Review on Sheet Metal Formability
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Design of Forming Processes: Bulk Forming
1 Design of Forming Processes: Bulk Forming Chester J. Van Tyne Colorado School of Mines, Golden, Colorado, U.S.A. I. BULK DEFORMATION atures relative to the melting point of the metal. Hot working occurs at temperatures above tJllerecrystalliza- Bulk defonnation is a metal-fonning process where the tion temperature of the metal. There is a third temper- defonnation is three-dimensional in nature. The pri- ature range, warm working, which is being critically mary use of the tenn bulk deformation is to distinguish it examined due to energy savings and is, in some cases, from sheet-fonning processes. In sheet-forming opera- used by industries. tions, the defonnation stressesare usually in the plane of the sheet metal, whereas in bulk defonnation, the 1. Cold Working Temperatures defonnation stresses possess components in all three Cold working usually refers to metal deformation that is coordinate directions. Bulk defonnation includes metal carried out at room temperature. Th,~ phenomenon working processes such as forging, extrusion, rolling, associated with cold work occurs wht:n the metal is and drawing. deformed at temperatures that are about 30% or less of its melting temperature on an absolute temperature scale. During cold work, the metal ,~xperiences an II. CLASSIFICATION OF DEFORMATION increased number of dislocations and elltanglement of PROCESSES these dislocations, causing strain hardening. With strain hardening, the strength of the metal increases with The classification of deformation processescan be done deformation. To recrystallize the metal, ;i thermal treat- in one of several ways. The more common classification ment, called an anneal, is often needed. During anneal- schemes are based on temperature, flow behavior, and ing, the strength of the metal can be drastically reduced stressstate. -

Application of Forming Limit Diagram and Yield Surface Diagram to Study Anisotropic Mechanical Properties of Annealed and Unannealed Sprc 440E Steels S.P
INTERNATIONAL CONFERENCE ON RECENT ADVANCEMENT IN MECHANICAL ENGINEERING &TECHNOLOGY (ICRAMET’ 15) Journal of Chemical and Pharmaceutical Sciences ISSN: 0974-2115 APPLICATION OF FORMING LIMIT DIAGRAM AND YIELD SURFACE DIAGRAM TO STUDY ANISOTROPIC MECHANICAL PROPERTIES OF ANNEALED AND UNANNEALED SPRC 440E STEELS S.P. Sundar Singh Sivam, M. Gopal, S.Venkatasamy, Siddhartha Singh Department of Mechanical Engineering, SRM University, Kancheepuram District, Kattankulathur- 603203, Tamil Nadu, India *Corresponding author: Email: [email protected] ABSTRACT Sheet metal forming is a vital operation in the manufacturing of a number of automobile components. The quality of the formed component depends largely on the formability of the sheet metal. In the present study, the formability of SPRC440E steel sheets by deep drawing have been characterized and the forming limit diagram (FLD’s) have been experimentally determined by conducting punch stretching experiments on unannealed and annealed SPRC440E sheets using a double acting hydraulic press. Formability observed from FLD’s has been correlated with microstructure, mechanical properties and formability parameters. From the experimental results, it has been found that the sheets have a favorable grain size and mechanical properties to meet the requirements of good formability for annealed SPRC 440E steel. It is also confirmed by Erichsen cupping test. It was also observed that metal stretchability increases with increasing value of strain hardening exponent (n) and drawability increases with increasing value of normal anisotropy (rm) value. It is well known that FLD and anisotropic properties of a substance sensitively depends upon its yield surface diagram. Therefore a suitable yield criterion is chosen to describe the plastic behavior and predict the nature of FLD of SPRC440E. -

Evaluation of Formability and Determination of Flow
EVALUATION OF FORMABILITY AND DETERMINATION OF FLOW STRESS CURVE OF SHEET MATERIALS WITH DOME TEST THESIS Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Ji You Yoon Graduate Program in Mechanical Engineering The Ohio State University 2012 Master's Examination Committee: Taylan Altan, Advisor Jerald Brevick Copyright by Ji You Yoon 2012 Abstract Determination of flow stress curve of sheet material is important for designing stamping process efficiently. Entering accurate flow stress curve to FE simulations is necessary to obtain reliable results from simulations. Furthermore, in most Advanced High Strength Steels (AHSS), material properties may vary from coil to coil and that can affect to product quality. The dome test is a material test to evaluate formability and determine the flow stress curve of the sheet materials. The dome test is a biaxial test which consequently achieves greater maximum true strain without localized necking compared to that of uniaxial tensile test. As a result, the flow stress curve obtained from the dome test can be determined up to larger strains than in tensile test. This reduces possible errors from extrapolation of flow stress curve obtained from tensile test. FE simulations are performed in order to understand the deformation process in the dome test and to develop database for computer program, PRODOME, (MATLAB). With PRODOME, flow stress curve is calculated (determining K and n values in Hollomon’s Law (σ=Kεn)) by inputting dome test outputs of punch force vs. stroke. It is calculated by using inverse analysis method. -

Metal Forming Process
METAL FORMING PROCESS Unit 1:Introduction and concepts Manufacturing Processes can be classified as i) Casting ii) Welding iii) Machining iv)Mechanical working v) Powder Metallurgy vi)Plastic Technology etc., In Mechanical working Process the raw material is converted to a given shape by the application of external force. The metal is subjected to stress.It is a process of changing the shape and size of the material under the influence of external force or stress.Plastic Deformation occurs. Classification of Metal Working Processes 1. General classification i. Rolling ii. Forging iii. Extrusion iv. Wire Drawing v. Sheet Metal Forming 2. Based on Temperature of Working i. Hot Working ii. Cold Working iii. Warm Working 3. Based on the applied stress i. Direct Compressive Stress ii. Indirect Compressive Stress iii. Tensile Stress iv. Bending Stress v. Shear Stress Classification of Metal Working based on temperature. Hot working: It is defined as the mechanical working of metal at an elevated (higher) temperature above a particular temperature. This temperature is referred to RCT(Re Crystallization Temperature). Cold Working: It is defined as the mechanical working of metal below RCT. Warm Working: It is defined as the mechanical working of metal at a temperature between that of Hot working and Cold Working. Ingot is the starting raw metal for all metal working process. Molten metal from the furnace is taken and poured into metallic moulds and allowed to cool or solidify. The cooled solid metal mass is then taken out of the mould. This solid metal is referred to as Ingot.This Ingot is later on converted to other forms by mechanical working. -

2. Technology Metal Forming
2. Technology Metal Forming Technology: Metal Forming • Metal forming includes a large group of manufacturing processes in which plastic deformation is used to change the shape of metal work pieces • Plastic deformation: a permanent change of shape, i.e., the stress in materials is larger than its yield strength • Usually a die is needed to force deformed metal into the shape of the die Metal Forming • Metal with low yield strength and high ductility is in favor of metal forming • One difference between plastic forming and metal forming is Plastic: solids are heated up to be polymer melt Metal: solid state remains in the whole process 4 groups of forming techniques: • Rolling, • Forging & extrussion, • Wire drawing, • Deep drawing. Bars shaping vs. Sheets shaping Rolling Flat (plates) rolling Cross rolling slant rolling (for tubes production) Forging & extrussion Macroetched structure of a hot forged hook (a) Relative forgability for different metals and alloys. This information can be directly used for open die forgings. (b) Ease of die filling as a function of relative forability and flow stress/forging pressure – applicable to closed die forging Wire drawing In and conventional wire drawing process, the diameter of a rod or wire is reduced by pulling it through a conical die Illustration of some drawing operations: (a) conventional wire drawing with circular cross-section; (b) wire drawing with rectangular cross-section, using so-called ‘Turk’s’ head; (c) drawing using a floating mandrel. Sheet metal forming Equi-biaxial streching using a clamped sheet and a hemispherical punch (left) and a schematic of an industrial strech-forming operation (right). -

Prediction and Reduction of Defects in Sheet Metal Forming Dissertation
PREDICTION AND REDUCTION OF DEFECTS IN SHEET METAL FORMING DISSERTATION Presented in Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy in the Graduate School of The Ohio State University Ali Fallahiarezoodar M. S. Graduate Program in Industrial and Systems Engineering The Ohio State University 2018 Dissertation Committee: Taylan Altan, Advisor Farhang Pourboghrat Jerald Brevick Copyright by Ali Fallahiarezoodar 2018 ABSTRACT Sheet metal forming as process of forming a metal blank into a useful part is a major metal forming process. The overall objective of the sheet metal forming process is to form the part within the required tolerances without any defects. Defects in sheet metal forming appeared as tearing, necking, wrinkling, and springback. In the last decade, the advanced high strength steels (AHSS) and high strength aluminum alloys are increasingly used in automotive industry to satisfy the demands for improved safety, fuel efficiency and low-emission of greenhouse gas. However, in general, in high strength materials, low formability and high springback are observed. Therefore, forming of these materials is more challenging than normal mild steels. Several parameters affect the quality of the final part. Blank and tool material, friction and lubrication, and process parameters such as forming speed and temperature can significantly affect the result. Determination of material properties and formability is necessary for tooling and process design. The common methods for determination of material properties required for designing and simulating the sheet metal forming process are reviewed. Also, forming limit diagram as an indication of material formability is studied. The limitations of the forming limit diagram are presented and a practical method for developing the forming limit diagram is presented. -

Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming
Hail University College of Engineering Department of Mechanical Engineering Sheet-Metal Forming Processes and Equipment Ch 16 Sheet-Metal Forming Products made of sheet metals are all around us. They include a very wide range of consumer and industrial products, such as beverage cans, cookware, file cabinets, metal desks, appliances, car bodies, trailers, and aircraft fuselages there are numerous processes employed for making sheet-metal parts. However; the term pressworking or press forming is used commonly in industry to describe general sheet-forming operations, because they typically are performed on presses using a set of dies. Examples of sheet-metal parts. (a) Stamped parts. (b) Parts produced by spinning. Sheet-Metal Forming Low-carbon steel is the most commonly used sheet metal because of its low cost and generally good strength and formability characteristics More recently developed alloys, such as TRIP and TWIP steels, have become popular for automotive applications because of their high strength; they are well suited for providing good crash protection in a lightweight design. Aluminum is the most common material for such sheet-metal applications as bevera beverage cans, packaging, kitchen utensils, and applications where corrosion resistance is a concern Most manufacturing processes involving sheet metal are performed at room temperature. Hot stamping is occasionally performed in order to increase formability and decrease forming loads on machinery. Typical materials in hot-stamping operations are titanium alloys and various high-strength steels. TABLE 16.1 General Characteristics of Sheet-metal Forming Processes (in alphabetic order) Shearing Before a sheet-metal part is made, a blank of suitable dimensions first is removed from a large sheet (usually from a coil) by shearing. -

Extrusion of Aluminum Alloys
ASM Handbook, Volume 14A: Metalworking: Bulk Forming Copyright © 2005 ASM International® S.L. Semiatin, editor, p522-527 All rights reserved. DOI: 10.1361/asmhba0004015 www.asminternational.org Extrusion of Aluminum Alloys Wojciech Z. Misiolek, Lehigh University, and Richard M. Kelly , Werner Co. ALUMINUM AND ALUMINUM ALLOYS Variety of surface finishes ranging from clear many sizes offer many design possibilities and are very suitable for extrusion and many types to color anodized for functional or cosmetic advantages such as: of profiles can be produced from easily ex- applications, as well as painted or plated. trudable alloys (Fig. 1, Ref 1). Aluminum Nontoxic for food storage, cookware, and Design feature Design advantage extrusion is a very competitive technology food processing applications. Near-net shape Optimized cross-sectional for creating profiles for new products with Recyclable. design short lead times, a wide range of properties Variable wall geometry Place metal only where needed Solid, open, and hollow Minimize overall weight associated with various alloys, and design flex- profiles ibility. Aluminum Extrusion Alloys Multivoid hollow designs Avoid secondary machining The widespread use of aluminum extrusions operations is due to the versatility of applications from Legs Allow assembly or joining The relatively inexpensive cost of producing operations the combination of the extruded product form Fins Replacement of multiple parts and the material characteristics of aluminum. aluminum extrusions, coupled with the ease of recycling aluminum, has expanded its many Slots and dovetails Reduce component inventories Applications may be linked to the advantages Screw bosses, hinges, Provide attachment points of extruded profiles, or both. The basic material applications in industry, transportation, house- slides, snap fit, thermal characteristics of aluminum and its alloys hold, and everyday use. -

Effect of Extrusion Temperatures on Microstructures and Mechanical Properties of Mg-3Zn-0.2Ca-0.5Y Alloy Cheng-Jie Li*, Hong-Fei Sun, Wen-Bin Fang
Available online at www.sciencedirect.com ScienceDirect Procedia Engineering 81 ( 2014 ) 610 – 615 11th International Conference on Technology of Plasticity, ICTP 2014, 19-24 October 2014, Nagoya Congress Center, Nagoya, Japan Effect of extrusion temperatures on microstructures and mechanical properties of Mg-3Zn-0.2Ca-0.5Y alloy Cheng-jie Li*, Hong-fei Sun, Wen-bin Fang School of Materials Science and Engineering , Harbin Institute of Technology, Harbin, 150001, China Abstract After solution treatment, the Mg-3Zn-0.2Ca-0.5Y alloy was subjected to extrusion at various temperatures and extrusion defects, microstructures and mechanical properties of as-extruded samples were studied in detail. The results show the extrusion temperature has a slight effect on DRXed grain size due to the presence of Y-containing phase with a good thermal-stability. On the contrary, the mechanical properties of as-extruded alloys are remarkably influenced by dynamic recrystallization degrees promoted by extrusion temperatures. A good formability of as-extruded bars with an optimal mechanical properties and fine-grained microstructure was obtained by extrusion at 250 °C and the mechanical performances are significantly superior to those of hot-rolled ZK60 obtained at the same temperature. In this paper, the magnesium alloy with fine-grained (<5 ȝm), high ductility (>30%) and high strength (>250 MPa) was fabricated easily by a simple extrusion process. © 20120144 ThePublished Authors.Published by Elsevier Ltd. by ElsevierThis is an Ltd open. access article under the CC BY-NC-ND license Selection(http://creativecommons.org/licenses/by-nc-nd/3.0/ and peer-review under responsibility of Nagoya). University and Toyohashi University of Technology. -

The Entire World of Metal Forming Metal of World Entire The
8 | 201 THE ENTIRE WORLD OF METAL FORMING METAL OF WORLD ENTIRE THE THE ENTIRE WORLD OF METAL FORMING Components for sheet metal forming. CONTENT / THE WHOLE WORLD OF SHEET METAL FORMING CONTENT. THE WHOLE WORLD OF SHEET METAL FORMING. WELCOME TO THE PRESS PLANT. 04 08 | LIGHTWEIGHT TECHNOLOGIES 86 WELCOME TO SCHULER. Systems for die hardening, for cold and aluminum forming. For forming fiber-reinforced plastics and 01 | BLANKING LINES 06 hydroforming. Individual solutions for your production. 09 | DIE AND FORMING TECHNOLOGIES 96 02 | HYDRAULIC PRESSES 14 From simulation to series production. Universal presses for automotive suppliers and the household appliance industry and diverse applications 10 | SYSTEMS FOR LARGE DIAMETER 102 in sheet metal forming. PIPE PRODUCTION Spiral tube welding lines and system solutions. 03 | MECHANICAL PRESSES 22 Fast, flexible and economical. C-frame presses, 11 | SCHULER SERVICE 106 automatic blanking presses, knuckle-joint presses, Technical customer service, components and transfer and progressive die presses and servo presses. accessories, project business, particular services and used equipment - worldwide for you on-site. 04 | AUTOMATION OF PRESSES 48 Blankloaders, coil feed lines, roll feed units and 12 | SCHULER LOCATIONS AND 108 three-axis transfer systems. TECHCENTERS Production sites, service locations, TechCenter and 05 | PRESS LINES 58 representatives - serving you in 40 countries. Hydraulic, hybrid, mechanical or servo press lines are fully automated system solutions. 06 | AUTOMATION OF PRESS LINES 68 Depending on the range of parts, output rate and performance and spatial requirement, Schuler press lines are equipped with the right mechanization concept. 07 | TRYOUT SYSTEMS 76 Economic die integration with hydraulic and mechani- cal tryout presses, tryout centers, die turnover devices and simulators. -

Computer Aided Optimization of Tube Hydroforming Processes
Computer Aided Optimization of Tube Hydroforming Processes By Pinaki Ray, B.Eng. This thesis is submitted to Dublin City University as the fulfilment of the requirement for the award of the degree of Doctor of Philosophy Supervisor: Dr Bryan J. Mac Donald, B.Eng. M.Sc. Ph.D. Centre for Intelligent Design Engineering Analysis and Simulation School of Mechanical and Manufacturing Engineering Dublin City University March 2005 DECLARATION I hereby certify that this material, which I now submit for assessment on the programme of study leading to the award of Doctor of Philosophy, is entirely my own work and has not been taken from the work of others save and to the extent that such work has been cited and acknowledged with in the text of my work. Signed: 1U _______________________ Date: Pinaki Ray ID: 51178672 Acknowledgements There are many individuals who have assisted me during my research study. I would like to thank you all. In particular, I would like to acknowledge the contributions of Dr Bryan J. Mac Donald for his supervision, guidance, help and his constructive suggestions and comments. I am indebted to him for the moral support extended to me. 1 would like to thank the academic staff for any help they gave me over the course of my work, especial thanks to Prof M S J Hashmi (Head of School, School of Mechanical and Manufacturing Engineering). I am especially grateful to Mr Liam Domnican and Mr Keith Hickey for their technical support and help throughout this work. I wish to thank all of my fellow postgraduate students with in Dublin City University for their support and friendship. -
Metal Forming Processes
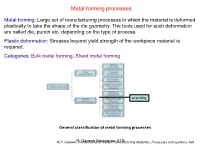
Metal forming processes Metal forming: Large set of manufacturing processes in which the material is deformed plastically to take the shape of the die geometry. The tools used for such deformation are called die, punch etc. depending on the type of process. Plastic deformation: Stresses beyond yield strength of the workpiece material is required. Categories: Bulk metal forming, Sheet metal forming stretching General classification of metal forming processes M.P. Groover,R. Fundamental Ganesh Narayanan, of modern manufacturing IITG Materials, Processes and systems, 4ed Classification of basic bulk forming processes Forging Wire drawing Extrusion Rolling Bulk forming: It is a severe deformation process resulting in massive shape change. The surface area-to-volume of the work is relatively small. Mostly done in hot working conditions. Rolling: In this process, the workpiece in the form of slab or plate is compressed between two rotating rolls in the thickness direction, so that the thickness is reduced. The rotating rolls draw the slab into the gap and compresses it. The final product is in the form of sheet. Forging: The workpiece is compressed between two dies containing shaped contours. The die shapes are imparted into the final part. Extrusion: In this, the workpiece is compressed or pushed into the die opening to take the shape of the die hole as its cross section. Wire or rod drawing: similar to extrusion, except that the workpiece is pulled through the die opening to take the cross-section. R. Ganesh Narayanan, IITG Classification of basic sheet forming processes Bending Deep drawing shearing Sheet forming: Sheet metal forming involves forming and cutting operations performed on metal sheets, strips, and coils.