Egarg Idaho Under DOE Contract No
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
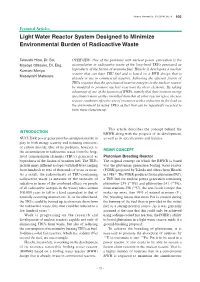
Light Water Reactor System Designed to Minimize Environmental Burden of Radioactive Waste
Hitachi Review Vol. 63 (2014), No. 9 602 Featured Articles Light Water Reactor System Designed to Minimize Environmental Burden of Radioactive Waste Tetsushi Hino, Dr. Sci. OVERVIEW: One of the problems with nuclear power generation is the Masaya Ohtsuka, Dr. Eng. accumulation in radioactive waste of the long-lived TRUs generated as Kumiaki Moriya byproducts of the fission of uranium fuel. Hitachi is developing a nuclear reactor that can burn TRU fuel and is based on a BWR design that is Masayoshi Matsuura already in use in commercial reactors. Achieving the efficient fission of TRUs requires that the spectrum of neutron energies in the nuclear reactor be modified to promote nuclear reactions by these elements. By taking advantage of one of the features of BWRs, namely that their neutron energy spectrum is more easily controlled than that of other reactor types, the new reactor combines effective use of resources with a reduction in the load on the environment by using TRUs as fuel that can be repeatedly recycled to burn these elements up. This article describes the concept behind the INTRODUCTION RBWR along with the progress of its development, NUCLEAR power generation has an important role to as well as its specifications and features. play in both energy security and reducing emissions of carbon dioxide. One of its problems, however, is the accumulation in radioactive waste from the long- RBWR CONCEPT lived transuranium elements (TRUs) generated as Plutonium Breeding Reactor byproducts of the fission of uranium fuel. The TRUs The original concept on which the RBWR is based include many different isotopes with half-lives ranging was the plutonium generation boiling water reactor from hundreds to tens of thousands of years or more. -

Possibility of Deuteron Disintegration in Condensed Matter, a Review
POSSIBILITY OF DEUTERON DISINTEGRATION IN CONDENSED MATTER, A REVIEW © M. Ragheb 1/16/2021 “Discovery consists of seeing what everyone has seen, and thinking what no one has thought.” Albert Szent-Gyorgi, 1937 Nobel Laureate in Physio;ogy/ Medicine “If we all worked on the assumption that what is accepted as true is really true, There would be little hope of advance.” Orville Wright "I may disagree with what you say but will defend to the death your right to say it." Voltaire, French writer, philosopher and historian “La vérité est en marche, et rien ne l’arrêtera.” Emile Zola “Rien ne peut arrêter une idée don’t l’heure est venue.” Victor Hugo “We wish to pursue the truth, no matter where it leads. But to find the truth, we need imagination and skepticism, both. We will not be afraid to speculate, but we will be careful to distinguish speculation from fact.” “Absence of evidence is not evidence of absence.” Carl Sagan, Astronomer, ‘Cosmos’ “The miracle is not how well the bear waltzes, but that it can waltz at all.” PT Barnum “There is only one way to avoid criticism: do nothing, say nothing, and be nothing.” Aristotle. Greek philosopher “I've missed more than 9,000 shots in my career. I've lost almost 300 games. Twenty six times, I've been trusted to take the game winning shot and missed. I've failed over and over and over again in my life. And that is why I succeed.” Michael Jordan, USA Basketball Champion “It ain't what you don't know that gets you into trouble. -
Doe Nuclear Physics Reactor Theory Handbook
DOE-HDBK-1019/2-93 JANUARY 1993 DOE FUNDAMENTALS HANDBOOK NUCLEAR PHYSICS AND REACTOR THEORY Volume 2 of 2 U.S. Department of Energy FSC-6910 Washington, D.C. 20585 Distribution Statement A. Approved for public release; distribution is unlimited. This document has been reproduced directly from the best available copy. Available to DOE and DOE contractors from the Office of Scientific and Technical Information, P.O. Box 62, Oak Ridge, TN 37831. Available to the public from the National Technical Information Service, U.S. Department of Commerce, 5285 Port Royal., Springfield, VA 22161. Order No. DE93012223 DOE-HDBK-1019/1-93 NUCLEAR PHYSICS AND REACTOR THEORY ABSTRACT The Nuclear Physics and Reactor Theory Handbook was developed to assist nuclear facility operating contractors in providing operators, maintenance personnel, and the technical staff with the necessary fundamentals training to ensure a basic understanding of nuclear physics and reactor theory. The handbook includes information on atomic and nuclear physics; neutron characteristics; reactor theory and nuclear parameters; and the theory of reactor operation. This information will provide personnel with a foundation for understanding the scientific principles that are associated with various DOE nuclear facility operations and maintenance. Key Words: Training Material, Atomic Physics, The Chart of the Nuclides, Radioactivity, Radioactive Decay, Neutron Interaction, Fission, Reactor Theory, Neutron Characteristics, Neutron Life Cycle, Reactor Kinetics Rev. 0 NP DOE-HDBK-1019/1-93 NUCLEAR PHYSICS AND REACTOR THEORY FOREWORD The Department of Energy (DOE) Fundamentals Handbooks consist of ten academic subjects, which include Mathematics; Classical Physics; Thermodynamics, Heat Transfer, and Fluid Flow; Instrumentation and Control; Electrical Science; Material Science; Mechanical Science; Chemistry; Engineering Symbology, Prints, and Drawings; and Nuclear Physics and Reactor Theory. -

Responds to NRC 840504 Ltr Re Violations Noted in IE
- , . , . Georgia Institute of Technology SCHOOL OF NUCLEAR ENGINEERING AND HEALTH PHYSICS R ATLANTA. GEORGIA 30332 ' & " ' NEELY NUCLEAR RESEAACH e (404)094-3800 CENTER May 25, 1984 Mr. David M. Verrelli, Chief Reactor Projects Branch U.S. Nuclear Regulatory Commission, Region II 101 Marietta Street, N.W. Atlanta, Georgia 30303 Subject: Inspection Report No. 50-276/84-02 | Dear Mr. Verrelli: | This letter is my response to the referenced inspection of the Georgia Tech AGN-201 reactor on April 11-12, 1984. 1 Enclosed is a copy of the Dismantling and Disposal Plan for I the AGN-201 which I sent to Mr. Cecil 0. Thomas of NRC for ! approval. This plan was reviewed and approved by the I.uclear Safeguards Committee of Georgia Tech (see appended letter). Immediately following approval of this plan by NRC, Georgia Tech will proceed to dismantle and dispose of the AGN-201. Item: The proposed emergency plan has not been appro- priately revised to reflect changes in the onsite emergency response organization for the AGN-201. The revised emergency procedures for the AGN-201 are appended. The telephone numbers of the emetgency director and all support organizations ..ce now available in the Nuclear Engineering Program Office. Item: No radiological exercise has been conducted since September 9, 1980 when Grady Meuorial llospital participated with the licensee in a drill involving a simulated personnel contamination problem. An emergency drill involving personnel contamination problem 1lospital.is being planned for the summer of 1984 in conjunction with Grady Item: Update agreement with Grady llospital and provide l'n emergency plan for biennial review and periodic update. -

Fuel Burnup Simulation and Analysis of the Missouri S&T Reactor
Scholars' Mine Masters Theses Student Theses and Dissertations Spring 2018 Fuel burnup simulation and analysis of the Missouri S&T Reactor Joshua Hinkle Rhodes Follow this and additional works at: https://scholarsmine.mst.edu/masters_theses Part of the Nuclear Engineering Commons Department: Recommended Citation Rhodes, Joshua Hinkle, "Fuel burnup simulation and analysis of the Missouri S&T Reactor" (2018). Masters Theses. 7780. https://scholarsmine.mst.edu/masters_theses/7780 This thesis is brought to you by Scholars' Mine, a service of the Missouri S&T Library and Learning Resources. This work is protected by U. S. Copyright Law. Unauthorized use including reproduction for redistribution requires the permission of the copyright holder. For more information, please contact [email protected]. FUEL BURNUP SIMULATION AND ANALYSIS OF THE MISSOURI S&T REACTOR by JOSHUA HINKLE RHODES A THESIS Presented to the Faculty of the Graduate School of the MISSOURI UNIVERSITY OF SCIENCE AND TECHNOLOGY In Partial Fulfillment of the Requirements for the Degree MASTER OF SCIENCE IN NUCLEAR ENGINEERING 2018 Approved by Ayodeji B. Alajo, Advisor Gary E. Mueller Joseph Graham ii iii ABSTRACT The purpose of this work is to simulate the fuel burnup of the Missouri S&T Reactor. This work was accomplished using the Monte Carlo software MCNP. The primary core configurations of MSTR were modeled and the power history was used to determine the input parameters for the burnup simulation. These simulations were run to determine the burnup for each fuel element used in the core of MSTR. With these simulations, the new predicted isotopic compositions were added into the model. -

F. SILENE Reactor: Results of Selected Typical
Table 8. Characteristicsof the First Pulse of the Experiments inthe 300-m-dim Cylinder. Time to Solution Rateof Minimum Peak of Height at Volume at Reactivity Doubling Inverse Specific Energy Experiment Pulsea Peak Power Peak Power Addition Time Period in Pulse Number set cm (liter) (dollars/set) set see-' (10'" fissions/cm3) CRAC 01 232 329 226 o.oo341 2.9 0.24 1.2 CRAC02 72 255 173 -- 0.18 3*9 1.0 CRAC03 427 274 186 o.oo141 0.138 0.93 CRAC04 197 331 225 0.00391 3':; 0.216 1.0 CRAC05 21.6 82.2 56.0 0.0667 0.060 11.6 l-1 CRACOG 22.8 82.4 56.2 0.0740 0.050 13*9 1.2 CRAC07 3.9 29-7 20.5 0.786 0.00157 442 .2.0 cruw 08 29.3 20.3 0.746 0.00069 1004 4.0 CRAC09 24' 47.1 32-3 0.247 0.015 46 1.4 CRAC 10 6.6 44 .o 30.2 0.0772 0.0176 39.4 1.4 CRAC il -a -- -- mm CRAC 12 ii; iii.3 ;;.8 0.0156 o-275 2.52 1.2 CRAC13 7*5 53.3 36.5 0.157 0.012 T-7 1.4 CRAC14 12.0 4 5.4 31*1 0.0992 0.049 14.1 l-3 CRAC15 4.0 43.6 29-9 o-253 0.033 20.8 1.2 CRAC 16 11.2 44.1 3o*3 0.0755 0.242 2.86 l-2 CRAC17 11-7 44.3 30.4 0.0820 0.177 3.92 1.2 CRAC18 43.8 43.8 30*1 0.0168 0.2 l-33 1.2 cw 19 16.2 44.9 30.8 0.0870 0.036 19.2 1.1 $g CRAC20.1 2.2 28.4 19-i 0.674 0.0061 114 1.0 $ CRACCRAC!20.320.2 2.2 28.4 19.7 0.684 0.0063 ll0 1.1 2.4 28.6 19.8 0.691 0.0066 lo5 1.0 CRAC20.4 3*4 29.2 20.2 0.685 0.00118 587 2.9 CRAC 20.5 2-5 28.5 19.7 0.616 0.00~ I20 1.1 CRAC!21 17.0 45.4 31* 1 o.o833 0.032 21.6 1.0 CRAC 22 4.6 28.9 20.0 0.501 0.00147 471 2.1 CRAC 23 4.6 39.6 27.2 0.310 o.oog.3 I20 1.6 cwic 24 -- -- me es -- CRAC25 ii.0 22.2 0.871 0.00153 4;; l-7 CRAC 26 78.: 33.6 23.1 0.638 0.0027 252 l-7 CRAC27 I+:7 41.3 28.4 o-315 0.032 56 1.2 CRAC28 8.8 42.3 29.1 0.226 0.011 63 l-3 CRAC 29 44. -

Phenomenological Modelling of Molten Salt Reactors with Coupled Point Nuclear Reactor Kinetics and Thermal Hydraulic Feedback Models
Phenomenological Modelling of Molten Salt Reactors with Coupled Point Nuclear Reactor Kinetics and Thermal Hydraulic Feedback Models Industrial Supervisors: Academic Supervisors: Prof. Alan Copestake Dr Matthew Eaton (principal) Mr. Chris Jackson Prof. Berend van Wachem (co-supervisor) Dr. Vittorio Badalassi (former) Author: Gareth Owen Morgan Department of Mechanical Engineering A thesis submitted in partial fulfillment of the requirements for the degree of Doctor of Philosophy and the Diploma of Imperial College London September 2018 2 Abstract The Molten Salt Reactor Experiment (MSRE) was a small circulating fuel reactor operated at Oak Ridge National Laboratory (ORNL) between 1965 and 1969. To do date it remains the only molten salt reactor (MSR) that has been operated for extended periods, on diverse nuclear fuels. Reactor physics in MSRs differs from conventional solid-fuelled reactors due to the circulation of hot fuel and delayed neutron precursors (DNPs) in the primary circuit. This alters the steady state and time-dependent behaviours of the system. A coupled point kinetic-thermal hydraulic feedback model of an MSRE-like system was con- structed in order to investigate the effect of uncertainties in the values of key physical parameters on the model's response to step and ramp reactivity insertions. This information was used to de- termine the parameters that affected the steady state condition and transient behaviours. The model was also used to investigate features identified in the frequency response, in particular a feature corresponding to fuel recirculation. Greater than expected mixing in the primary circuit has been previously proposed as an explanation for the lack of observation of this feature. -

Tritium 2016 April 17-22, 2016 Charleston Marriott Charleston, South Carolina United States
Tritium 2016 April 17-22, 2016 Charleston Marriott Charleston, South Carolina United States 11th International Conference on Tritium Science & Technology 1 Tritium 2016 Supporters Our most sincere thanks to our Supporters! TRITIUM LEVEL SUPPORTERS PROTIUM LEVEL SUPPORTERS SOCIETY CO-SPONSORS Publication of the Program and Proceedings was provided by a grant from the United States Department of Energy Office of Fusion Science. 2 Table of Contents GENERAL MEETING INFORMATION Letter from Mayor of Charleston .......................................................2 Letter from General Chair ................................................................3 Letter from Technical Program Chair ................................................4 National Organizing Committee .......................................................5 Technical Program Committee ........................................................6 International Steering Committee ....................................................7 Schedule at a Glance ......................................................................8 Conference Information ..................................................................9-10 Exhibitors .....................................................................................247 TRITIUM TECHNICAL SESSIONS BY DAY Technical Sessions: Monday .............................................................11-15 Technical Sessions: Tuesday .............................................................16-20 Technical Sessions: Wednesday ........................................................21-22 -

Dow Chemical Company Dow TRIGA Research Reactor
___________________________ Safety Evaluation Report Renewal of the Facility Operating License for the Dow Chemical Company Dow TRIGA Research Reactor Docket No. 50-264 ____________________________ U.S. Nuclear Regulatory Commission Office of Nuclear Reactor Regulation June 2014 ABSTRACT This safety evaluation report summarizes the findings of a safety review conducted by the staff of the U.S Nuclear Regulatory Commission (NRC), Office of Nuclear Reactor Regulation. The NRC staff conducted this review in response to a timely application that the Dow Chemical Company (the licensee) filed for a 20-year renewal of Facility Operating License No. R-108 to continue operating the Dow TRIGA (Training, Research, Isotope Production, General Atomics) Research Reactor (DTRR). In its safety review, the NRC staff considered information that the licensee submitted, past operating history recorded in the licensee’s annual reports to the NRC, inspection reports NRC personnel prepared, as well as firsthand observations. On the basis of its review, the NRC staff concludes that the Dow Chemical Company can continue to operate the facility for the term of the renewed facility operating license, in accordance with the license, without endangering public health and safety, facility personnel, or the environment. ii CONTENTS ABSTRACT ................................................................................................................................... ii FIGURES ................................................................................................................................... -

Research Reactors in France
Part 2 Research reactors in France Chapter 5 Evolution of the French research reactor “fleet” 5.1. The diversity and complementarity of French research reactors In the IAEA’s Research Reactor Database (RRDB), 42 reactors in France are identified as being research reactors93 (including those no longer in operation, the Jules Horowitz reactor (JHR) which is under construction, and the research reactors at defence-related facilities94). General de Gaulle created the French Atomic Energy Commission (CEA95) by decree in 1945, giving it responsibility for directing and coordinating the development of appli- cations for the fission of the uranium atom nucleus. In this context, a team led by Lew Kowarski started up the first French research reactor in 1948, the ZOÉ atomic pile built at the CEA centre at Fontenay-aux-Roses (figure 5.1). The core of this reactor, consist- ing of uranium oxide-based fuel elements (1,950 kg) sitting in heavy water (5 tonnes) in an aluminium tank surrounded by a 90 cm-thick graphite wall, stood within a 1.5 metre- thick concrete containment wall designed to absorb the different types of ionizing radiation emitted by the nuclear reactions in the core. The ZOÉ reactor was used up to a power of 150 kW to study the behaviour of materials under irradiation, and at 93. This database gives the full list of French research reactors. See also the CEA publication entitled “Research Nuclear Reactors”, a Nuclear Energy Division monograph ‒ 2012, or the publication (in French) “Les réacteurs de recherche” by Francis Merchie, Encyclopédie de l’énergie, 2015. -

Neutron and Gamma-Ray Source-Term Characterization of Ambe Sources In
DOI: 10.15669/pnst.4.345 Progress in Nuclear Science and Technology Volume 4 (2014) pp. 345-348 ARTICLE Neutron and gamma-ray source-term characterization of AmBe sources in Osaka University Isao Murataa*, Iehito Tsudaa, Ryotaro Nakamuraa, Shoko Nakayamab, Masao Matsumotob and Hiroyuki Miyamaruc aGraduate School of Engineering, Osaka University, 2-1 Yamada-oka, Suita, Osaka 565-0871, Japan; bGraduate School of Medicine , Osaka University, 1-7 Yamada-oka, Suita, Osaka 565-0871, Japan; cRadiation Research Center, Osaka Prefecture University, 1-1 Gakuen-cho, Nakaku, Sakai, Osaka 599-8531,Japan Thermal / epi-thermal columns were constructed in the OKTAVIAN facility of Osaka University for basic studies of BNCT. For characterization of the columns, the spectrum and intensity of neutrons and the intensity of gamma-rays emitted from the AmBe sources used in the columns as a neutron source were measured. Neutrons were measured with the foil activation and multi-foil activation techniques, and gamma-rays were measured directly with an HpGe detector. The measured absolute intensity of neutrons is 2.4E6 n/sec. The measured neutron spectrum was fairly consistent with the previous result. The gamma-ray intensity was 1.8E6 photons/sec, which a little smaller than that of neutrons. The measured data are used for normalization of various experiments carried out for BNCT. Keywords: BNCT; source term; AmBe; multi-foil activation; HpGe detector; 4.44 MeV 1. Introduction1 studying a new detection device with CdTe crystals for developing a SPECT system to know three-dimensional Boron neutron capture therapy (BNCT) is known to BNCT dose distribution in real time [2]. -

Doe-Hdbk-1019/1-93 Nuclear Physics and Reactor Theory
DOE-HDBK-1019/1-93 NUCLEAR PHYSICS AND REACTOR THEORY ABSTRACT The Nuclear Physics and Reactor Theory Handbook was developed to assist nuclear facility operating contractors in providing operators, maintenance personnel, and the technical staff with the necessary fundamentals training to ensure a basic understanding of nuclear physics and reactor theory. The handbook includes information on atomic and nuclear physics; neutron characteristics; reactor theory and nuclear parameters; and the theory of reactor operation. This information will provide personnel with a foundation for understanding the scientific principles that are associated with various DOE nuclear facility operations and maintenance. Key Words: Training Material, Atomic Physics, The Chart of the Nuclides, Radioactivity, Radioactive Decay, Neutron Interaction, Fission, Reactor Theory, Neutron Characteristics, Neutron Life Cycle, Reactor Kinetics Rev. 0 NP DOE-HDBK-1019/1-93 NUCLEAR PHYSICS AND REACTOR THEORY OVERVIEW The Department of Energy Fundamentals Handbook entitled Nuclear Physics and Reactor Theory was prepared as an information resource for personnel who are responsible for the operation of the Department's nuclear facilities. Almost all processes that take place in a nuclear facility involves the transfer of some type of energy. A basic understanding of nuclear physics and reactor theory is necessary for DOE nuclear facility operators, maintenance personnel, and the technical staff to safely operate and maintain the facility and facility support systems. The information in this handbook is presented to provide a foundation for applying engineering concepts to the job. This knowledge will help personnel understand the impact that their actions may have on the safe and reliable operation of facility components and systems.