubleWood 11. Isle of Jura 10yr 29. Speyburn 10yr 47. Glenkinchie 12yr 65. Aberlour 10yr 12. Glen Garioch 21yr 30. Balblair 1997 48. Macallan 12yr Fine Oak 66. Glengoyne 12yr 13. Tobermory 10yr 31. Bruichladdie Classic 49. Glenfiddich 12yr 67. Penderyn Madeira 14. Dalwhinnie 15yr Laddie 50. Bushmills 10yr 68. Glen Moray 12yr 15. Glenmorangie Original 32. Tullibardine 223 51. Tomatin 12yr 69. Glen Grant 10yr 16. Bunnahabhain 12yr 33. Tomatin 18yr 52. Glenlivet 12yr 70. -

Das Land Des Whiskys Eine Einführung in Die Fünf Whisky-Regionen Schottlands Schottland
Das Land des Whiskys Eine Einführung in die fünf Whisky-Regionen Schottlands Schottland Highland Speyside Islay Lowland Campbeltown Whisky Die Kunst der Whisky- Keine gleicht der anderen – jede Brennerei wurde in Schottland Brennerei ist stolz auf ihre eigene über Jahrhunderte mit Liebe Geschichte, ihre einzigartige perfektioniert. Alles begann damit, Lage und ihre ganz eigene Art, dass regengetränkte Gerste den Whisky herzustellen, die mit frischem Wasser aus den sich im Laufe der Zeit entwickelt glasklaren schottischen Quellen, und verfeinert hat. Besuchen Sie Flüssen und Bächen in eine eine Brennerei und erfahren Sie trinkbare Spirituose verwandelt mehr über die Umgebung und die wurde. Menschen, die den Geschmack des schottischen Whiskys formen, Bis zum heutigen Tag setzen den Sie genießen. Wenn Sie Brennereien im ganzen Land sich am Ende der Brennerei- die Tradition fort und nutzen seit Führung zurücklehnen und Jahrhunderten pures Quellwasser bei einem Gläschen unseres aus den gleichen Quellen. größten Exportschlagers entspannen, halten Sie in Ihrem Vom Wasser und der Form des Glas gewissermaßen die Essenz Destillierapparats bis zum Holz Schottlands in der Hand. des Fasses, in dem der Whisky reift – es gibt viele Faktoren, Schottland ist weltweit das Land die den schottischen Whisky mit den meisten Brennereien und so besonders machen und lässt sich in fünf verschiedene die einzelnen Brennereien so Whisky-Regionen unterteilen: unterschiedlich. Islay, Speyside, Highland, Lowland und Campbeltown. Erfahren Sie mehr über Schottland: www.visitscotland.com/de Unterkünfte suchen und buchen: www.visitscotland.com/de-de/unterkunft/ 02 03 Islay Unter all den kleinen Inseln vor frischem Quellwasser und der Schottlands Westküste ist Islay von den einheimischen Bauern etwas ganz Besonderes. -

Boisdale of Mayfair Whisky Bible
BOISDALE Boisdale of Mayfair Whisky Bible 1 All spirits are sold in measures of 25ml or multiples thereof. All prices listed are for a large measure of 50ml. Should you require a 25ml measure, please ask. All whiskies are subject to availability. 1. Springbank 10yr 19. Old Pulteney 17yr 37. Ardbeg Corryvreckan 55. Glenfiddich 21yr 2. Highland Park 12yr 20. Glendronach 12yr 38. Ardbeg 10yr 56. Glenfiddich 18yr 3. Bowmore 12yr 21. Whyte & Mackay 40yr 39. Lagavulin 16yr 57. Glenfiddich 15yr Solera 4. Oban 14yr 22. Royal Lochnagar S. Res. 40. Laphroaig Quarter Cask 58. Glenfarclas 10yr 5. Balvenie 21yr PortWood 23. Talisker 10yr 41. Laphroaig 10yr 59. Macallan 18yr 6. Glenmorangie Signet 24. Springbank 15yr 42. Ardbeg Uigeadail 60. Highland Park 18yr 7. Suntory Yamazaki 18yr 25. Ailsa Bay 43. Tomintoul 16yr 61. Glenfarclas 25yr 8. Cragganmore 12yr 26. Caol Ila 12yr 44. Glenesk 1984 62. Macallan 10yr Sherry Oak 9. Brora 25yr 2008 27. Port Charlotte 2008 45. Glenmorangie 25yr QC 63. Glendronach 12yr 10. Clynelish 14yr 28. Balvenie 15yr 46. Strathmill 12yr 64. Balvenie 12yr DoubleWood 11. Isle of Jura 10yr 29. Glenmorangie 18yr 47. Glenlivet 21yr 65. Aberlour 18yr 12. Tobermory 15yr 30. Macallan 12yr Sherry 48. Macallan 12yr Fine Oak 66. Auchentoshan 3 Wood 13. Glenfiddich 26yr Excellence Cask 49. Glenfiddich 12yr 67. Dalmore King Alexander III 14. Dalwhinnie 15yr 31. Bruichladdie Classic Laddie 50. Monkey Shoulder 68. Auchentoshan 12yr 15. Glenmorangie Original 32. Chivas Regal 18yr 51. Glenlivet 25yr 69. Benrinnes 23yr 2 16. Bunnahabhain 12yr 33. Chivas Regal 25yr 52. Glenlivet 12yr 70.