Cleaning and Cutting with Self-Resonating Pulsed Water Jets
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Characterization of Copper Electroplating And
CHARACTERIZATION OF COPPER ELECTROPLATING AND ELECTROPOLISHING PROCESSES FOR SEMICONDUCTOR INTERCONNECT METALLIZATION by JULIE MARIE MENDEZ Submitted in partial fulfillment of the requirements For the degree of Doctor of Philosophy Dissertation Advisor: Dr. Uziel Landau Department of Chemical Engineering CASE WESTERN RESERVE UNIVERSITY August, 2009 CASE WESTERN RESERVE UNIVERSITY SCHOOL OF GRADUATE STUDIES We hereby approve the thesis/dissertation of _____________________________________________________ candidate for the ______________________degree *. (signed)_______________________________________________ (chair of the committee) ________________________________________________ ________________________________________________ ________________________________________________ ________________________________________________ ________________________________________________ (date) _______________________ *We also certify that written approval has been obtained for any proprietary material contained therein. TABLE OF CONTENTS Page Number List of Tables 3 List of Figures 4 Acknowledgements 9 List of Symbols 10 Abstract 13 1. Introduction 15 1.1 Semiconductor Interconnect Metallization – Process Description 15 1.2 Mechanistic Aspects of Bottom-up Fill 20 1.3 Electropolishing 22 1.4 Topics Addressed in the Dissertation 24 2. Experimental Studies of Copper Electropolishing 26 2.1 Experimental Procedure 29 2.2 Polarization Studies 30 2.3 Current Steps 34 2.3.1 Current Stepped to a Level below Limiting Current 34 2.3.2 Current Stepped to the Limiting -

Water Hammer Arrestors Materials Water Hammer Arrestor Should Be Selected
Sizing and Placement Rule 1 covers multiple fixture branch lines which do not exceed 20 feet length. Series 15M2 Explanation - Fixture unit sizing and selection table is used to Water Hammer Arrestor select the required PDI unit (water hammer arrestor). For Commercial/Residential Systems Riser Up to 20' Rule 1 Typical Branch Line Rule 2 covers multiple fixture branch lines which exceed 20 feet As shown above, it has been established that the preferred location in length. for the water hammer arrestor is at the end of the branch line between Explanation - Fixture unit sizing and selection table is used to the last two fixtures served. select the required PDI unit (water hammer arrestor). The sum of The location of the water hammer arrestor shown above applies to the fixture unit rating of units X and Y shall be equal to or greater branch lines that do not exceed 20 feet in length, from the start of the than the demand of the branches. horizontal branch line to the last fixture supply on this branch line. When the branch line exceeds the 20 foot length, an additional water Over 20' hammer arrestor should be used. This practice is best defined by two Rule 2 Features rules which have been established to cover the placement of water • NPT solid hex brass adapter or solder end connection hammer arrestors. for easy installation 15M2 • Approved for installation with no access panel required 15M2S • May be installed in new or existing plumbing systems with a standard pipe tee vertically, horizontally or at any angle • PDI Listed (PDI WH201) • Maintenance free – unit piston is the only moving part Selection for Long Piping Runs Sizing Table • Air pre-load is 60 psi (4.2 bar) Pre-charged The majority of sizing and selection applications will involve single and For Water Pressures up to 65psi Air Chamber multiple fixture branch lines. -

OVERVIEW of FOUNDRY PROCESSES Contents 1
Cleaner Production Manual for the Queensland Foundry Industry November 1999 PART 5: OVERVIEW OF FOUNDRY PROCESSES Contents 1. Overview of Casting Processes...................................................................... 3 2. Casting Processes.......................................................................................... 6 2.1 Sand Casting ............................................................................................ 6 2.1.1 Pattern Making ................................................................................... 7 2.1.2 Mould Making ..................................................................................... 7 2.1.3 Melting and Pouring ........................................................................... 8 2.1.4 Cooling and Shakeout ........................................................................ 9 2.1.5 Sand Reclamation .............................................................................. 9 2.1.6 Fettling, Cleaning and Finishing....................................................... 10 2.1.7 Advantages of Sand Casting............................................................ 10 2.1.8 Limitations ........................................................................................ 10 2.1.9 By-products Generated .................................................................... 10 2.2 Shell Moulding ........................................................................................ 13 2.2.1 Advantages...................................................................................... -

Paul Sellers' Workbench Measurements and Cutting
PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST NOTE When putting together the cutting list for my workbench, I worked in imperial, the system with which I am most comfortable. I was not happy, however, to then provide direct conversions to metric because to be accurate and ensure an exact fit this would involve providing measurements in fractions of millimetres. When I do work in metric I find it more comfortable to work with rounded numbers, therefore I have created two slightly different sets of measurements. This means that in places the imperial measurement given is not a direct conversion of the metric measurement given. Therefore, I suggest you choose one or other of the systems and follow it throughout. © 2017 – Paul Sellers v2 PAUL SELLERS’ WORKBENCH MEASUREMENTS AND CUTTING LIST WOOD QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) (THICK X WIDE X LONG) (THICK X WIDE X LONG) 4 Leg 2 ¾” x 3 ¾” x 34 ⅜” 70 x 95 x 875mm 1 Benchtop 2 ⅜” x 12” x 66” 65 x 300 x 1680mm 2 Apron 1 ⅝” x 11 ½” x 66” 40 x 290 x 1680mm 1 Wellboard 1” x 12 ½” x 66” 25 x 320 x 1680mm 4 Rail 1 ½” x 6” x 26” 40 x 150 x 654mm 2 Bearer 1 ¼” x 3 ¾” x 25” 30 x 95 x 630mm 4 Wedge ⅝” x 1 ½” x 9” 16 x 40 x 228mm 4 Wedge retainer ⅝” x 1 ½” x 4” 16 x 40 x 100mm HARDWARE QTY DESCRIPTION SIZE (IMPERIAL) SIZE (METRIC) 1 Vise 9” 225mm Dome head bolts (including nuts and washers) for 4 ⅜” x 5” 10 x 130mm bolting legs to aprons 2 Lag screws (with washers) for underside of vise ½” x 2 ½” 12 x 65mm 2 Lag screws for face -

Implementation of Metal Casting Best Practices
Implementation of Metal Casting Best Practices January 2007 Prepared for ITP Metal Casting Authors: Robert Eppich, Eppich Technologies Robert D. Naranjo, BCS, Incorporated Acknowledgement This project was a collaborative effort by Robert Eppich (Eppich Technologies) and Robert Naranjo (BCS, Incorporated). Mr. Eppich coordinated this project and was the technical lead for this effort. He guided the data collection and analysis. Mr. Naranjo assisted in the data collection and analysis of the results and led the development of the final report. The final report was prepared by Robert Naranjo, Lee Schultz, Rajita Majumdar, Bill Choate, Ellen Glover, and Krista Jones of BCS, Incorporated. The cover was designed by Borys Mararytsya of BCS, Incorporated. We also gratefully acknowledge the support of the U.S. Department of Energy, the Advanced Technology Institute, and the Cast Metals Coalition in conducting this project. Disclaimer This report was prepared as an account of work sponsored by an Agency of the United States Government. Neither the United States Government nor any Agency thereof, nor any of their employees, makes any warranty, expressed or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any Agency thereof. The views and opinions expressed by the authors herein do not necessarily state or reflect those of the United States Government or any Agency thereof. -

1. Hand Tools 3. Related Tools 4. Chisels 5. Hammer 6. Saw Terminology 7. Pliers Introduction
1 1. Hand Tools 2. Types 2.1 Hand tools 2.2 Hammer Drill 2.3 Rotary hammer drill 2.4 Cordless drills 2.5 Drill press 2.6 Geared head drill 2.7 Radial arm drill 2.8 Mill drill 3. Related tools 4. Chisels 4.1. Types 4.1.1 Woodworking chisels 4.1.1.1 Lathe tools 4.2 Metalworking chisels 4.2.1 Cold chisel 4.2.2 Hardy chisel 4.3 Stone chisels 4.4 Masonry chisels 4.4.1 Joint chisel 5. Hammer 5.1 Basic design and variations 5.2 The physics of hammering 5.2.1 Hammer as a force amplifier 5.2.2 Effect of the head's mass 5.2.3 Effect of the handle 5.3 War hammers 5.4 Symbolic hammers 6. Saw terminology 6.1 Types of saws 6.1.1 Hand saws 6.1.2. Back saws 6.1.3 Mechanically powered saws 6.1.4. Circular blade saws 6.1.5. Reciprocating blade saws 6.1.6..Continuous band 6.2. Types of saw blades and the cuts they make 6.3. Materials used for saws 7. Pliers Introduction 7.1. Design 7.2.Common types 7.2.1 Gripping pliers (used to improve grip) 7.2 2.Cutting pliers (used to sever or pinch off) 2 7.2.3 Crimping pliers 7.2.4 Rotational pliers 8. Common wrenches / spanners 8.1 Other general wrenches / spanners 8.2. Spe cialized wrenches / spanners 8.3. Spanners in popular culture 9. Hacksaw, surface plate, surface gauge, , vee-block, files 10. -

Hammer Drill
Hammer Drill 15 mm (9/16”) MODEL HP1501 004187 DOUBLE INSULATION INSTRUCTION MANUAL WARNING: For your personal safety, READ and UNDERSTAND before using. SAVE THESE INSTRUCTIONS FOR FUTURE REFERENCE. SPECIFICATIONS Model HP1501 Concrete 15 mm (9/16”) Capacities Steel 13 mm (1/2”) Wood 25 mm (1”) No load speed (RPM) 0 - 2,800/min. Blows per minute 0 - 44,800 Overall length 299 mm (11-3/4”) Net weight 1.7 kg (3.7 lbs) • Manufacturer reserves the right to change specifications without notice. • Specifications may differ from country to country. GENERAL SAFETY RULES USA002-2 (For All Tools) WARNING: Read and understand all instructions. Failure to follow all instructions listed below, may result in electric shock, fire and/or serious personal injury. SAVE THESE INSTRUCTIONS Work Area 3. Keep bystanders, children, and visitors away while operating a power tool. Distrac- 1. Keep your work area clean and well lit. tions can cause you to lose control. Cluttered benches and dark areas invite acci- dents. Electrical Safety 2. Do not operate power tools in explosive 4. Double insulated tools are equipped with atmospheres, such as in the presence of a polarized plug (one blade is wider than flammable liquids, gases, or dust. Power the other.) This plug will fit in a polarized tools create sparks which may ignite the dust outlet only one way. If the plug does not fit or fumes. fully in the outlet, reverse the plug. If it still does not fit, contact a qualified elec- 2 trician to install a polarized outlet. Do not 13. -
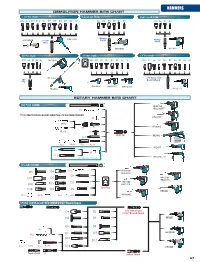
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1
HAMMERS DEMOLITION HAMMER BITS CHART 1-1/8” Hex Shank Makita Large Shank Makita Small Shank D15 D14 D13 D12 D9 D7 D5 D4 D3 D2 D1 D7 D5 D4 D3 D2 D1 D10 D8 D3 D1 Makita HM1304B HM1810 Large Makita 1-1/8” Small Hex HM1500 HK1810 SDS Plus Shank SDS Max Shank 3/4” Hex Shank D10 D8 D3 D2 D1 HK1820 D9 D7 D6 D5 D4 D3 D2 D1 D16 D11 D9 D7 D6 D5 D4 D3 D2 D1 SDS max HK1820L 3/4” Hex 21/32” SDS Round Shank Plus HM0860C HM1100C HM1202C HK0500 HM1211B ROTARY HAMMER BITS CHART SDS PLUS SHANK HR3210C R1 HR3210FCT R8 IS ADAPTER WHICH ALLOWS OLDER TOOLS TO USE DEMOLITION BITS R6 HR2811F Metal R3 R2 HR3000C Wood R4 SDS Plus HR2432 D1 R23c R23b R23 R23a HR2455 R9 R8 R10 HR2470F / FT HR160DWA & HR2400 only SDS MAX SHANK D4 R1a HR5210C D5 HR5211C D1 D11 D6 HR4010C SDS HR4011C D2 HR4510C D16 D15 max HR4511C SDS Max D18 D9 D3 HR4002 R24c R24b R24 R24a HR4500C SPLINE SHANK & 3/4” HEX SHANK 21/32” Round Shank D4 D2 3/4” HEX Shank 21/32” Round Shank D5 D3 HR3851 D8 D6 R6 D7 HR4040C R1b D1 D18 D17 R24a R24c R24b R24 D16 HR5000 Taper Shank R5 Spline Shank 67 HAMMERS DEMOLITION HAMMER BITS CHART Demolition Hammer Bits Chart HM1202C, HM1100C, HR3210C/FCT, HM0860C, HR5210C, HR3000C, HR2811F, HR5211C, HR4510C, HM1810C, HM1304B HM1500 HK1810 HR2455, HR2432, Model HR4511C, HR4500C, HR2470F/FT, HK1820, HR4010C, HR4011C, HK0500 HR4002 Ref. No. Description 1-1/8" Hex 3/4" Hex Makita Large Makita Small SDS Plus 3/4" Hex, 21/32" Round SDS Max Hex Shank Size Part No. -

The Leading Manufacturer of Forged Hand and Power Tools Accessories Since 1946
122806_A_AJAX_ATW-lisa 7/17/12 8:20 PM Page 1 The Leading Manufacturer of Forged Hand and Power Tools Accessories Since 1946 TM Phone: 800.323.9129 • Fax: 800.424.2529 122806_A_AJAX_r3.qxp_AJAX 7/25/12 11:59 AM Page 3 Phone: 800.323.9129 • Fax: 800.424.2529 www.ajaxtools.com ZIP GUN CHISELS & ACCESSORIES WELD FLUX CHISELS & ACCESSORIES CHIPPING HAMMER TOOLS & ACCESSORIES BERYLLIUM COPPER SAFETY TOOLS RIVET BUSTER TOOLS & ACCESSORIES PAVING BREAKER TOOLS DRILL STEEL TOOLS ELECTRIC HAMMER TOOLS RIGGER TOOLS HAND TOOLS WEDGES, LINE UP PINS & SCRAPERS DEMOLITION TOOLS TM Wear Safety Goggles 4 122806_A_AJAX_ATW-lisa 7/17/12 8:20 PM Page 5 23⁄8" 3 .495" 111⁄16" .495" 2 ⁄8" 60mm 51⁄64" 15⁄16" 60mm 13⁄4" 17 ⁄32" .485" 44.4mm .580" 15⁄32" .469" 14.7mm .576" .680" .680" .576" 17.2mm 17.2mm .812" .812" 3 3 20.6mm 2 ⁄8" 3⁄8" 13 9 20.6mm 23⁄8" ⁄8" 60.3mm ⁄16" ⁄16" .495" 19⁄32" 29⁄32" 9.5mm 9.5mm 60.3mm 3 4 1⁄2" sq. 1⁄4" 1⁄4" 1 ⁄ " .360" Ø .415" 44.4mm .580" .425" 1 14.7mm Ø .373" .576" 1 ⁄8" .680" 13⁄16" 11⁄8" 13⁄16" 28.5mm 17.2mm 20.6mm 28.5mm 20.6mm 21⁄2" 1 4 21⁄2" 11⁄4" 1 5 1 ⁄ " 3⁄8" 63.5mm 3 1 ⁄4" REF 1 ⁄64" 32mm 63.5mm 32mm ⁄8" .620" 9.5mm 13⁄4" 9.5mm .354" .919" 1" 3⁄8" .375" .610" 44.4mm 13 13 .576" .680" -

The MG Chemicals Professional Prototyping Process
The MG Chemicals Professional Prototyping Process Introduction ..................................................................................................................................................................3 Before you begin ..........................................................................................................................................................4 Read the instructions in their entirety.......................................................................................................................4 Get everything you need...........................................................................................................................................4 Plan for safety...........................................................................................................................................................5 Plan for disposal .......................................................................................................................................................5 Design your circuit for the MG process ...................................................................................................................6 Step 1: Cutting and Routing .........................................................................................................................................6 Ingredients required..................................................................................................................................................6 Overview: -

How to Use Tools / Mistakes to Avoid CARLTSOE SAFETY TOOLS
CARLTSOE SAFETY TOOLS If you just had the right tools How to Use Tools / Mistakes to Avoid Tool Proper Uses Abuse/Misuse Nail Hammers Nail hammers are intended for driving and pulling common, Never strike one hanmmer with or against another hammer unhardened nails only, and for ripping apart wooden or a hatchet. Never strike nail pullers, steel chisels or structures. They may be used to strike nail sets with the other hardened objects with a nail hammer as the face may center of the striking face. chip, possibly resulting in eye or other serious injury. Ball Pein Hammers Ball pein hammers of the proper size are designed for striking chisels and punches, and for riveting, shaping and Strike squarely and avoid glancing blows that may cause straightening unhardened metal. the edge of the face to chip, possibly resulting in eye or When striking a struck tool (chisel or punch), the striking face other serious injury. Never strike with or against the side, of the hammer should have a diameter at least 3/8" larger or cheek, of any hammer. than the struck face of the tool. Riveting and Setting Hammers The Riveting hammer is designed for driving and spreading Never use these special-purpose hammers for general- rivets on sheet metal work. The Setting hammer is designed purpose work. The square, sharp edges of the setting for forming sharp corners, closing and peining seams and lock hammer make it vulnerable to chipping if improperly used. edges, and for use by glaziers for inserting glazier points. Never strike against other steel tools. -

Un-Conventional Metal Surfacing with Conductive Coating
Journal of Material Science and Mechanical Engineering (JMSME) p-ISSN: 2393-9095; e-ISSN: 2393-9109; Volume 5, Issue 2; April-June, 2018 pp. 77-82 © Krishi Sanskriti Publications http://www.krishisanskriti.org/Publication.html Un-conventional Metal Surfacing with Conductive Coating Sulabh Kumar1 and Vaneet Bhardwaj2 1Department of Mechanical Engineering, Sharda University, Greater Noida (UP) India 2Department of Mechanical Engineering, Sharda University, Greater Noida, U.P, India E-mail: [email protected], [email protected] Abstract—As we know that in day-to-day life electricity has become These types of carbon brush holders are being used in basic need of the people. To produce electricity, stress is directly put generator based upon rating of the generator and type of slip over the natural resources like fossil fuels, water, metals by means of ring used because width of rings in the slip ring and diameter either hydraulic power generation or thermal power generation and (outer diameter) of slip ring is the deciding factor for selection in this era, we also generate by nuclear power. To achieve the need of type of carbon brush holder. For example, if the width of of power generation, the setup to produce electricity consists of rotor, stator, different types of windings such as stator winding, rotor ring of slip ring is 10.05 mm then carbon brush of width 10.05 winding, slip rings, carbon brush holder and different types of mm can only be used neither lesser nor bigger. Thus, pocket connections. Several metals and chemicals are used to electroplate size of carbon holder must be of 10.05 mm which means the carbon brush holder such as copper, brass, CuSO4, H2SO4.