Technology As a Factor in the Gulf Coast Shipbuilding Industry, 1900 - 1945
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

China's Merchant Marine
“China’s Merchant Marine” A paper for the China as “Maritime Power” Conference July 28-29, 2015 CNA Conference Facility Arlington, Virginia by Dennis J. Blasko1 Introductory Note: The Central Intelligence Agency’s World Factbook defines “merchant marine” as “all ships engaged in the carriage of goods; or all commercial vessels (as opposed to all nonmilitary ships), which excludes tugs, fishing vessels, offshore oil rigs, etc.”2 At the end of 2014, the world’s merchant ship fleet consisted of over 89,000 ships.3 According to the BBC: Under international law, every merchant ship must be registered with a country, known as its flag state. That country has jurisdiction over the vessel and is responsible for inspecting that it is safe to sail and to check on the crew’s working conditions. Open registries, sometimes referred to pejoratively as flags of convenience, have been contentious from the start.4 1 Dennis J. Blasko, Lieutenant Colonel, U.S. Army (Retired), a Senior Research Fellow with CNA’s China Studies division, is a former U.S. army attaché to Beijing and Hong Kong and author of The Chinese Army Today (Routledge, 2006).The author wishes to express his sincere thanks and appreciation to Rear Admiral Michael McDevitt, U.S. Navy (Ret), for his guidance and patience in the preparation and presentation of this paper. 2 Central Intelligence Agency, “Country Comparison: Merchant Marine,” The World Factbook, https://www.cia.gov/library/publications/the-world-factbook/fields/2108.html. According to the Factbook, “DWT or dead weight tonnage is the total weight of cargo, plus bunkers, stores, etc., that a ship can carry when immersed to the appropriate load line. -

Laws Adrift: Anchoring Choice of Law Provisions in Admiralty Torts
University of Miami International and Comparative Law Review Volume 17 Issue 1 Volume 17 Issue 1 (Fall 2009) Article 4 10-1-2009 Laws Adrift: Anchoring Choice Of Law Provisions In Admiralty Torts Marcus R. Bach-Armas Jordan A. Dresnick Follow this and additional works at: https://repository.law.miami.edu/umiclr Part of the Comparative and Foreign Law Commons, and the International Law Commons Recommended Citation Marcus R. Bach-Armas and Jordan A. Dresnick, Laws Adrift: Anchoring Choice Of Law Provisions In Admiralty Torts, 17 U. Miami Int’l & Comp. L. Rev. 43 (2009) Available at: https://repository.law.miami.edu/umiclr/vol17/iss1/4 This Article is brought to you for free and open access by the Journals at University of Miami School of Law Institutional Repository. It has been accepted for inclusion in University of Miami International and Comparative Law Review by an authorized editor of University of Miami School of Law Institutional Repository. For more information, please contact [email protected]. LAWS ADRIFT: ANCHORING CHOICE OF LAW PROVISIONS IN ADMIRALTY TORTS - Marcus R. Bach-Armas*& JordanA. Dresnick I. Introductory Remarks ........................ 44 II. The View from the Crow's Nest: Unwrapping Choice of Law Provisions ........................................... 46 III. The History of Maritime Tort Choice of Law Analysis .................................. 51 IV. Current Maritime Choice of Law Jurisprudence .................................... 55 V. Drafting for Naught: The (In)Significance of Choice of Law Clauses in Maritime Torts .................. 58 VI. The Role of Choice of Law Provisions in Maritime Torts Post-Bremen ............. 60 VII. Concluding Remarks .......................... 64 At the time of submission, Marcus R. -

Hamilton College Catalogue 2018-19
HAMILTON COLLEGE CATALOGUE 2018-19 1 HAMILTON COLLEGE ACADEMIC CALENDAR 2018-2019 Aug. 14-22 Tuesday-Wednesday New Student Orientation 21 Tuesday Residence halls open for upperclass students, 9 a.m. 23 Thursday Fall semester classes begin, 8 a.m. 31 Friday Last day to add a course, 2 p.m. Sept. 14 Friday Last day to exercise credit/no credit option, 3 p.m. Oct. 5 Friday Last day to declare leave of absence for Spring semester 2019 10 Wednesday Fall recess begins, 4 p.m. Academic warnings due 15 Monday Classes resume, 8 a.m. 17 Wednesday Last day to drop a course without penalty, 3 p.m. 25-28 Thursday-Sunday Fallcoming & Family Weekend Nov. 1-16 Registration period for Spring 2019 courses (tentative) 16 Friday Thanksgiving recess begins, 4 p.m. 26 Monday Classes resume, 8 a.m. Dec. 7 Friday Fall semester classes end 8-10 Saturday-Monday Reading period 10-14 Monday-Friday Final examinations 15 Saturday Residence halls close, noon Jan. 18-21 Friday-Monday New Student Orientation 20 Sunday Residence halls open, 9 a.m. 21 Monday Martin Luther King, Jr. Day Holiday 22 Tuesday Spring semester classes begin, 8 a.m. 30 Wednesday Last day to add a course, 2 p.m. Last day for seniors to declare a minor Feb. 8 Friday Last day to exercise credit/no credit option, 3 p.m. 11-15 Monday-Friday Sophomores declare concentration March 1 Friday Last day to declare leave of absence for Fall semester 2019 8 Friday Academic warnings due 15 Friday Spring recess begins, 4 p.m. -

Volume Contracts of Affreightment – Some Features and Principles
Volume Contracts of Affreightment – Some Features and Principles Lars Gorton 1 Introduction ………………………………………………………………….…. 62 1.1 General Background ……………………………………………………… 62 1.2 Some Contractual Points …………..……………………………………... 62 1.3 Frame Agreements ………………………………………………………... 64 1.4 Some General Points Related to Distributorship Agreements and Volume Contracts ………………………………………. 66 1.5 Some Further Overriding Points ……………………………………….…. 67 2 Contract Forms ………………………………………………………………… 68 3 Law, Contract and Terminology ……………………………………………… 69 4 The SMC Rules on Volume Contracts ……………………………………..…. 70 5 Characteristics of COA’s ……………………………………………………… 71 6 The Generic Nature of the COA ………………………………………………. 72 7 Some of the Parameters of the COA ………………………...……………….. 76 7.1 The Ships Involved Under the Volume Contract ………………………… 76 7.2 Time Elements in Connection with COA’s ………………………………. 76 7.3 Cargo and Cargo Quantity and Planning of Voyages ………………….… 77 8 Breach and Consequences of Breach …………………………………………. 78 8.1 Generally, Best Efforts and Cooperation …………………………………. 78 8.2 Consequences of the Owners’s Breach …………………………………... 78 8.3 Consequences of the Charterer’s Breach …………………………………. 78 9 Some Comparisons with Distributorship Agreements in English Law ….…. 78 10 Some COA Cases Involving “Evenly spread” ……………………………….. 82 10.1 “Evenly spread” …………………………………………………………... 82 10.2 Mitigation of Damages …………………………………………………… 85 11 Freight, Demurrage and Similar ……………………………………………… 88 11.1 General Points ………..…………………………………………………... 88 11.2 Freight Level …………………………………………………………….. -
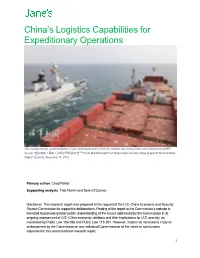
China's Logistics Capabilities for Expeditionary Operations
China’s Logistics Capabilities for Expeditionary Operations The modular transfer system between a Type 054A frigate and a COSCO container ship during China’s first military-civil UNREP. Source: “重大突破!民船为海军水面舰艇实施干货补给 [Breakthrough! Civil Ships Implement Dry Cargo Supply for Naval Surface Ships],” Guancha, November 15, 2019 Primary author: Chad Peltier Supporting analysts: Tate Nurkin and Sean O’Connor Disclaimer: This research report was prepared at the request of the U.S.-China Economic and Security Review Commission to support its deliberations. Posting of the report to the Commission's website is intended to promote greater public understanding of the issues addressed by the Commission in its ongoing assessment of U.S.-China economic relations and their implications for U.S. security, as mandated by Public Law 106-398 and Public Law 113-291. However, it does not necessarily imply an endorsement by the Commission or any individual Commissioner of the views or conclusions expressed in this commissioned research report. 1 Contents Abbreviations .......................................................................................................................................................... 3 Executive Summary ............................................................................................................................................... 4 Methodology, Scope, and Study Limitations ........................................................................................................ 6 1. China’s Expeditionary Operations -

The Liberty Ships of World War Ii
THE LIBERTY SHIPS OF WORLD WAR II Their Union County and Other Carolina Connections by Bill Lee Dedicated to the men of the American Merchant Marine and the United States Naval Armed Guard who sailed in harm’s way in Liberty Ships during World War II … …and who did not return. 2 ~ INTRODUCTION ~ America’s wartime merchant fleet made one of the more important contributions to victory in World War II. An all-volunteer civilian workforce of Merchant Mariners sailed thousands of vessels in harm’s way throughout that global conflict. These men paid a high price for their success, suffering the highest casualty rate of any service. Without their support, our armed forces could not have even gotten overseas, much less been properly supplied as they fought their way to victory. A major element of America’s wartime merchant fleet was a huge class of vessels known as the Liberty Ships. More Liberty Ships were built than any other class of sea-going vessels in the history of the world. Numbering 2,710, they were all mass-produced in less than five years. This astounding accomplishment took place in the middle of a world war that placed extreme demands on the capabilities of the United States and its allies. Not only did the men and women of America build Liberty Ships at an unprecedented rate, they also first constructed entire new shipyards for the sole purpose of building Liberty Ships. One of these shipyards was in North Carolina. Two others were built and successfully operated by Charlotteans who had no prior experience in shipbuilding. -

Adventures of a Landing Craft Coxswain Sterling S
Adventures of a Landing Craft Coxswain Sterling S. Funck United States Navy, 1941 - 1945 Boatswain Mate 1st Class Golden Shellback Christian A. Funck Contents Preface........................................................................................................................................... iv Acknowledgements ....................................................................................................................... v Introduction.................................................................................................................................. vi Key Concepts............................................................................................................................ vii Common Abbreviations...........................................................................................................viii Chronology ................................................................................................................................vi Operations in North Africa and Europe..................................................................................... ix Operations in the Central Pacific ............................................................................................... x Pre-War Years .............................................................................................................................. 1 The War Begins............................................................................................................................. 2 Boot Camp -
2021 Connecticut Boater's Guide Rules and Resources
2021 Connecticut Boater's Guide Rules and Resources In The Spotlight Updated Launch & Pumpout Directories CONNECTICUT DEPARTMENT OF ENERGY & ENVIRONMENTAL PROTECTION HTTPS://PORTAL.CT.GOV/DEEP/BOATING/BOATING-AND-PADDLING YOUR FULL SERVICE YACHTING DESTINATION No Bridges, Direct Access New State of the Art Concrete Floating Fuel Dock Offering Diesel/Gas to Long Island Sound Docks for Vessels up to 250’ www.bridgeportharbormarina.com | 203-330-8787 BRIDGEPORT BOATWORKS 200 Ton Full Service Boatyard: Travel Lift Repair, Refit, Refurbish www.bridgeportboatworks.com | 860-536-9651 BOCA OYSTER BAR Stunning Water Views Professional Lunch & New England Fare 2 Courses - $14 www.bocaoysterbar.com | 203-612-4848 NOW OPEN 10 E Main Street - 1st Floor • Bridgeport CT 06608 [email protected] • 203-330-8787 • VHF CH 09 2 2021 Connecticut BOATERS GUIDE We Take Nervous Out of Breakdowns $159* for Unlimited Towing...JOIN TODAY! With an Unlimited Towing Membership, breakdowns, running out GET THE APP IT’S THE of fuel and soft ungroundings don’t have to be so stressful. For a FASTEST WAY TO GET A TOW year of worry-free boating, make TowBoatU.S. your backup plan. BoatUS.com/Towing or800-395-2628 *One year Saltwater Membership pricing. Details of services provided can be found online at BoatUS.com/Agree. TowBoatU.S. is not a rescue service. In an emergency situation, you must contact the Coast Guard or a government agency immediately. 2021 Connecticut BOATER’S GUIDE 2021 Connecticut A digest of boating laws and regulations Boater's Guide Department of Energy & Environmental Protection Rules and Resources State of Connecticut Boating Division Ned Lamont, Governor Peter B. -

THE PHILIPPINE NAVY • Four-Fold Mission: 1. National Defense 2
THE PHILIPPINE NAVY Learning Outcomes: After the class discussion, the students are expected to: • Enumerate the mission and role of the Modern Philippine Navy • Develop an appreciation on the short history of the Philippine Navy during its infancy stage Four-fold Mission: 1. National Defense 2. Security Operations 3. Deterrence 4. National Development The Navy's Roles The modern Navy has expanded its roles beyond the initial mandate to protect the country's shores. These roles include: 1. The Navy shall defend the territory from external aggression. 2. The Navy shall continue its role of securing the Philippine maritime areas from all forms of intrusions and encroachment, piracy and drug trafficking. 3. The Navy shall assist other government agencies in protecting our marine resources and environment. 4. The Navy shall continue to assist in the conduct of rescue and relief operations not only during accidents _________________________________________1 at sea but even during natural calamities in land such as earthquakes, volcanic eruptions and floods. 5. The Navy shall continue assisting in national socio- economic development. 6. The Navy, as it acquires new and more potent assets, will be an effective instrument of government in fulfilling various security-related international commitments. History The Philippines had long been a seafaring nation. Early Filipino inhabitants came from across the seas - from Ancient China, Borneo and Malay Peninsula. For centuries, seafaring natives living along the coastal areas of the country have sailed across the uncharted waters of the surrounding seas in their frail little boats. The Filipino seafarers engaged in a very active trade and made regular voyages to neighboring countries in Southeast Asia and the Far East. -
The Factors' Lien Act As a Method of Inventory Financing
Case Western Reserve Law Review Volume 4 Issue 4 Article 6 1953 The Factors' Lien Act as a Method of Inventory Financing Richard C. Ogline Follow this and additional works at: https://scholarlycommons.law.case.edu/caselrev Part of the Law Commons Recommended Citation Richard C. Ogline, The Factors' Lien Act as a Method of Inventory Financing, 4 W. Rsrv. L. Rev. 336 (1953) Available at: https://scholarlycommons.law.case.edu/caselrev/vol4/iss4/6 This Article is brought to you for free and open access by the Student Journals at Case Western Reserve University School of Law Scholarly Commons. It has been accepted for inclusion in Case Western Reserve Law Review by an authorized administrator of Case Western Reserve University School of Law Scholarly Commons. [Summer The Factors' Lien Act as a Method of Inventory Financing Richard C. Ogline FOR GENERATIONS businessmen in the United States and other com- mercial countries have been searching for a feasible method of obtaining loans on the security of raw material, goods in process and finished product. The need for such financing arises generally in the case of a small manu- facturer or processor of goods who has already encumbered his real estate and fixtures in order to purchase raw material and requires additional fi- nancing with which to meet salaries, utility costs or other operating ex- penses. His inventory is his only remaining asset of THE AUTHoR (A.B., 1948, Mount Union Col- immediate security value. lege; LL.B., 1951, Western Reserve Umver- The problem is obw- sity) is Law Clerk to the Honorable Emerich B. -

'Liberty'cargo Ship
‘LIBERTY’ CARGO SHIP FEATURE ARTICLE written by James Davies for KEY INFORMATION Country of Origin: United States of America Manufacturers: Alabama Dry Dock Co, Bethlehem-Fairfield Shipyards Inc, California Shipbuilding Corp, Delta Shipbuilding Co, J A Jones Construction Co (Brunswick), J A Jones Construction Co (Panama City), Kaiser Co, Marinship Corp, New England Shipbuilding Corp, North Carolina Shipbuilding Co, Oregon Shipbuilding Corp, Permanente Metals Co, St Johns River Shipbuilding Co, Southeastern Shipbuilding Corp, Todd Houston Shipbuilding Corp, Walsh-Kaiser Co. Major Variants: General cargo, tanker, collier, (modifications also boxed aircraft transport, tank transport, hospital ship, troopship). Role: Cargo transport, troop transport, hospital ship, repair ship. Operated by: United States of America, Great Britain, (small quantity also Norway, Belgium, Soviet Union, France, Greece, Netherlands and other nations). First Laid Down: 30th April 1941 Last Completed: 30th October 1945 Units: 2,711 ships laid down, 2,710 entered service. Released by WW2Ships.com USA OTHER SHIPS www.WW2Ships.com FEATURE ARTICLE 'Liberty' Cargo Ship © James Davies Contents CONTENTS ‘Liberty’ Cargo Ship ...............................................................................................................1 Key Information .......................................................................................................................1 Contents.....................................................................................................................................2 -

UK National Archives Or (Mainly) 39
Date: 20.04.2017 T N A _____ U.K. NATIONAL ARCHIVES (formerly known as the "PUBLIC RECORD OFFICE") NATIONAL ARCHIVES NATIONAL ARCHIVES Chancery Lane Ruskin Avenue London WC2A 1LR Kew Tel.(01)405 0741 Richmond Surrey TW9 4DU Tel.(01)876 3444 LIST OF FILES AT THE U.K. NATIONAL ARCHIVES, THE FORMER 'PRO' (PUBLIC RECORD OFFICE) FOR WHICH SOME INFORMATION IS AVAILABLE (IN MOST CASES JUST THE RECORD-TITLE) OR FROM WHICH COPIES WERE ALREADY OBTAINED. FILES LISTED REFER MAINLY TO DOCUMENTS WHICH MIGHT BE USEFUL TO A PERSON INTERESTED IN GERMAN WARSHIPS OF THE SECOND WORLD WAR AND RELATED SUBJECTS. THIS LIST IS NOT EXHAUSTIVE. RECORDS LISTED MAY BE SEEN ONLY AT THE NA, KEW. THERE ARE LEAFLETS (IN THE LOBBY AT KEW) ON MANY OF THE MOST POPULAR SUBJECTS OF STUDY. THESE COULD BE CHECKED ALSO TO SEE WHICH CLASSES OF RECORDS ARE LIKELY TO BE USEFUL. * = Please check the separate enclosure for more information on this record. Checks by 81 done solely with regard for attacks of escort vessels on Uboats. GROUP LIST ADM - ADMIRALTY ADM 1: Admiralty, papers of secretariat, operational records 7: Miscellaneous 41: Hired armed vessels, ships' muster books 51: HM surface ship's logs, till ADM54 inclusive 91: Ships and vessels 92: Signalling 93: Telecommunications & radio 116: Admiralty, papers of secretariat, operational records 136: Ship's books 137: Historical section 138: Ships' Covers Series I (transferred to NMM, Greenwhich) 173: HM submarine logs 177: Navy list, confidential edition 178: Sensitive Admiralty papers (mainly court martials) 179: Portsmouth