A Sure Foundationthe Follow-Up Article
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Aston Martin Lagonda Da
ASTON MARTIN LAGONDA MARTIN LAGONDA ASTON PROSPECTUS SEPTEMBER 2018 ASTON MARTIN LAGONDA PROSPECTUS SEPTEMBER 2018 591176_AM_cover_PROSPECTUS.indd All Pages 14/09/2018 12:49:53 This document comprises a prospectus (the “Prospectus”) relating to Aston Martin Lagonda Global Holdings plc (the “Company”) prepared in accordance with the Prospectus Rules of the Financial Conduct Authority of the United Kingdom (the “FCA”) made under section 73A of the Financial Services and Markets Act 2000 (“FSMA”), which has been approved by the FCA in accordance with section 87A of FSMA and made available to the public as required by Rule 3.2 of the Prospectus Rules. This Prospectus has been prepared in connection with the offer of ordinary shares of the Company (the “Shares”) to certain institutional and other investors described in Part V (Details of the Offer) of this Prospectus (the “Offer”) and the admission of the Shares to the premium listing segment of the Official List of the UK Listing Authority and to the London Stock Exchange's main market for listed securities ("Admission"). This Prospectus updates and replaces in whole the Registration Document published by Aston Martin Holdings (UK) Limited on 29 August 2018. The Directors, whose names appear on page 96 of this Prospectus, and the Company accept responsibility for the information contained in this Prospectus. To the best of the knowledge of the Directors and the Company, who have taken all reasonable care to ensure that such is the case, the information contained in this Prospectus is in accordance with the facts and does not omit anything likely to affect the import of such information. -
Engine Number Identification Rover V8 Engine Numbers Search by Part No. Or Description
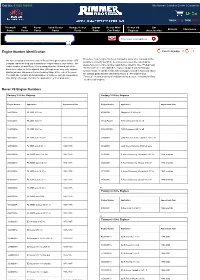
Call Us: 01522 568000 My Account | Customer Service | Contact Us Items: 0 | Total £0.00 Triumph MG Rover Land Rover Range Rover Jaguar Rover Mini Rover V8 Car Brands Clearance Parts Parts Parts Parts Parts Parts Car Parts Engines Accessories Enter your email address Search By Part No. or Description Engine Number Identification Select Language ▼ ▼ Therefore, if your engine has been changed at some time, it should still be We have included a reference chart of Rover V8 engine numbers from 1970 possible to correctly identify it. To ensure you receive the correct parts, onwards, which will help you to identify the engine fitted to your vehicle. The please have your engine number ready before ordering. Note: "Pulsair" and engine number of most Rover V8s is stamped on the left hand side of the "Air Injection" are terms applied to engines equipped with Air Rail type block deck, adjacent to the dipstick tube, although some very early engines cylinder heads; ie cylinder heads with steel pipes located in holes just above had the number stamped on the bellhousing flange at the rear of the block. the exhaust ports (fitted to carb Range Rover & TR8 engines only). The chart also contains a brief description of features, such as compression "Detoxed" refers to a variety of emission control devices - including Air Rails ratio and gearbox type and also the approximate year of production. - fitted to carb engines. Rover V8 Engine Numbers Factory 3.5 Litre Engines Factory 3.9 Litre Engines Engine Number Application Approximate Year Engine Number Application -

Report on the Affairs of Phoenix Venture Holdings Limited, Mg Rover Group Limited and 33 Other Companies Volume I
REPORT ON THE AFFAIRS OF PHOENIX VENTURE HOLDINGS LIMITED, MG ROVER GROUP LIMITED AND 33 OTHER COMPANIES VOLUME I Gervase MacGregor FCA Guy Newey QC (Inspectors appointed by the Secretary of State for Trade and Industry under section 432(2) of the Companies Act 1985) Report on the affairs of Phoenix Venture Holdings Limited, MG Rover Group Limited and 33 other companies by Gervase MacGregor FCA and Guy Newey QC (Inspectors appointed by the Secretary of State for Trade and Industry under section 432(2) of the Companies Act 1985) Volume I Published by TSO (The Stationery Office) and available from: Online www.tsoshop.co.uk Mail, Telephone, Fax & E-mail TSO PO Box 29, Norwich, NR3 1GN Telephone orders/General enquiries: 0870 600 5522 Fax orders: 0870 600 5533 E-mail: [email protected] Textphone 0870 240 3701 TSO@Blackwell and other Accredited Agents Customers can also order publications from: TSO Ireland 16 Arthur Street, Belfast BT1 4GD Tel 028 9023 8451 Fax 028 9023 5401 Published with the permission of the Department for Business Innovation and Skills on behalf of the Controller of Her Majesty’s Stationery Office. © Crown Copyright 2009 All rights reserved. Copyright in the typographical arrangement and design is vested in the Crown. Applications for reproduction should be made in writing to the Office of Public Sector Information, Information Policy Team, Kew, Richmond, Surrey, TW9 4DU. First published 2009 ISBN 9780 115155239 Printed in the United Kingdom by the Stationery Office N6187351 C3 07/09 Contents Chapter Page VOLUME -

Annual Report 2018/19 (PDF)
JAGUAR LAND ROVER AUTOMOTIVE PLC Annual Report 2018/19 STRATEGIC REPORT 1 Introduction THIS YEAR MARKED A SERIES OF HISTORIC MILESTONES FOR JAGUAR LAND ROVER: TEN YEARS OF TATA OWNERSHIP, DURING WHICH WE HAVE ACHIEVED RECORD GROWTH AND REALISED THE POTENTIAL RATAN TATA SAW IN OUR TWO ICONIC BRANDS; FIFTY YEARS OF THE EXTRAORDINARY JAGUAR XJ, BOASTING A LUXURY SALOON BLOODLINE UNLIKE ANY OTHER; AND SEVENTY YEARS SINCE THE FIRST LAND ROVER MOBILISED COMMUNITIES AROUND THE WORLD. TODAY, WE ARE TRANSFORMING FOR TOMORROW. OUR VISION IS A WORLD OF SUSTAINABLE, SMART MOBILITY: DESTINATION ZERO. WE ARE DRIVING TOWARDS A FUTURE OF ZERO EMISSIONS, ZERO ACCIDENTS AND ZERO CONGESTION – EVEN ZERO WASTE. WE SEEK CONSCIOUS REDUCTIONS, EMBRACING THE CIRCULAR ECONOMY AND GIVING BACK TO SOCIETY. TECHNOLOGIES ARE CHANGING BUT THE CORE INGREDIENTS OF JAGUAR LAND ROVER REMAIN THE SAME: RESPONSIBLE BUSINESS PRACTICES, CUTTING-EDGE INNOVATION AND OUTSTANDING PRODUCTS THAT OFFER OUR CUSTOMERS A COMPELLING COMBINATION OF THE BEST BRITISH DESIGN AND ENGINEERING INTEGRITY. CUSTOMERS ARE AT THE HEART OF EVERYTHING WE DO. WHETHER GOING ABOVE AND BEYOND WITH LAND ROVER, OR BEING FEARLESSLY CREATIVE WITH JAGUAR, WE WILL ALWAYS DELIVER EXPERIENCES THAT PEOPLE LOVE, FOR LIFE. The Red Arrows over Solihull at Land Rover’s 70th anniversary celebration 2 JAGUAR LAND ROVER AUTOMOTIVE PLC ANNUAL REPORT 2018/19 STRATEGIC REPORT 3 Introduction CONTENTS FISCAL YEAR 2018/19 AT A GLANCE STRATEGIC REPORT FINANCIAL STATEMENTS 3 Introduction 98 Independent Auditor’s report to the members -

Herb Chambers Jaguar Land Rover of Boston 1188 Commonwealth Avenue, Boston
Herb Chambers Jaguar Land Rover of Boston 1188 Commonwealth Avenue, Boston Project Team Owner: The Herb Chambers Companies Architect: Mark Regent, Regent Associates, Inc. Permitting Attorney: Don Wiest, Dain | Torpy Corporate Council: Paul Losordo Civil Engineer: Gabe Crocker, CHA Traffic Consultant: Jeff Dirk, Vanasse & Associates LEED Consultant: Jay Murray, C3 Landscape Architect: Clara Batchelor, CBA Herb Chambers Jaguar Land Rover of Boston 1188 Commonwealth Avenue, Boston Where we started, based on Jaguar Land Rover’s new ARCH image guidelines… Initial Comments: “It’s too boxy and horizontal, while everything else in the area is a smaller scale and more vertical”. “Maybe extend the portion above the front entrance to the roof line to create more of a separation between the two sides, add a canopy over the doors to highlight the entrance.” “It’s a ‘big box without any interesting or distinguishing architectural elements’…”. “…surprised Chambers and Jaguar/Land Rover wanted to build a “flagship downtown dealership with such a boring, industrial looking design”. “The Service Entrance is set back too far with a parking lot between this and Porsche.” Herb Chambers Jaguar Land Rover of Boston 1188 Commonwealth Avenue, Boston Comment: “There are better looking JLR dealerships that are more interesting…” Very few multi-story, JLR-compliant dealerships have been built in urban locations. None we have found are located in a mostly residential urban neighborhood. Herb Chambers Jaguar Land Rover of Boston 1188 Commonwealth Avenue, Boston Comment: “Look at the evolution of the site. Look at the street. Do a typological analysis of the street including the BMW/Mini buildings. -

Voith Industrial Services Press Release Jaguar Land Rover ENG
Voith Industrial Services Press Release Holding GmbH & Co. KG Meitnerstr. 11 70563 Stuttgart, Germany Tel.: +49 711 7841-0 www.voith.com Voith Industrial Services wins contracts at automotive plants in UK 2015-05-11 • Major facilities management contract at new Engine Manufacturing Centre at Wolverhampton • Existing facility management business with UK production plants extended Voith Industrial Services, a leading service provider to the UK automotive industry, has won a major facilities management contract for Jaguar Land Rover’s new Engine Manufacturing Centre at Wolverhampton. The contract was won in a competitive tender. The work, which will involve about 50 jobs, comprises a detailed specification for cleaning, waste management, grounds maintenance, landscaping, and winter services. It also includes the maintenance of all facility equipment such as boilers, heating and ventilation systems, and water treatment, as well as the disposal of items such as metal scrap and swarf to the factory gate. The team of Voith Industrial Services in Warwick (UK) is progressively taking over facilities management responsibilities at the new Engine Manufacturing Centre as more services come on line. Voith Industrial Services’ sales and business development director, Phil Spencer, said: “We are proud to be Jaguar Land Rover’s facilities management partner in this fantastic investment in their new Engine Manufacturing Centre. This new contract with Jaguar Land Rover underlines Voith Industrial Services’ credentials in the UK automotive sector.” In addition to this contract, Voith received an extension of existing business at Jaguar Land Rover’s UK manufacturing plants at Solihull, Castle Bromwich and Halewood. The contract involves managing a range of services at these facilities involving 700 employees. -

Range Rover Hybrid Range Rover Sport
WATCH THE VIDEO FIND A DEALERSHIP BUILD YOUR OWN RANGE ROVER RANGE ROVER SPORT HYBRID HYBRID HYBRID VEHICLES WATCH THE VIDEO FIND A DEALERSHIP BUILD YOUR OWN RANGE ROVER RANGE ROVER SPORT HYBRID HYBRID CHOOSE YOUR HYBRID VEHICLE: RANGE ROVER HYBRID WATCH THE VIDEO RANGE ROVER SPORT HYBRID Land Rover is proud to introduce the SDV6 Hybrid – the world’s first Diesel Hybrid SUV with full off-road capability. WATCH THE VIDEO FIND A DEALERSHIP BUILD YOUR OWN RANGERANGE ROVERROVER RANGE ROVER SPORT HYBRIDHYBRID HYBRID Range Rover is the pinnacle of refinement and the most luxurious Land Rover. It is a design icon that offers an effortless, elegant and sophisticated driving experience. CAPABILITY PERFORMANCE AND EFFICIENCY DRIVING HYBRID HYBRID OWNERSHIP TECHNICAL DETAILS WATCH THE VIDEO FIND A DEALERSHIP BUILD YOUR OWN RANGERANGE ROVERROVER RANGE ROVER SPORT HYBRIDHYBRID HYBRID Range Rover Hybrid is 100% HYBRID, 100% LAND ROVER. It has been designed and engineered to deliver class-leading capability and versatility. By fully integrating the hybrid technologies into the chassis, nothing has been lost in ground clearance, approach and departure angles or the 900mm wading depth. CAPABILITY PERFORMANCE AND EFFICIENCY DRIVING HYBRID HYBRID OWNERSHIP TECHNICAL DETAILS WATCH THE VIDEO FIND A DEALERSHIP BUILD YOUR OWN RANGERANGE ROVERROVER RANGE ROVER SPORT HYBRIDHYBRID HYBRID CAPABILITY PERFORMANCE AND EFFICIENCY DRIVING HYBRID HYBRID OWNERSHIP TECHNICAL DETAILS WATCH THE VIDEO FIND A DEALERSHIP BUILD YOUR OWN RANGERANGE ROVERROVER RANGE ROVER SPORT HYBRIDHYBRID HYBRID MORE ABOUT HYBRID PERFORMANCE AND EFFICIENCY Range Rover Hybrid has been tested on the most demanding terrains, rigs and under the same extremes as every Land Rover. -

2016 Show Car Winners
2016 Show Car Winners Class Make, Model # Name 544 Bill Carter CC AC Ace, Cobra & Race Cars & Other Sport 225 Rocco Solmito 150 Raymond Smith 464 Anne Allore BB Aston Martin 681 Raimer Holst 57 Anne Schneiderman 617 Dean Michael Kowalchuk D Austin Healey 100, MK1 593 Heather Doust 621 Tom Haubert 96 Steve Hall C Austin Healey 3000 109 Ed Orr 284 Phil Jarrett 517 Ronald Redshaw F Austin Healey Sprite 604 Martyn Ridley 668 Mark Doust 265 Chris Young Bentley, Austin Princess, Daimler, Lanchester, JJ 882 James & Angela Addario Other Coaches 145 David Irvine VV Comm. Vehicles, London Taxis 428 Terry Witiuk 74 Gary Simmonds HH Daimler SP250, Marcos, Reliants 495 Ian Sim-Mutch 76 Ron McLeod 643 Jonathan Mann YY DeLorean 453 Justin Sookraj 144 Eric Vettoretti 527 Valerie Norman OO Jaguar XJS 1975-1996 65 Tony Burgess 59 Colin Pepper 429 Graham Stokes LL Jaguar Large Saloons 1995 Onwards 540 Mark Angelo 262 Mark Saskoley & Tommy Cross 771 Jake P. QQ Jaguar Sports Saloons 1999 onwards 209 Mark Round 389 Chris Cayley 707 Phil Hooper Jaguar Sports Pre 1961 and Sports Saloons Pre- PP 587 Bill Nona Schorse 1968 793 Brad & Alison Smith 1 2016 Show Car Winners Class Make, Model # Name 25 Richard & Michelle Jennings MM Jaguar Large Saloons pre-1968 and 1968-1994 66 Tony Burgess 711 Robert Thompson 574 Richard Taylor NN Jaguar XK8, XK, F-Type 235 Douglas Norman 377 Christopher Roden 40 Lee Jukes RR Jaguar E-Type Series I, 1961-1968 404 Ken & Lyn Hatton 221 Nick Saltarelli 515 Fred Moneta SS Jaguar E-Type Series II, 1968-1971 694 Terry Ward 591 Herbert -

Corporate Presentation Who We Are Jaguar Land Rover
Jaguar Land Rover Corporate Presentation Who we are Jaguar Land Rover Jaguar Land Rover (JLR) is built around two Jaguar Land Rover was formed in 2008 when Tata iconic brands with a wonderfully rich heritage and purchased Jaguar Cars and Land Rover from Ford powerful consumer appeal and loyalty. Motor Company. JLR is a subsidiary of Tata Motors (TML). Jaguar Land Rover is headquartered in the UK and is the largest premium automotive business there. More than 25,000 of its nearly 26,000 employees globally are UK-based. Company overview Jaguar Land Rover 11 vehicle lines – with ambitious expansion New £1.1bn engine investment - plant under plans to extend product offerings construction Employs 26,000 people globally - 9,000 Jaguar F-TYPE and XF Sportbrake announced employees recruited in as the 10th & 11th vehicle lines past 2 years 3 UK vehicle assembly plants, with 2 UK Employs 7,000 engineers and designers product development facilities Global sales reach, worldwide network covering 178 countries Jaguar Land Rover Manufacturing & product development facilities Halewood Whitley Land Rover Freelander and Range Rover Evoque Global Jaguar Land Rover headquarters Utility & Premium SUV market segments Design and Engineering Centre c4,600 employees Commercial and central staff functions JD Power European Gold Plant Award (2005) Powertrain and other test facilities c4,000 employees Castle Bromwich Gaydon F-TYPE from mid-2013 Design and Engineering Centre Jaguar XF, XF Sportbrake, XJ and XK. Commercial and central staff functions Aluminium body construction facilities Extensive test track and off-road testing Medium/Large Premium & Sports market segments c6,000 employees c3,200 employees Solihull I54 South Staffordshire Range Rover, Range Rover Sport, Land Rover Dis- Jaguar Land Rover is building a state of the art covery, Land Rover Defender advanced engine facility at i54 South Staffordshire Aluminium body construction facilities Business Park. -

2020 Annual Report Contents
2020 ANNUAL REPORT CONTENTS STRATEGIC REPORT CORPORATE GOVERNANCE Highlights 1 Board of Directors and Executive Committee 41 Our Global Footprint 2 Executive Chairman’s Introduction 45 Executive Chairman’s Statement 4 to Governance Chief Executive Officer’s Statement 6 Governance Report 46 Business Model 10 Nomination Committee Report 54 Aston Martin and the Luxury Market 12 Audit and Risk Committee Report 56 Strategy 14 Directors’ Remuneration Report 63 Key Performance Indicators 16 Directors’ Report 79 People and Stakeholder Engagement 18 Statement of Directors’ Responsibilities 85 Responsibility 24 Chief Financial Officer’s Statement 28 FINANCIAL STATEMENTS Group Financial Review 29 Independent Auditor’s Report 87 Risk and Viability Report 33 Consolidated Financial Statements 96 Notes to the Financial Statements 101 ASTON MARTIN* Company Statement of Financial Position 146 Company Statement of Changes in Equity 147 IS ONE OF THE WORLD’S Notes to the Company Financial Statements 148 MOST ICONIC LUXURY Shareholder Information 150 COMPANIES FOCUSED ON THE DESIGN, ENGINEERING AND MANUFACTURE OF HIGH LUXURY CARS * Aston Martin Lagonda Global Holdings plc. References to ”Company”, ”Group”, ”we”, ”us”, ”our”, ”Aston Martin” and other similar terms are to Aston Martin Lagonda Global Holdings plc and its direct and indirect subsidiaries. HIGHLIGHTS 1 3 4 AGGRESSIVE DE-STOCK NEW LEADERSHIP IN TRANSFORMATIVE OF DEALER INVENTORY PLACE TO DRIVE TECHNOLOGY TURNAROUND AND AGREEMENT WITH DEALER GT/SPORTS GROWTH MERCEDES-BENZ AG INVENTORY MORE THAN -
Alan and Richard Jensen Produced Their First Car in 1928 When They
Alan and Richard Jensen produced their first car in 1928 when they converted a five year old Austin 7 Chummy Saloon into a very stylish two seater with cycle guards, louvred bonnet and boat-tail. This was soon sold and replaced with another Austin 7. Then came a car produced on a Standard chassis followed by a series of specials based on the Wolseley Hornet, a popular sporting small car of the time. The early 1930s saw the brothers becoming joint managing directors of commercial coachbuilders W J Smith & Sons and within three years the name of the company was changed to Jensen Motors Limited. Soon bodywork conversions followed on readily available chassis from Morris, Singer, Standard and Wolseley. Jensen’s work did not go unnoticed as they received a commission from actor Clark Gable to produced a car on a US Ford V8 chassis. This stylish car led to an arrangement with Edsel Ford for the production of a range of sports cars using a Jensen designed chassis and powered by Ford V8 engines equipped with three speed Ford transmissions. Next came a series of sporting cars powered by the twin-ignition straight eight Nash engine or the Lincoln V12 unit. On the commercial side of the business Jensen’s were the leaders in the field of the design and construction of high-strength light alloys in commercial vehicles and produced a range of alloy bodied trucks and busses powered by either four-cylinder Ford engines, Ford V8s, or Perkins diesels. World War Two saw sports car production put aside and attentions were turned to more appropriate activities such as producing revolving tank gun turrets, explosives and converting the Sherman Tank for amphibious use in the D-Day invasion of Europe. -

The Healey Oral History Project Warwickshire County Record Office Would Like to Record Your Healey Memories for the Archive
The Healey Oral History Project Warwickshire County Record Office would like to record your Healey memories for the archive. Warwickshire County Record Office has purchased, catalogued and conserved the Warwick Healey Motor Company archive. This amounts to 28 rolls and portfolios of plans, 30 boxes of papers including 8 containing photographs; in total there are 850 items including many files and also an additional 300 items donated separately since the project began. There is also a small amount of cinefilm, previously unseen. The collection is available for everybody to view at the record office during our opening hours. As well as the written archive we are creating an oral history archive to keep with the collection. We have set a challenging target to create 60 hours of interview material. We want to record and transcribe the memories of individuals with long-standing connections to the Donald Healey Motor Company or to car m a n u f a c t u r e r s s u c h a s A u s t i n a n d J e n s e n t h a t h e l p e d b u i l d t h e c a r s . S o naturally we want to hear from you if you are a former mechanic, driver, constructor, engineer, or office worker. Maybe you have memories of Healey family members such as Donald and his sons Geoff and Brian (‘Bic’). We also want to talk to Healey owners and enthusiasts so they can share their memories.