From Ingot to Target: a Cast Bullet Guide for Handgunners
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Catalog & Order Form Lead Bullet Technologies
Lead Bullet Technologies F.I.G ENT., INC. 78592 Hwy 2 Moyie Springs, ID 83845 Catalog & Order Form LBT PREMIUM MOLDS LBT bullet designs are the most copied cast bullets in the world, because, when they are cast in molds manufactured by LBT they are the most accurate bullets available! However, copying the profile of an LBT bullet by cherrying or conventional lathe boring processes, as all other moldmakers do, does not result in molds or bullets that live up to LBT accuracy standards! You see, the heart of all molds, which is the cavities, are produced at LBT with a one of its kind, ultra precision, custom designed, custom built, reducing tracer lathe. This only machine in the world was engineered for the single purpose of producing molds with precision that no available machinery could match. - In the 23 years of its existence, no moldmaker or machine, or mold cutting method has come close to producing LBT quality! - Because of this, the advantages of purchasing your molds from LBT are: 1. Molds which drop their bullets easier then any other mold. 2. Bullets which are better balanced than can be produced in any other molds, because they are round and sound, or free of voids-which equals: 3. Accuracy that is untouchable by bullets from other manufactures molds, even if they have copied our superior designs! Not to mention the design features in LBT molds which ensure void free bullets, flat bases, and extra long service life. LBT sprue plates are designed to minimize the shrink voids and air pockets which unbalance bullets and destroy accuracy, and are equipped with spring hold downs at two points, which prevent the sprue plate from lifting off the mold and causing finned and out of square bases. -

Handloading the .327 Federal Magnum
Load Development The .327 Federal Magnum was introduced in a Ruger SP101 six-shot revolver. Brian Pearce ederal Cartridge has teamed jacketed bullet 1,400 fps and a Speer with Sturm, Ruger & Com- 115-grain Gold Dot hollowpoint Fpany to introduce a com- 1,300 fps; a Federal “Low Recoil” pletely modern .32-caliber cartridge load pushes an 85-grain Hydra- known as the .327 Federal Mag- Shok 1,330 fps. These velocities num. It is essentially a lengthened are advertised from a Ruger SP101 version of the .32 H&R Magnum revolver with a 31/16-inch barrel. For cartridge with a case length of 1.200 the record, those speeds are realistic, inches, but it’s loaded to signifi- as the test revolver used herein pro- cantly greater pressures of 45,000 duced greater velocities than factory psi. In spite of its name, it utilizes claims. the same .312-inch bullets as other The Ruger SP101 is a small- .32-caliber cartridges, including the frame, double-action revolver, and .32 S&W Long, .32 H&R Magnum when chambered in .327 Federal and .32 WCF (aka .32-20). Magnum, it features six shots rather The .327 Federal Magnum of- than five when the same gun is The .327 Federal Magnum (left) is essentially fers substantial performance and chambered in .38 Special or .357 a lengthened .32 H&R Magnum (right) but is advertised to drive a 100-grain Magnum. This is a stout and un- loaded to significantly greater pressures. 1 LOAD DEVELOPMENT • May-June 2009 loaddata.com Handloading the .327 Federal Magnum Case length for the .327 Federal Magnum is 1.200 inches. -

General Gunsmith Tools 421-461
GRACE USA GENERAL GUNSMITH TOOLS GENERAL GUNSMITH TOOLS INDEX 17 PIECE TOOL SET PLUS Action Proving Dummies .......... 457 Drill Bits .................... 446-447 Rotary Tools ................. 445-446 BENCH BLOCK Action Wrenches ............. 451-452 Hammers ................... 429-430 Saws/Files ................... 438-441 Contains Tools Necessary For Quick Repairs In The Field Ammunition Tools ................ 430 Headspace Gauges ........... 456-457 Scope Mounting Tools ........ 459-460 Handy tool set contains everything Barrel Vises ................. 452-453 Inspection Tools ............. 442-443 Screw Extractors ................. 447 you need to perform quick repairs on your guns. Kit includes: (8) fixed blade screw- Basic Tool Kits ................ 421-423 Lathe Bits/End Mills ........... 450-451 Screwdrivers ................ 431-437 drivers with parallel ground tips to fit most gun screws, (8) brass punches, and an 8 Bench Blocks .................... 425 Machining Accessories ........ 449-450 Stones & Trigger Jigs ......... 443-445 ounce brass hammer. Punches are made 5 1 3 1 5 3 7 1 of /16” brass hex stock and come in /16", /32", /8", /32", /16", /32", /4", 5 Bench Mats ................. 424-425 Measuring Instruments ........ 441-442 Taps & Dies ................. 447-449 and /16" diameter. Kit comes with a neoprene base to keep tools organized, but also serves as a functional bench block. Neoprene Boresighters ................. 460-461 Picks/Hooks/Scribes ............... 441 Trigger Pull Gauges ............... 451 base can also -

How to Make Gun Powder the Old Fashioned Way in Less Than 30 Minutes - Ask a Prepper
10/8/2019 How To Make Gun Powder The Old Fashioned Way in Less Than 30 Minutes - Ask a Prepper DIY Terms of Use Privacy Policy Ask a Prepper Search something.. Survival / Prepping Solutions My Instagram Feed Demo Facebook Demo HOME ALL ARTICLES EDITOR’S PICK SURVIVAL KNOWLEDGE HOW TO’S GUEST POSTS CONTACT ABOUT CLAUDE DAVIS Social media How To Make Gun Powder The Old Fashioned Way in Less Than 30 Minutes Share this article By James Walton Print this article Send e-mail December 30, 2016 14:33 FOLLOW US PREPPER RECOMMENDS IF YOU SEE THIS PLANT IN YOUR BACKYARD BURN IT IMMEDIATELY ENGINEERS CALL THIS “THE SOLAR PANEL KILLER” THIS BUG WILL KILL MOST by James Walton AMERICANS DURING THE NEXT CRISIS Would you believe that this powerful propellant, that has changed the world as we know it, was made as far back as 142 AD? 22LBS GONE IN 13 DAYS WITH THIS STRANGE “CARB-PAIRING” With that knowledge, how about the fact that it took nearly 1200 years for us to TRICK figure out how to use this technology in a gun. The history of this astounding 12X MORE EFFICIENT THAN substance is one that is inextricably tied to the human race. Imagine the great SOLAR PANELS? NEW battles and wars tied to this simple mixture of sulfur, carbon and potassium nitrate. INVENTION TAKES Mixed in the right ratios this mix becomes gunpowder. GREEK RITUAL REVERSES In this article, we are going to talk about the process of making gunpowder. DIABETES. DO THIS BEFORE BED! We have just become such a dependent bunch that the process, to most of us, seems like some type of magic that only a Merlin could conjure up. -

Driving Bands
These are the bands placed around projectiles to prevent the forward loss of gas around the projectile. They are usually made from copper, gilding metal and sometimes sintered iron. The modern day has intruded here also and they will now be encountered in plastic versions. Their use and introduction can be traced back to the time when cylindrical projectiles first appeared. The original round cannonball because of its requirement to be loaded from the muzzle had no method of sealing the bore. In fact had the ball been tight enough to seal the bore you wouldn't have been able to load the weapon at all. All this changed when the Cylindro-ogival projectile arrived on the scene along with the not-new breech loading weapons. (They had been tried many years before but failed through the inability of the gunners to adequately seal the breeches). A round cannonball needs no stabilizing. Because of its spherical shape it is inherently stable. Ask any cricketer, golfer or baseballer. On the other hand the Cylindro-ogival projectile is inherently unstable. It will not fly very well at all unless it is stabilized in some way. The two basic methods of stabilizing an elongated projectile are: • Fin stabilization and, • Spin stabilization. Both of these methods are in current use in the world today. To provide adequate stability for a projectile using fins there needs to be FIN STABILISATION. some sort of protection for the fins. The arrow of your ancient bowman would not survive in the bore of a cannon without some form of protection. -

Rimfire Firing-Pin Indent Copper Crusher (Part 1)
NONFERROUSNONFERROUS HEATHEAT TREATING TREATING Rimfire Firing-Pin Indent Copper Crusher (part 1) Daniel H. Herring – The HERRING GROUP, Inc.; Elmhurst, Ill. The Sporting Arms and Ammunition Manufacturers’ Institute Inc., also known as SAAMI, is an association of the nation’s leading manufacturers of rearms, ammunition and components. SAAMI is the American National Standards Institute-accredited standards Fig. 1. Firing-pin indent copper crushers developer for the commercial small arms and ammunition industry. SAAMI was for 22-caliber rimfire ammunition founded in 1926 at the request of the federal government and tasked with: creating and (courtesy of Cox Manufacturing and publishing industry standards for safety, interchangeability, reliability and quality; and Kirby & Associates) coordinating technical data to promote safe and responsible rearms use. he story of SAAMI’s rimfire firing-pin indent copper pressures and increased bullet velocities. crusher describes the reinvention of one of the most The primary advantage of rimfire ammunition is low cost, important tools in the ammunition and firearms industry typically one-fourth that of center fire. It is less expensive to T(Fig. 1). This article explains the purpose and operation manufacture a thin-walled casing with an integral-rimmed of the rimfire firing-pin indent copper crusher and how an primer than it is to seat a separate primer in the center of the unusual chain of events almost led to the disappearance of this head of the casing. simple but important technology. The most common rimfire ammunition is the 22LR (22-caliber long rif le). It is considered the most popular round Rimfire Ammunition in the world and is commonly used for target shooting, small- In order to discuss the rimfire copper crusher, we need to take a game hunting, competitive rifle shooting and, to a lesser extent, step back and first explain what rimfire ammunition is and how it works. -
Chapter 11: Metal Casting Processes and Equipment
Manufacturing Engineering Technology in SI Units, 6th Edition Chapter 11: Metal Casting Processes and Equipment Copyright © 2010 Pearson Education South Asia Pte Ltd Chapter Outline ¨ Introduction ¨ Expendable-mold, Permanent-pattern Casting Processes ¨ Expendable-mold, Expendable-pattern Casting Processes ¨ Permanent-mold Casting Processes ¨ Casting Techniques for Single-crystal Components ¨ Rapid Solidification ¨ Inspection of Castings ¨ Melting Practice and Furnaces ¨ Foundries and Foundry Automation Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Various casting processes developed over time to meet specific design requirements Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ Molding categories: 1. Expendable molds 2. Permanent molds 3. Composite molds Copyright © 2010 Pearson Education South Asia Pte Ltd Introduction ¨ General characteristics of sand casting and casting processes are summarized Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting ¨ Most prevalent form of casting ¨ Application for machine bases, large turbine impellers, propellers, plumbing fixtures Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Sand ¨ Sand-casting operations use silica sand as the mold material ¨ Sand is inexpensive and suitable high melting point process ¨ 2 types of sand: naturally bonded (bank sand) and synthetic (lake sand) ¨ Fine grained sand enhances mold strength and lower mold permeability Copyright © 2010 Pearson Education South Asia Pte Ltd Expendable-mold, Permanent-pattern Casting Processes: Sand Casting Types of Sand Molds 3 basic types: 1. Green-sand mold Sand in the mold is moist or damp while the metal is being poured into it 2. Cold-box mold Organic and inorganic binders are blended into the sand to bond the grains chemically 3. -
![Small Enterprise Manufacturing Support Programme [Semsp]](https://docslib.b-cdn.net/cover/9822/small-enterprise-manufacturing-support-programme-semsp-599822.webp)
Small Enterprise Manufacturing Support Programme [Semsp]
SMALL ENTERPRISE MANUFACTURING SUPPORT PROGRAMME [SEMSP] #BuyLocalBuyMadeInSA This scheme/fund is targeted at township and rural area-based entrepreneurs with a consideration for small-scale manufacturers located in cities. 1. PURPOSE a. To provide financial and business development support to small enterprises in the manufacturing industry sub-sectors b. To provide infrastructure to small enterprises in the manufacturing industry sub- sectors c. To provide market access opportunities to small enterprises (public and private sectors) d. To facilitate aggregate input costs for raw materials e. To prioritise manufacturing industry sub-sectors with good job creation potential, namely: furniture manufacturing metal and steel manufacturing chemical manufacturing agro-processing f. To contribute to the resuscitation of township and rural economies 2. SCOPE OF THE SEMSP a. The programme will be applicable to all the manufacturing industry sub-sectors, but will priorities furniture manufacturing, metal and steel manufacturing, petroleum & chemical manufacturing as well as food and beverages manufacturing (agro- processing). b. The programme will support the following categories of small enterprises that must be operating in townships and rural areas: c. Furniture manufacturers, including coffin makers. d. Manufacturers and suppliers of iron and steel products (steel erector, welder, boilermaker, pipefitter, millwright, blacksmith, gunsmith). e. Manufacturers of sanitizers, disinfectants, water, recycling, paints, oils, and related products. -

Gunsmithing Technology Tool List
GUNSMITHING TECHNOLOGY TOOL LIST RIFLESMITHING AND BARRELING AND CHAMBERING COURSES REQUIRE THE STUDENT TO PROVIDE A BOLT ACTION RIFLE THAT WILL BE REBARRELED AND CUSTOMIZED, 1 FIREARM CAN BE USED FOR BOTH CLASSES AS WELL AS ACCESSORIES INSTALLATION, 1 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SHOTGUNSMITHING REQUIRES THE STUDENT TO PROVIDE A SHOTGUN THAT WILL BE MODIFIED AND CUSTOMIZED, THE FIREARM CAN BE USED FOR ACCESSORIES INSTALLATION, 2 PIECE STOCKMAKING, AND REFINISHING FOR A MASTER FIREARM PROJECT. ADDITIONAL PARTS AND ACCESSORIES WILL ALSO NEED TO BE PURCHASED AT TIME OF THESE CLASSES. SEE COURSE INSTRUCTOR OR SYLLABUS FOR CURRENT LISTS AND DETAILS. SUPPLIERS This is not an exclusive list of suppliers, manufacturers, or part numbers, these are parts and vendors that we have relationships with. Also check online; Amazon, eBay, Google, and local second hand stores or pawn shops. Check for student discounts and compare products, part numbers subject to change at any time. Brownell’s 1-800-741-0085 www.brownells.com Jack First 1-605-343-9544 www.jack-first-gun-parts.myshopify.com MidwayUSA 1-800-243-3220 www.midwayusa.com MSC Industrial Direct 1-800-645-7270 www.mscdirect.com Oxygen Service Co 1-800-774-1336 www.oxygenservicecompany.com Wood Workers Supply 1-800-645-9292 www.woodworker.com Track of the Wolf 1-763-633-2500 www.trackofthewolf.com Fastenal 1-877-507-7555 -

Terminal Ballistics
Terminal ballistics Terminal ballistics, a sub-field of ballistics, is the study of the behavior and effects of a projectile when it hits its target.[1] Terminal ballistics is relevant both for small caliber pro- jectiles as well as for large caliber projectiles (fired from artillery). The study of extremely high velocity impacts is still very new and is as yet mostly applied to spacecraft design. 1 General An early result is due to Newton; the impact depth of any .32 ACP full metal jacket, .32 S&W Long wadcutter, .380 ACP projectile is the depth that a projectile will reach before jacketed hollow point stopping in a medium; in Newtonian mechanics, a pro- jectile stops when it has transferred its momentum to an equal mass of the medium. If the impactor and medium 2.1.1 Target shooting have similar density this happens at an impact depth equal to the length of the impactor. For short range target shooting on ranges up to 50 me- For this simple result to be valid, the arresting medium is ters (55 yd), aerodynamics is relatively unimportant and considered to have no integral shear strength. Note that velocities are low. As long as the bullet is balanced so it even though the projectile has stopped, the momentum is does not tumble, the aerodynamics are unimportant. For still transferred, and in the real world spalling and similar shooting at paper targets, the best bullet is one that will effects can occur. punch a perfect hole through the target. These bullets are called wadcutters. They have a very flat front, often with a relatively sharp edge along the perimeter. -
Monte Carlo Stock
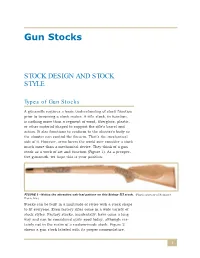
Gun Stocks STOCK DESIGN AND STOCK STYLE Types of Gun Stocks A gunsmith requires a basic understanding of stock function prior to becoming a stock maker. A rifle stock, in function, is nothing more than a segment of wood, fiberglass, plastic, or other material shaped to support the rifle’s barrel and action. It also functions to conform to the shooter’s body so the shooter can control the firearm. That’s the mechanical side of it. However, arms lovers the world over consider a stock much more than a mechanical device. They think of a gun stock as a work of art and function (Figure 1). As a prospec- tive gunsmith, we hope this is your position. FIGURE 1—Notice the attractive oak-leaf pattern on this Bishop-III stock. (Photo courtesy of Reinhart Fajen, Inc.) Stocks can be built in a multitude of styles with a stock shape to fit everyone. Even factory rifles come in a wide variety of stock styles. Factory stocks, incidentally, have come a long way and can be considered quite good today, although cer- tainly not in the realm of a custom-made stock. Figure 2 shows a gun stock labeled with its proper nomenclature. 1 FIGURE 2—Become familiar with the names of the parts of a gun stock. Early Stock Design Turning the pages of gun history to an earlier time reveals that the first stocks well known to American shooters had a great deal to do with contemporary stock designs. However, such muzzleloader stocks left a lot to be desired. -

A New Ceramic Casting Mold Made by Gel Casting Using Silica Sol As a Binder
BFSZU Zawrah et al. Vol.38-Dec.2016 A NEW CERAMIC CASTING MOLD MADE BY GEL CASTING USING SILICA SOL AS A BINDER Mahmoud F. Zawrah (1), Sayed A. Abdullah (2), Reham M. Khattab (1), Ibrahim M. Ibrahim (2), Waleed F. Youssef (3) (1) National Research Center, Department of Ceramics. (2) Shoubra Faculty of Engineering, Benha University, Department of Mechanical Engineering. (3) Faculty of Engineering, Sinai University, Department of Mechanical Engineering. ABSTRACT This Paper presents a new ceramic casting mold made by gel casting using silica sol as a binder. The new ceramic mold is consisted of an alumina- mullite-zirconia matrix with the ratios of 38.332 wt. % alumina, 34.378 wt. % mullite, and 27.294 wt. % zirconia respectively, the slurry is mixed then the gelling agent is added and poured into the pattern. After gelation the mold is extracted and left to dry, then sintered. There are three main defects appear in the mold fabrication process. The 1st defect is the mold cracking, as a result of forced shrinkage of mold into pattern. The 2nd defect is the bad gelation behavior of mold, as a result of non equal gelling time. The last defect is mold surface cracks, due to increased silica ratio added to the mixture. As zirconia increased the bulk density and apparent porosity is increased, leading to higher mold permeability which is important to eliminate trapping of residual gases. The increased zirconia content decreases the micro hardness and the cold crushing strength, but increases the thermal shock resistance due to phase transformation during sintering. The ceramic mold is applicable for nodular cast iron so that the mold is hard enough to withstand the forces of spheroidal graphite formation when nodular cast iron is poured into the ceramic mold.