Handbook of Poultry Science and Technology, Secondary Processing
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Charcuterie + Cheese Ensaladas Bittersweet End of Summer Tapas
Charcuterie + Cheese $6.75 for one, $18.25 for three . Jamón Serrano Chorizo Picante Caña de Cabra Segovia La Rioja Murcia Dry-cured Spanish ham Smoky, mildly spicy, dry-cured sausage Soft-ripened goat cheese, creamy & mild Salchichón de Vic Valdeón Marinated Mahón Catalonia Castilla-León Balearic Islands Dry-cured pork sausage with peppercorns Cow and goat’s milk blue cheese, tangy & spicy Cow’s milk cheese in herbed citrus oil Fuet Drunken Goat 6-Month Aged Manchego Catalonia Murcia Castilla-La Mancha Dry-cured pork sausage Semi-soft goat’s milk cheese soaked in red wine Firm, cured sheep’s milk, sharp & piquant Chorizo de Pamplona Idiazábal Formatge de Ferrús Pamplona Basque Country Catalonia Dry-cured pork sausage Smoked raw sheep’s milk cheese, nutty & robust Goat’s milk cheese, bright & citrusy Hand-Sliced Jamón Mangalica Bresaola Der Weichen Gehl Cured Hungarian pig Porcini & pepper crusted cured beef Camembert style, cow’s milk cheese Segovia New York Goot Essa Farm-PA 11.00 10.50 8.50 Tapas Hummus 6.50 Truffle Bikini 8.50 Patatas Bravas 7.00 Roasted Garlic, Pita Serrano, San Simon Salsa Brava, Garlic Aioli Mussels* 10.50 Catalan Spinach 6.00 Spicy Eggplant Caponata 5.00 White Wine, Scallion Raisins, Pine Nuts Sweet Pepper, Basil, Parsley Sea Scallops* 12.50 Gambas al Ajillo* 9.50 Crispy Calamari 10.50 Corn, Mint Extra-Virgin Olive Oil, Parsley Smoked Pepper Aioli Pulpo Gallego 9.50 Mushroom a la Plancha 7.50 Potato Tortilla 5.00 Fingerlings, Celery Garlic, Scallion Chive Sour Cream Broccolini 7.50 Mahi Mahi a la Plancha* 10.50 -

Partner with Carl Buddig & Company
Customizing Your Satisfaction Buddig is known for great-tasting meats, and delicious, handcrafted sausage that carries Getting the familiar Old Wisconsin name. Today we’re making a name for ourselves in customized products that meet an ever-increasing variety of specific requirements for customers like you. it right. We start with your needs… Partner with Carl Buddig & Company Experience makes the difference. And we have more than 60 years in the business of making Then show you the meats that best satisfy them, while meeting your great-tasting meat products. Imagine what that experience can do for you. portion size and pricing target needs. We offer: • A cross-functional team including marketing, R&D, sales and operations will work quickly to • Gluten-free, allergen-free, no-MSG-added items from our USDA- develop products and packaging that meet your needs inspected facilities • Our staff: Long-term, well-trained professionals with a real dedication to creating your solution • Quality lunch meats: Turkey, Chicken, Ham, Beef and Corned Beef. Reduced sodium formulations available • Over the years, we’ve built long-standing relationships with our customers by delivering beyond expectations – from the first inquiry to the final detail • Flame-grilled Chicken: Whole breasts or specialty cut, lightly seasoned or in specialty flavors like Southwest and Italian • Dedicated to customized solutions that add value • Shelf-stable Sausages: Small slices of Salami, Pepperoni and • Special pricing programs available to meet your needs Summer Sausages; -

Stocked Items Special Order Items—Please Allow 48 Hours Lead Time
MeatCrafters salamis and cured meats are made for charcuterie lovers everywhere. Our collection will satisfy the most discerning palate. We use high quality meats, many locally sourced and pro- duced in small batches. We use the freshest spices, herbs, and seasonal blends designed to bring out unique and complex, yet subtle flavors. MeatCrafters’ artisan salamis include flavors that you won’t find anywhere else. In addition to traditional Italian flavors, we produce untraditional flavors using unique blends of spices from around the world. Stocked Items Chorizo de Pamplona #11167 7.0oz 8 pcs/cs This traditional recipe from Pamplona, Spain, combines the heat of cayenne with the warmth of Spanish smoked pimento. A classic dry chorizo. Cacciatore #11181 7.0oz 8 pcs/cs Italian Hunters sausage recipe. Natural ABF Duroc pork seasoned with sea salt, pepper, and garlic. Truffle Mania #11193 7.0oz 8 pcs/cs A great salami for truffle lovers. Ararat #11227 7.0oz 8 pcs/cs Natural ABF Duroc pork seasoned with smoked paprika, fenugreek, and a delicious chili pepper from Turkey known as urfa biber. One Wild Fennel #11228 7.0oz 8 pcs/cs An Italian recipe; natural, ABF Duroc pork seasoned with fennel pollen. Duck Breast Prosciutto (Frozen) #11050 11.0oz 10 pcs/cs The fresh cracked black pepper, thyme, garlic, bay leaves, and hand-crushed juniper combine to create an amazing taste sensation. A brilliant example of hand-crafted charcuterie. Special Order Items—Please allow 48 hours lead time Chajari #11165 7.0oz 8 pcs/cs This recipe comes from a small town in Argentina that was settled by Italians. -

Ingredients in Meat Products Rodrigo Tarté Editor
Ingredients in Meat Products Rodrigo Tarté Editor Ingredients in Meat Products Properties, Functionality and Applications iv Editor Rodrigo Tarté, Ph.D. Meat Science Research Research, Development & Quality Kraft Foods Inc. 910 Mayer Avenue Madison, Wisconsin 53704 USA ISBN: 978-0-387-71326-7 e-ISBN: 978-0-387-71327-4 DOI: 10.1007/978-0-387-71327-4 Library of Congress Control Number: 2008939885 © Springer Science + Business Media, LLC 2009 All rights reserved. This work may not be translated or copied in whole or in part without the written permission of the publisher (Springer Science + Business Media, LLC, 233 Spring Street, New York, NY 10013, USA), except for brief excerpts in connection with reviews or scholarly analysis. Use in connection with any form of information storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or hereafter developed is forbidden. The use in this publication of trade names, trademarks, service marks, and similar terms, even if they are not identifi ed as such, is not to be taken as an expression of opinion as to whether or not they are subject to proprietary rights. Printed on acid-free paper springer.com v Preface There is little doubt that today’s food industry is faced with a rapidly changing market landscape. The obvious need to continue to provide consumers with nutritious, delectable, safe, and affordable food products which are also profitable for food manufacturers, as well as the ongoing challenge of ensuring the delivery of adequate nutrition to hundreds of millions of disadvantaged people around the world, appears – at least as much as, if not more than, ever – to be at odds with the challenges posed by soaring energy and food commodity prices; fast-paced changes in consumer demographics, habits, and preferences; and the continual need to stay ahead of current and emerging food safety issues. -

Catálogo 2018.Indd
Catálogo www.minsansoluciones.com [email protected] 922 32 31 07 / 677 82 25 64 food solutions/soluciones para la hostelería Nosotros Somos una empresa dedicada a la dis- tribución de productos de alimentación, orientados sobre todo al canal horeca, supermercados y profesionales del sector. Nacimos con una clara vocación de ser- vicio, y con el propósito de ofrecer solu- ciones a nuestros clientes en un mercado en continua evolución. Todo ello, nos ha permitido consolidar un proyecto que nació en agosto de 2013. 2 Loncheados, Embutidos y Quesos Sliced Meats, Cold Cuts and Cheeses www.minsansoluciones.com [email protected] Loncheados/Sliced Meats 922 32 31 07 / 677 82 25 64 sin gluten/ gluten free 135059/135205 135057/135201 Jamón Serrano/Cured Ham Jamón Cocido/Cooked Ham sin gluten/ gluten free 135005/135204 Bacon Ahumado/Smoked Bacon • Envase con atmósfera controlada • Formato sin merma 1 kg 6 uds • Ágil y cómodo 500 grs 12 uds 4 www.minsansoluciones.com [email protected] Loncheados/Sliced Meats 922 32 31 07 / 677 82 25 64 135217 135080/135208 Lomo Embuchado/Spanish Pork Loin Chorizo/Chorizo 135052/135206 135081/135207 Lomo de Sajonia/Saxony Pork Loin Salchichón/Saucisson • Envase con atmósfera controlada 500 • Formato sin merma + 6 uds 500 • Ágil y cómodo 5 www.minsansoluciones.com [email protected] Loncheados/Sliced Meats 922 32 31 07 / 677 82 25 64 sin gluten/ gluten free 135007 135043 Paleta Cocida/Cooked Shoulder Salami/Salami sin sin gluten/ gluten/ gluten gluten free free 135058 -

F&B Production Campus Preparation Questionnaire
F&B PRODUCTION CAMPUS PREPARATION QUESTIONNAIRE 1. Name 10 heavy and 10 light equipments and mentioning the use of each. Equipments used in Grade Manger. 2. Name 5 great personalities of ancient times and recent years related to food production in the Hospitality Industry. 3. What are the different types of kitchen knives? State the parts of a knife. 4. List the different types of fuel used in the kitchen. 5. Name at least 10 different spices used in the kitchen. 6. Name 10 different cereals and pulses. 7. What is the difference between fats and oil? Name different fats and oils used in the kitchen. What is margarine and what are its constituents? 8. What is texture? What are the different types of textures? 9. Name 10 continental herbs commonly used in the kitchen. 10. Name 5 fruits tinder a) Tropical, b) Stone. c) Berries d) Citrus e) Dried f) Melons 11. Name 5 types of salad greens / lettuce commonly used. 12. Name 5 fruit vegetables. 13. Name 10 continental vegetables used commonly in the kitchen. What are the rules for cooking green vegetables, strong aromatic vegetables, starchy vegetables, cereals and protein rich products? 14. Describe the classical kitchen brigade of both 5 star Continental & Indian hotel. 15. State the different methods of cooking with examples. 16. State different cuts of vegetables with dimensions. 17. Answer the following questions in details: 18. Define stuffing, Explain different types of stuffing. 19. Name the different types of stock used in the kitchen. State 10 golden rules for making good stock. Describe the process and duration in making the stocks. -

Ham and Food Safety
United States Department of Agriculture Food Safety and Inspection Service Food Safety Information PhotoDisc Ham and Food Safety ams: They can be fresh, cook-before-eating, cooked, picnic, and country types. There are so many kinds, Hand their storage times and cooking times vary. This background information serves to carve up the facts and make them easier to understand. Definition Hams may be fresh, cured, or cured-and-smoked. Ham is the cured leg of pork. Fresh ham is an uncured leg of pork. Fresh ham will bear the term “fresh” as part of the product name and is an indication that the product is not cured. “Turkey” ham is a ready-to-eat product made from cured thigh meat of turkey. The term “turkey ham” is always followed by the statement “cured turkey thigh meat.” The usual color for cured ham is deep rose or pink; fresh ham (which is not cured) has the pale pink or beige color of a fresh pork roast; country hams and prosciutto (which are dry cured) range from pink to a mahogany color. Hams are either ready to eat or not. Ready-to-eat hams include prosciutto and cooked hams; they can be eaten right out of the package. Fresh hams and hams that are only treated to destroy trichinae (which may include heating, freezing, or curing in the plant) must be cooked by the consumer before eating. Hams that must be cooked will bear cooking instructions and safe handling instructions. Hams that are not ready-to-eat, but have the appearance of ready-to-eat products, will bear a prominent statement on the principal display panel (label) indicating the product needs cooking, e.g., “cook thoroughly.” In addition, the label must bear cooking directions. -

Biological Basis for Pale, Soft and Exudative Pork
MEAT QUALITY Biological Basis for Pale, Soft and Exudative Pork Matthew E. Doumit*, Chuck P. Allison, Emily E. Helman, Nicholas L. Berry and Matthew J. Ritter Introduction Miller and O’Callaghan, 2002; Wurtman, 2002). Miller and O’Callaghan (2002) defined stress as any disruption of ho- Pale, soft and exudative (PSE) pork was recognized a half meostasis. Following disruption of homeostasis, the hypo- century ago by Ludvigsen (1953). The undesirable appear- thalamic-pituitary-adrenal (HPA) axis and the sympathetic ance and texture, limited functionality, and inferior process- nervous system (SNS) are activated in an attempt to preserve ing yield of PSE pork continue to make it a critical quality homeostasis (Miller and O’Callaghan, 2002). Initiation of and economic concern (Cannon et al., 1996; Cassens, the stress response via the HPA axis involves synthesis and 2000). Rapid postmortem muscle acidification combined release of corticotropin releasing factor (CRF) from the with high muscle temperature, as well as low ultimate meat paraventricular nucleus of the hypothalamus. CRF travels pH, have long been implicated as factors that induce PSE down the axons of these neurons to the external layer of the pork characteristics (Briskey, et al., 1966; Sellier and Monin, median eminence. Release of CRF into the portal blood 1994). Numerous reports on the development of PSE pork controls processing of adrenocorticotropic hormone (ACTH) have focused on major gene effects, including the halo- in anterior pituitary corticotrophs, as well as secretion of thane (stress) gene (Fujii et al., 1991; reviewed by Louis et several other pituitary hormones. Figure 1 illustrates the al., 1993) and the Napole gene (RN-; reviewed by Sellier multi-hormonal control of ACTH release. -
Update on PSE in Poultry Meat
Update on PSE in Poultry Meat Christine Z. Alvarado, Ph.D. Department of Animal and Food Sciences Texas Tech University Meat Quality Attributes influenced by postmortem muscle metabolism: ¾ Color ¾ Water Holding Capacity ¾ Texture Ferket and Foegeding, 1994; Pearson, 1994 Meat Quality Pale, Soft, Exudative ¾ accelerated postmortem glycolysis ¾ protein denaturation Hedrick et al., 1989; Lawrie, 1998 Meat Quality Combination of events: ¾ Rapid postmortem decline in muscle pH ¾ High carcass temperatures (early postmortem) Bendall and Wismer-Pederson, 1962; Penny, 1969 Meat Quality Pale, Soft, Exudative Meat ¾ Pale color ¾ Soft texture ¾ Low water holding capacity = reduced yields and poor quality Protein Denaturation Myofibrillar proteins Water holding capacity / gel strength Sarcomplasmic proteins Color Bendall and Wismer-Pederson, 1962; Penny, 1969 Protein Denaturation Protein denaturation can cause low strength (poor) gels to form resulting in softer (mushy) texture. Example: Pale, SOFT, Exudative meat Protein Denaturation Poor slice ability PSE meat Deli Loaves and Rolls Made with PSE Turkey Meat Excessive Purge Pale color Low WHC Problems with PSE Broiler Meat ¾ Lost yield (sometimes hidden) ¾ Problems in further processing equipment (e.g. automatic breast deboner) ¾ Variation in color Economic Implications 4The use of PSE meat in cooked products can cost a processing plant $2-4 million/year in lost meat yield alone. 4Estimate does not factor in: hpackaging costs hrework labor hmultiplier effect PSE Incidence in Poultry Ranges from 5-40% -
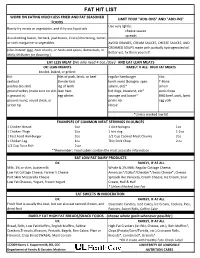
Fat Hit List
FAT HIT LIST WORK ON EATING MUCH LESS FRIED AND FAT SEASONED LIMIT YOUR "ADD-ONS" AND "ADD-INS" FOODS Use very lightly: Rarely fry meats or vegetables, and if fry use liquid oils cheese sauces spreads Avoid adding bacon, fat back, jowl bacon, Crisco/shortening, butter, or stick margarine to vegetables AVOID GRAVIES, CREAM SAUCES, CHEESE SAUCES, AND CREAMED SOUPS made with partially hydrogenated oil. [Use instead lean ham chunks, or herbs and spices, Butterbuds, or Better yet, fix them yourself. Molly McButter for flavoring ] EAT LESS MEAT (We only need 4-5oz./day ) AND EAT LEAN MEATS OK: LEAN MEANTS RARELY IF ALL: HIGH FAT MEATS broiled, baked, or grilled: fish filet of pork, lamb, or beef regular hamburger ribs seafood (tenderloin) lunch meat (bologna, span, T-Bone poultry (no skin) leg of lamb salami, etc)* sirloin ground turkey (make sure no skin lean ham hot dogs, brawurst, etc* pork chops is ground in) egg whites sausage and bacon* BBQ beef, pork, lamb ground round, round steak, or prime rib egg yolk sirloin tip ribeye *Unless marked low fat EXAMPLES OF COMMON MEAT SERVINGS IN OUNCES 1 Chicken Breast 3oz 1 slice bologna 1oz 1 Chicken Thigh 2oz 1 hot dog 1-2oz 1 Fast Food Hamburger 2oz 1/2 Cup Cooked Meat Chunks 2oz 1 Chicken Leg 1oz Thin Pork Chop 2 oz 1/2 Cup Tuna Fish 2 oz **Remember: Food Labels contain the most accurate information EAT LOW FAT DAIRY PRODUCTS OK RARELY, IF AT ALL Milk: 1% or skim, buttermilk Whole & 2% Milk, Regular Cottage Cheese, Low Fat Cottage Cheese, Farmer's Cheese American*/Colby*/Chedder*/Swiss Cheese*, -

Drink-Dine 2020VG.Pdf
Drink + Dine VISITDULUTH.COM/DINING P Designated Accessible Parking or Off-Street Parking E Accessible Entrance R Accessible Rest Rooms C Complete Facility Accessibility Pet Friendly Gluten Free Options Vegetarian Options AT SARA’S TABLE BLACK WATER LOUNGE BOWERY BROS. PUB CHESTER CREEK CAFE AT GREYSOLON 505 W Superior Street 1902 E 8th Street 231 E Superior Street Duluth, MN 55802 Duluth, MN 55812 Duluth, MN 55802 (218) 727-8981 (218) 724-6811 (218) 740-0436 bowerybrospub.com C astccc.net P E R C blackwaterlounge.com P E R C Bowery Brothers Pub is located in the Farm-to-table handmade food in the Black Water Lounge is Minnesota’s #1 Radisson Duluth Hotel and is a warm and university neighborhood. Espresso bar, martini lounge. With a full bar, hand- inviting place to enjoy freshly prepared pub beer, wine and cocktail bar. Lake view deck crafted cocktails, exquisite lounge food, live fare, specialty beers and friendly service. with dogs allowed. Homemade bread. jazz music and ladies’ night, Black Water is AE/DC/MC/V/CB/D High quality breakfast, lunch and dinner. the finest upscale martini bar with the best Vegetarian, vegan and gluten free options. happy hour specials in town! THE CADDY SHACK Organic garden. Responsible service. INDOOR GOLF & PUB Meeting room and wi-fi. Lots of parking. BLACK WOODS GRILL & BAR 2023 W Superior Street Everything is done with care. 2525 London Road Duluth, MN 55806 Duluth, MN 55812 (218) 624-7768 (218) 724-1612 caddyshackduluth.com blackwoods.com P E R C P E R C At Black Woods Grill & Bar, we’re The Northland’s Premier Indoor Golf & BELLISIO’S committed to providing Northern Shooting Facility with a Full Bar & Food for ITALIAN RESTAURANT Minnesota’s foremost dining experience. -

Take-Along Lunches
Take-along Lunches Take-along Lunches What goes in? More and more kids and adults pack lunches for Just as breakfast gets you through the morning, school or work. The portable lunch can satisfy the lunch will keep you alert throughout the afternoon. need for food and relaxation even in a relatively brief Hungry people have trouble concentrating on 30-minute lunch break. schoolwork or jobs and may not perform at their highest levels. A good lunch includes these parts: Why pack a take-along lunch? 1. Protein-containing food – Protein Economics: Pack-your-own lunches should be less comes in many forms including milk expensive than eating out, but if wise choices are not and milk products, meat, fish, cheese, made, they can be more expensive. This is especially eggs, nuts, beans and peanut butter. true for children who could eat lunch prepared as part Using leftovers to provide protein of the school lunch program. If the child’s take-along may require less preparation than lunch is made up of purchased packets of individual a sandwich. When milk is not the servings of food such as chips, cookies and puddings, beverage, cheese or yogurt may it may cost more than the cafeteria meal. provide calcium as well as protein. Adults with access to a company cafeteria also 2. Grains – Bread, cereal, rice or pasta may find it more expensive to carry a lunch. Cost can 3. Fruits be kept down by using leftovers. 4. Vegetables Nutrition: You can control the nutritional quality 5. Beverage – preferably milk of a lunch if you select, prepare and pack foods so for children they will be safe, flavorful and nutritious.