Haas Automation Inc
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Tips and Techniques for Using a Detail Gouge
Woodturning Tools, Techniques, and Projects Alan N. Leland Tips and Techniques for Using a Detail Gouge Roughing with a Spindle Gouge I prefer to rough out my spindles with a 1 1/4” roughing gouge or a ¾” roughing gouge. Roughing out can be accomplished with a detail gouge but it takes a bit longer and the finished cuts are not as smooth. Used properly a 1 ¼” roughing gouge can leave nearly the same finish as a skew. For roughing cuts: the cut is started approximately 2” in from the tail stock end and proceeds in multiple 2” increments cutting toward the tail stock until approximately 3” from the head stock end of the blank at which point the direction of cut is reversed toward the head stock these cuts are accomplished with the tool handle perpendicular to the blank and the end of the handle down at approximately a 45 degree angle to insure that when the cutting edge makes contact with the wood that the bevel is rubbing and the tool is not cutting until the handle is raised up to start the cut. Hold the tool firmly but not tight as in all turning the tool needs to be easily manipulated and this can not be done with a tight grip on the tool. The feet should be spread apart and the body should be free to move with the cut. To achieve the most control, the flute of the tool is sandwiched between the thumb and fingers of the left hand. The thumb is exerting pressure down toward the tool rest and is griping the flute against the fingers. -
Woodturning Magazine Index 1
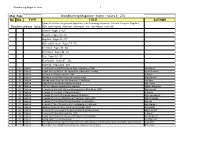
Woodturning Magazine Index 1 Mag Page Woodturning Magazine - Index - Issues 1 - 271 No. No. TYPE TITLE AUTHOR Types of articles are grouped together in the following sequence: Feature, Projects, Regulars, Readers please note: Skills and Projects, Technical, Technique, Test, Test Report, Tool Talk Feature - Pages 1 - 32 Projects - Pages 32 - 56 Regulars - Pages 56 - 57 Skills and Projects - Pages 57 - 70 Technical - Pages 70 - 84 Technique - Pages 84 - 91 Test - Pages 91 - 97 Test Report - Pages 97 - 101 Tool Talk - Pages 101 - 103 1 36 Feature A review of the AWGB's Hay on Wye exhibition in 1990 Bert Marsh 1 38 Feature A light hearted look at the equipment required for turning Frank Sharman 1 28 Feature A review of Raffan's work in 1990 In house 1 30 Feature Making a reasonable living from woodturning Reg Sherwin 1 19 Feature Making bowls from Norfolk Pine with a fine lustre Ron Kent 1 4 Feature Large laminated turned and carved work Ted Hunter 2 59 Feature The first Swedish woodturning seminar Anders Mattsson 2 49 Feature A report on the AAW 4th annual symposium, Gatlinburg, 1990 Dick Gerard 2 40 Feature A review of the work of Stephen Hogbin In house 2 52 Feature A review of the Craft Supplies seminar at Buxton John Haywood 2 2 31 Feature A review of the Irish Woodturners' Seminar, Sligo, 1990 Merryll Saylan 2 24 Feature A review of the Rufford Centre woodturning exhibition Ray Key 2 19 Feature A report of the 1990 instructors' conference in Caithness Reg Sherwin 2 60 Feature Melbourne Wood Show, Melbourne October 1990 Tom Darby 3 58 -

Numerical Control (NC) Fundamentals
Lab Sheet for CNC Laboratory Department of Production Engineering and Metallurgy Prepared by: Dr. Laith Abdullah Mohammed Production Engineering – CNC Lab Lab Sheet Numerical Control (NC) Fundamentals What is Numerical Control (NC)? Form of programmable automation in which the processing equipment (e.g., machine tool) is controlled by coded instructions using numbers, letter and symbols - Numbers form a set of instructions (or NC program) designed for a particular part. - Allows new programs on same machined for different parts. - Most important function of an NC system is positioning (tool and/or work piece). When is it appropriate to use NC? 1. Parts from similar raw material, in variety of sizes, and/or complex geometries. 2. Low-to-medium part quantity production. 3. Similar processing operations & sequences among work pieces. 4. Frequent changeover of machine for different part numbers. 5. Meet tight tolerance requirements (compared to similar conventional machine tools). Advantages of NC over conventional systems: Flexibility with accuracy, repeatability, reduced scrap, high production rates, good quality. Reduced tooling costs. Easy machine adjustments. More operations per setup, less lead time, accommodate design change, reduced inventory. Rapid programming and program recall, less paperwork. Faster prototype production. Less-skilled operator, multi-work possible. Limitations of NC: · Relatively high initial cost of equipment. · Need for part programming. · Special maintenance requirements. · More costly breakdowns. Advantages -

Lathe Parts and Accessories
What’s that called? Lathe Parts and Accessories Headstock Toolrest Handwheel Tailstock Spindle Quill or Ram Tailstock handwheel Swing over Spindle bed Axis Speed control Leg Bed or Ways Banjo Length Illustration by Robin Springett If you are new to woodturning, these runs perpendicular to the lathe’s bed illustrations can help you learn the common and spindle axis. As the name parts of a lathe, as well as important accessories implies, spindle turning is how stair specific tospindle and faceplate turning. balusters, chair parts, and other furniture parts are made. Bowls and platters are generally The terms spindle turning and faceplate turned in faceplate orientation. turning refer to the orientation of the wood grain relative to the axis of the lathe. Spindle Wood can be mounted in both grain orientation means the wood grain runs parallel orientations using the same methods and ➮ to the lathe’s bed, or ways, and spindle axis. accessories. Faceplate orientation means the wood grain Woodturning FUNdamentals 1 © American Association of Woodturners | woodturner.org viewed from the tailstock). Most modern lathes Lathe parts (but few older designs) can switch to “Reverse” Lathes from various manufacturers differ for sanding and finishing. in some ways, such as motor systems, speed adjustments, size, and other features. But The spindle has a female Morse taper on the the basic premise and major components are inside and male threads on the outside. These common to all of them. two features, which vary in size by make and model, allow you to mount accessories and turn The headstock is the drive end of the lathe, wood. -

TEACHER's RESOURCE and PROJECT GUIDE Teaching Resources AAW TABLE of CONTENTS EDUCATION
TEACHER'S RESOURCE AND PROJECT GUIDE Teaching Resources AAW TABLE OF CONTENTS EDUCATION Turning to the Future Teachers Resource and Project Guide Note from Phil McDonald, AAW Executive Director 1 Safety • Intro to the Lathe 2 • Lathe Speed 3 • Personal Protection Equipment (PPE) 4 • Teaching Tips 5 Best Practices • Anchor Bevel Cut 9 • Before Turning on the lathe 10 • Lesson Plans & Handouts 11 • Workshop Environmental & Protocol 12 • General Student Shop Guidelines 13 Projects • Bottle Stopper 14 • Natural Edge Bowl 45 • Christmas Ornaments 17 • Open Bowl 53 • Gavel 19 • Ornament Stand 57 • Goblet 24 • Pen 59 • Honey Dipper 27 • Small Screwdriver 63 • Key Chains 31 • Spheres 65 • Lidded Box 35 • Top 70 • Morse Taper 40 • Weed Pot 73 • Napkin Rings 42 • Whisk 75 Teaching Resources Board of Directors A Note About Safety: An accident at a publication by the American Kurt Hertzog, President the lathe can happen with blinding Association of Woodturners Art Liestman , VP suddenness. Respiratory and other 222 Landmark Ctr Rob Wallace, Sec. problems can build over years. Take 75 5th St W Gregory Schramek, precautions when you turn. Safety St. Paul, MN 55102 Treas. guidelines are published online at phone 651-484-9094 Lou Williams http://www.woodturner.org/?page=Safety website woodturner.org Denis Delehanty Following them will help you continue to Exec. Director: Phil McDonald Louis Vadeboncoeur enjoy woodturning. [email protected] Jeff Brockett Kathleen Duncan AAW | woodturner.org INTRODUCTION Greeting from Phil McDonald, AAW Executive Director The AAW staff and board are pleased to present you with this complimentary special edition of our Turning to the Future Teaching Resources. -

Multienhancing
FEBRUARY 2007 / VOLUME 59 / NUMBER 2 ➤ BY JOSEPH L. H AZE LTON, SENIOR EDITOR Multienhancing Multitasking machine tools, like this mill/ turn center, can reduce setups, shorten handling time and increase workpiece accuracy by allowing for complete machining within one enclosure. Mill/turn centers, the most com- advantages: fewer setups, reduced mon type of multitasking machine handling time and greater part Machine tool tool, appear to be the ultimate in accuracy. builders continue process consolidation. Inside its Everything has limitations, enclosure, a mill/turn center can though, and there are trade-offs to improve perform many of the functions with multitasking machine tools. A the capabilities of a 5-axis horizontal machining mill/turn center provides the ben- center—boring, drilling, milling, efit of process optimization, but its of mill/turn centers. tapping—as well as turning, once various operations may not be as limited to lathes. fast as they would be on separate That consolidation offers several machine tools. So the cycle time Doosan Infracore Doosan Infracore for a part produced in a mill/turn based multitasking machine tools ture includes twin ballscrew drives center can be longer than the sum could be described as 70 percent for both the X and Z axes and thereby of the cycle times if the part were turning machines and 30 percent permits driving at the center of grav- produced on separate milling and milling machines, according to Gerald ity. Mori Seiki refers to the design as turning centers. Owen, national applications manager DCG (Driven at the Center of Grav- That longer time, however, is usu- for machine tool builder Mori Seiki ity). -
NIMS CNC Milling Programming & Set-Up
SC ACCELERATE MTT 255 Open Text Module 5 3 NIMS CNC Milling 5 Programming & Set-Up Objectives Students will be able to: • Write and Format CNC milling programs • Diagram CNC Fanuc Control Programs • Analyze and edit CNC G-code based programs • Program and Operate a CNC Mill by earning Level I NIMS CNC Milling Credential Orienting Questions ü How do cutter offsets effect CNC programming? ü What is the difference between cutter compensation left and right? ü What is the difference between contour machining and point machining? ü Is “NIMS” a National or State Accredited Program? ü Why is NIMS important to Industry? **The bolded/underlined words are key terms…click on the blue underlined terms for more information. **Closed Captions and transcripts are available for all videos in this module. Click the button at the bottom right of the play menu to turn on closed captioning in the language of your choice. You may also read a full transcript of this video by clicking on the bottom below the play menu.** Except where otherwise noted, this work was created by Mark Cramer and is licensed under the Creative Commons Attribution 4.0 International License. SC ACCELERATE Page | 1 Version │ Course ID │ Rev 1 2012 SC ACCELERATE MTT 255 Open Text Module 5 To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/ or send a letter to Creative Commons, 444 Castro Street, Suite 900, Mountain View, California, 94041, USA. INTRODUCTION CNC Milling Programs can be divided into two basic divisions; the “Preparation Codes” and the actual “Machining Codes”. -

2010-09 September Newsletter
GULF COAST WOODTURNER September, 2010 PRESIDENT’S CORNER GCWA Web Sites: Http://www.gulfcoastwoodturners.org I don’t know about you, but I came back from SWAT with a new energy for my work. The annual symposium was again held in Waco, as it will be for the foreseeable future. The construction was a major hassle, and we ended up was beaucoup going on in Waco, so if I missed anything hosting a “room” that was bounded by curtains, but the or anyone, I apologize. demos were super and we all had a great time. Speaking of our room, the new A/V system worked flawlessly. We’ve got a lot coming up in the next few months, starting Thanks to Thomas Irven and all those who have helped with the September demo by Paula Haymond, who will with this system. We did get a new speaker recently, and talk to us about her techniques for surface decoration. I’m I’m hearing that it is a big improvement. If you don’t agree, sure you have joined me in awe of some of her recent let me know. work. In addition to giving us a meeting demo, Paula will be leading two small hands-on workshops on surface Our lead demonstrator in Room 3 was Molly Winton, a decoration. The first class is full, and I hear from George very sweet and talented lady. Her daughter Jean was with Kabacinski that there is one place left in the second her, and Jean even got to turn a pen! Now Molly has to class to be offered Oct 9 at George’s shop. -

Century American Machinery and Machine Tool Building
From Depression to Globalization: Reconfiguring 20th Century American Machinery and Machine Tool Building Philip Scranton, Rutgers University Prologue Practical Machinist: 06-14-2003, 11:51 AM Let's talk about Machine Tool Making. 1. The industry is Capital Intensive. A machine tool maker has a huge amount invested in plant and equipment. 2. The industry is Labor Intensive. Almost all the workers are highly skilled and not only that, each worker has to have significant experience working in the specific shop making that company's machines. 3. The Industry is cyclic. Some years there is a big backlog of orders. Some years, there is hardly anything for the skilled and valued workers to do. 4. The "Technical" competition is Brutal. As soon as a new machine design is fit for production, some competitor brings out a newer design with faster spindle speeds or faster motions or some other feature that he touts relentlessly in the trade publications. A Machine tool can be rendered obsolete by the time the first article is being crated up on a maker's loading dock. 5. The reverse of this can happen. A machine tool maker can devise a highly sophisticated design that just doesn't sell. Giddings and Lewis has had this happen to them several times and Davenport Machine had it happen with a servo-controlled, multi-spindle automatic bar machine. 6. During slow times, a machine tool manufacturer can be in competition with slightly used machine of his own manufacture. This is happening right now. None of the above points have anything to do with the government, and the best of the foreign competition suffers all of the above situations. -
Using the Tormach PCNC Duality Lathe
Using the Tormach PCNC Duality Lathe Programmer's and Operator's Guide to the Duality Lathe © 2008 Tormach® LLC All Rights Reserved Questions or comments? Please email us at: PCNC Duality Lathe Manual [email protected] Part Number 31023 – Rev A1-2 Preface Using Tormach PCNC Duality Lathe ii 301023 Rev A1-2 Contents 1. Preface................................................................................................7 1.1 Manual Overview...............................................................................................................7 1.2 Safety..................................................................................................................................7 1.2.1 Safety Publications..............................................................................................................7 1.2.2 Operator Safety....................................................................................................................7 1.2.3 Electrical Safety...................................................................................................................9 1.3 Performance Expectations.................................................................................................9 1.3.1 Cutting Ability.....................................................................................................................9 1.3.2 Understanding Accuracy....................................................................................................10 1.3.3 Resolution, Accuracy and Repeatability of -

Haas Get Automated.Pdf
THE CONTROL IS AUTOMATE LATHE AT THE CENTER PART PRODUCTION The Haas Bar Feeder is a simple and aff ordable way to automate OF YOUR HAAS part production on Haas turning centers to boost productivity. Designed and built for use with Haas ST and DS series CNC GET turning centers, the Haas Bar Feeder integrates seamlessly with EXPERIENCE. the Haas control. Automation touches every part of the Haas CNC experience, but none of AUTOMATED it would be possible without our control. The latest generation of the Haas control is crucial to every operation. /CONNECT DUAL-STAGE PARTS CATCHER >> WIRED AND WIRELESS HAAS CONNECT DNA Our two-stage automatic parts catcher moves completely out of the primary work envelope The Haas Control has the ability to send you, and others AUTOMATIC COOLANT REFILL CONNECTION STANDARD during machining, and quickly moves into place when commanded at the end of a cycle. you designate, email notifi cations about the operating The Haas Automatic Coolant Refi ll System monitors the machine For parts with short cycle times, the arm can be left in the extended position, with only the The Haas Control comes standard with built-in status of your Haas machine. HaasConnect is standard coolant level, and automatically adds correctly mixed coolant to the tray rotating up to catch parts at the end of cycle. Ethernet and WiFi capability, making it easy to with all Haas machines, and free to use. Set up is fast, tank. This saves the machine operator valuable time for other tasks, connect to your local area network. Set up is quick easy, and free at HaasCNC.com. -

UGS NX Machining Advantage
NX Machining: A complete solution for machine tool programming UGS PLM Software www.siemens.com/ugs UGS NX™ software the digital product development solution from UGS PLM Software, delivers a complete and proven system for machine tool programming. NX® Machining software applies leading-edge technology and advanced machining methods to maximize efficiency of manufacturing engineers and NC programmers. A complete solution for Total design-to-manufacture machine tool programming connectivity NX, the digital product develop- NX Machining is totally integrated ment solution from UGS PLM with the NX product development Software, delivers a complete and solution. NC programmers can proven system for machine tool directly access comprehensive programming. NX machining design, assembly and drafting tools applies leading-edge technology in the same unified system. Design and advanced machining methods through manufacturing associativity to maximize efficiency of manu- means that design changes are facturing engineers and NC automatically propagated to programmers. machining operations. With this complete development solution, Maximizing productivity programmers and manufacturing and efficiency engineers can work with part With NX Machining, companies can models, create and assemble transform their NC programming, fixtures, develop tool paths and manufacturing engineering and even model entire machines machining processes to dramatically for 3D machining simulation. reduce waste and significantly boost productivity of resources – both manpower