Metal Forming Processes
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Extrusion.Pdf
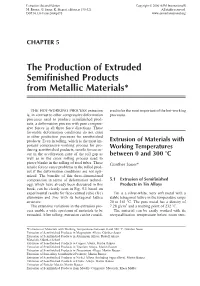
Extrusion: Second Edition Copyright © 2006 ASM International® M. Bauser, G. Sauer, K. Siegert, editors, p 195-321 All rights reserved. DOI:10.1361/exse2006p195 www.asminternational.org CHAPTER 5 The Production of Extruded Semifinished Products from Metallic Materials* THE HOT-WORKING PROCESS extrusion ered to be the most important of the hot-working is, in contrast to other compressive deformation processes. processes used to produce semifinished prod- ucts, a deformation process with pure compres- sive forces in all three force directions. These favorable deformation conditions do not exist in other production processes for semifinished products. Even in rolling, which is the most im- Extrusion of Materials with portant compressive working process for pro- ducing semifinished products, tensile forces oc- Working Temperatures cur in the acceleration zone of the roll gap as between 0 and 300 ЊC well as in the cross rolling process used to pierce blanks in the rolling of steel tubes. These Gu¨nther Sauer* tensile forces cause problems in the rolled prod- uct if the deformation conditions are not opti- mized. The benefits of this three-dimensional compression in terms of deformation technol- 5.1 Extrusion of Semifinished ogy, which have already been discussed in this Products in Tin Alloys book, can be clearly seen in Fig. 5.1 based on experimental results for face-centred cubic (fcc) Tin is a silver-white, very soft metal with a aluminum and zinc with its hexagonal lattice stable tetragonal lattice in the temperature range structure. 20 to 161 ЊC. The pure metal has a density of The extensive variations in the extrusion pro- 7.28 g/cm3 and a melting point of 232 ЊC. -

Magazine Lip Forming Tools
MAGAZINE LIP FORMING TOOLS Brownells Lip Forming Anvil and Yoke help the gunsmith alter original equipment-style, .45 caliber, 1911 Auto magazines to properly feed ammuni- tion with semi-wadcutter bullets. Issue-style feed lips are designed for round nose, 230 grain, jacketed bul- lets which have a long ogive and ride up the barrel’s feed ramp easily. Rounds loaded with shorter, lighter, blunt nosed or semi-wadcutter bullets can ei- ther run into the feed ramp as the slide carries them forward or “stand up” too soon and cause a smokestack jam. Changing the lip contour with these tools causes the magazine to release the rear of the cartridge sooner so the extractor can pick it up and help direct it up the ramp and into the chamber. Most aftermarket magazines like those made by Metalform, Wilson, Mc- Cormick, Pachmayr and others, already have a similar feed lip shape. The Lip Forming Anvil and Yoke can often be used to restore the lips on these magazines if they get damaged. READ & FOLLOW THESE m WARNING m Never attempt to disassemble or reassemble a firearm unless you are INSTRUCTIONS absolutely certain that it is empty and unloaded. Visually inspect the chamber, the magazine and firing mechanism to be absolutely certain that no ammunition remains in the firearm. Disassembly and reas- BROWNELLS GUNSMITHS DATA RING BINDER GUNSMITHS BROWNELLS DATA sembly should follow the manufacturer’s instructions. If such instruc- tions are not immediately available, contact the manufacturer to see if they are available. If they are not available at all, then you should 200 S. -

126 Metal Products
Lake Tuggeranong College LEARN – THRIVE - CONNECT Metal Products A/M Working with metal has fascinated people for centuries. Metal forming processes have advanced significantly in recent times and have enabled the creation of objects which have changed the world forever. These processes are now able to be experienced by students through the development of metal fabrication projects which provide an understanding of metal properties and construction techniques. The considerable time devoted to the practical skills in this course makes it an ideal choice for students who are looking for a unique practical learning environment. Rationale Why would you do this course? Working with metal is an enjoyable activity which more students need to experience! Being able to apply metal fabricating processes to create projects with a student design input is a major emphasis in the course. The range of fundamental skills employed in the metal fabrication industry readily engage students in their course work. There is a current skills shortage in the metal trade areas as evidenced by the inclusion of Metal Fabricator and Welder in the National Skills Needs list. There is a federal government push for apprenticeships using the skills learnt during this course. Beyond the classroom, this subject offers you: • Pathways to metal trades: boiler maker/metal fabricator • Skills that are interlinked between other trades: construction, plumber, electrician • Basic handyman skills Learner dispositions What type of person usually studies this course? Learners who would study this course typically achieve a satisfaction from being able to create practical objects using techniques such as welding, machining, plasma cutting, sheet metal forming and more. -

Sheet Metal Operations - Bending and Related Processes
Sheet metal operations - Bending and related processes R. Chandramouli Associate Dean-Research SASTRA University, Thanjavur-613 401 Table of Contents 1.Quiz-Key ........................................ Error! Bookmark not defined. 1.Bending and related processes: 1.1 Sheet metal bending Bending of sheets and plates is widely used in forming parts such as corrugations, flanges, etc. Bending is a forming operation in which a sheet metal is subjected to bending stress thereby a flat straight sheet is made into a curved sheet. The sheet gets plastically deformed without change in thickness. Die and punch are used for bending. If a v shaped die and punch are used, the bending is called v-bending. If the sheet is bent on the edge using a wiping die it is called edge bending. In this process, one end of the sheet is held like a cantilever using a pressure pad and the other end is deformed by a punch which moves vertically down, bending the sheet. Usually, edge bending is done in order to obtain an angle of 90o. During bending of a strip, the material outward of the neutral axis is subjected to tensile stress. Material inside is subjected to compressive stress. Bend radius R is the radius of curvature of the bent sheet inside the bending. The neutral axis remains at the center of the thickness of the sheet for elastic bending. For plastic bending, however, the neutral axis shifts towards the inside of the bend. The rate of elongation of outer fibers is greater than the rate of contraction of inner fibers. Therefore, there is a thickness reduction at the bend section. -

Design of an Electrically Powered Bending Machine
Proceedings of the International Conference on Industrial Engineering and Operations Management Rabat, Morocco, April 11-13, 2017 Design of an electrically powered bending machine: Case of Zimbabwe Tawanda Mushiri Department of Mechanical Engineering University of Johannesburg P.O Box APK 524 Johannesburg South Africa [email protected], [email protected] Definite Shumba Department of Mechanical Engineering University of Zimbabwe P.O Box MP167 Mt Pleasant Harare Zimbabwe [email protected] Charles Mbohwa Faculty of Engineering and the Built Environment University of Johannesburg P.O Box APK 524 Johannesburg South Africa [email protected] Abstract This paper seeks to carry out design of a small scale electrically powered bending machine for a developing nation, case for Zimbabwe. The bending of metal is of great importance in the manufacture of products such as nut shelling machines and maize shelling machines. Currently being used at Company X engineering is a manual bending machine with a single operation hence this design will help to increase the number of metals being bent, an increase in the efficiency and production. The paper deals with manufacturing or bending of sheet metal by using power operated sheet bending machine. Especially discussion made the productivity analysis of manually or power operated sheet bending machine. Considering manual operation is replaced by power operated devices. It also gives information about limitation of manually operated sheet bending machine and power operated sheet bending machine. The existing machines are limited to a single operation. The aim of the research is to increase the number of bent parts and to place an adjustable table to suit the height of the user thereby reducing back pain internal injuries in the long run. -

Ats 34 and 154 Cm Stainless Heat Treat Procedure
ATS 34 AND 154 CM STAINLESS HEAT TREAT PROCEDURE This is an oil hardening grade of steel which will require oil quenching. The oil should be a warm, thin quenching oil that contains a safe flash point. Olive oil has been used as a sub stitute. As a rule of thumb, there should be a gallon of oil for each pound of steel. For , warming the oil before quenching, you may heat a piece of steel and drop it in the oil. 1.) Wrap blades in stainless tool wrap and leave an extra two inches on each end of the package. (This will be for handling purposes going into the quench as described below.) We suggest a double wrap for this grade. The edges of the foil should be double crimped, being careful to avoid hav ing even a pin hole in the wrap. 2 . ) Place in the furnace and heat to 1900"F. After reaching this temperature, immediately start timing the soak time of 25-30 minutes. 3.) After the soak time has elapsed, very quickly and carefully pull the package out with tongs~ place over the quench tank and snip the end of the package allowing the blades to drop into the oil. You should have a wire basket in the quench tank for raising and lowering the blades rather than have them lie s till. Gases are released in the quench and would form a "trap" around the steel unless you keep them movi~g for a minute or so. *IMPORTANT--It is very important that the blades enter the oil quench as quickly as possible after leaving the furnace ! Full hardness would not be reached if this step is not followed. -

Improved Coining Force Calculations Through Incorporation of Key Process Parameters Dominique Cotton, André Maillard, Joël Kaufmann
Improved coining force calculations through incorporation of key process parameters Dominique Cotton, André Maillard, Joël Kaufmann To cite this version: Dominique Cotton, André Maillard, Joël Kaufmann. Improved coining force calculations through incorporation of key process parameters. IDDRG, Oct 2020, BUSAN, South Korea. pp.012003, 10.1088/1757-899X/967/1/012003/meta. hal-03117270 HAL Id: hal-03117270 https://hal.archives-ouvertes.fr/hal-03117270 Submitted on 21 Jan 2021 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. IOP Conference Series: Materials Science and Engineering PAPER • OPEN ACCESS Improved coining force calculations through incorporation of key process parameters To cite this article: D Cotton et al 2020 IOP Conf. Ser.: Mater. Sci. Eng. 967 012003 View the article online for updates and enhancements. This content was downloaded from IP address 195.221.202.65 on 15/01/2021 at 13:35 International Deep-Drawing Research Group (IDDRG 2020) IOP Publishing IOP Conf. Series: Materials Science and Engineering 967 (2020) 012003 doi:10.1088/1757-899X/967/1/012003 Improved coining force calculations through incorporation of key process parameters D Cotton1,3, A Maillard2, and J Kaufmann2 1 Arts et Métiers Institute of Technology, LABOMAP, HESAM University, 71250 Cluny, France 2 CETIM – Technical Centre for Mechanical Industries – France 3 Author to whom any correspondence should be addressed E-mail address: [email protected] Abstract. -

Boilermaker Health & Safety Manual
Boilermakers Health & Safety Manual ihsa.ca Boilermakers Health & Safety Manual Infrastructure Health & Safety Association 5110 Creekbank Road, Suite 400 Mississauga, Ontario L4W 0A1 Canada 1-800-263-5024 ihsa.ca 1 Boilermakers Health & Safety Manual IHSA has additional information on this and other topics. Visit ihsa.ca or call Customer Service at 1-800-263-5024. The contents of this publication are for general information only. This publication should not be regarded or relied upon as a definitive guide to government regulations or to safety practices and procedures. The contents of this publication were, to the best of our knowledge, current at the time of printing. However, no representations of any kind are made with regard to the accuracy, completeness, or sufficiency of the contents. The appropriate regulations and statutes should be consulted. Readers should not act on the information contained herein without seeking specific independent legal advice on their specific circumstance. The Infrastructure Health & Safety Association is pleased to answer individual requests for counselling and advice. This manual was developed, reviewed, and endorsed by the Boilermakers Labour-Management Health and Safety Committee in association with IHSA. Manual IHSA editor: Lori-Lynn Bonnell, design and illustrations: Philippa Giancontieri; project manager: Mike Russo. The Infrastructure Health & Safety Association would like to thank the members of the working group for contributing their knowledge, experience, and time to produce a health and safety manual that will benefit both labour and management in the boilermaker sector. The working group included representatives from the Boilermaker Contractors’ Association (BCA) as well as: · Marty Albright – Alstom Power Canada Inc. -

Fire Protection of Steel Structures: Examples of Applications
Fire protection of steel structures: examples of applications Autor(en): Brozzetti, Jacques / Pettersson, Ove / Law, Margaret Objekttyp: Article Zeitschrift: IABSE proceedings = Mémoires AIPC = IVBH Abhandlungen Band (Jahr): 7 (1983) Heft P-61: Fire protection of steel structures: examples of applications PDF erstellt am: 06.10.2021 Persistenter Link: http://doi.org/10.5169/seals-37489 Nutzungsbedingungen Die ETH-Bibliothek ist Anbieterin der digitalisierten Zeitschriften. Sie besitzt keine Urheberrechte an den Inhalten der Zeitschriften. Die Rechte liegen in der Regel bei den Herausgebern. Die auf der Plattform e-periodica veröffentlichten Dokumente stehen für nicht-kommerzielle Zwecke in Lehre und Forschung sowie für die private Nutzung frei zur Verfügung. Einzelne Dateien oder Ausdrucke aus diesem Angebot können zusammen mit diesen Nutzungsbedingungen und den korrekten Herkunftsbezeichnungen weitergegeben werden. Das Veröffentlichen von Bildern in Print- und Online-Publikationen ist nur mit vorheriger Genehmigung der Rechteinhaber erlaubt. Die systematische Speicherung von Teilen des elektronischen Angebots auf anderen Servern bedarf ebenfalls des schriftlichen Einverständnisses der Rechteinhaber. Haftungsausschluss Alle Angaben erfolgen ohne Gewähr für Vollständigkeit oder Richtigkeit. Es wird keine Haftung übernommen für Schäden durch die Verwendung von Informationen aus diesem Online-Angebot oder durch das Fehlen von Informationen. Dies gilt auch für Inhalte Dritter, die über dieses Angebot zugänglich sind. Ein Dienst der ETH-Bibliothek ETH Zürich, Rämistrasse 101, 8092 Zürich, Schweiz, www.library.ethz.ch http://www.e-periodica.ch J% IABSE periodica 2/1983 IABSE PROCEEDINGS P-61/83 69 Fire Protection of Steel Structures — Examples of Applications Protection contre le feu des structures acier — Quelques exemples d'applications Brandschutz der Stahlkonstruktionen — Einige Anwendungsbeispiele Jacques BROZZETTI Margaret LAW Dir., Dep. -
Interchange Modification Report
I-26 / Naval Base Terminal Access Road Interchange INTERCHANGE MODIFICATION REPORT CHARLESTON COUNTY, SOUTH CAROLINA Prepared for: South Carolina Department of Transportation Prepared by: Parsons Brinckerhoff, Inc. May 2012 I-26ȀPortAccessRoadInterchangeModificationReport TABLEOFCONTENTS EXECUTIVE SUMMARY ............................................................................................................................................ 1 1. INTRODUCTION .............................................................................................................................................. 3 Project Location.................................................................................................................................................. 3 Project History.................................................................................................................................................... 3 Project Description ............................................................................................................................................. 7 Project Purpose and Need .................................................................................................................................. 9 Project Conceptual Design ................................................................................................................................ 11 Interchange Modification Report (IMR) Scope.................................................................................................. -

A Comparison of Thixocasting and Rheocasting
A Comparison of Thixocasting and Rheocasting Stephen P. Midson The Midson Group, Inc. Denver, Colorado USA Andrew Jackson Arthur Jackson & Co., Ltd. Brighouse UK Abstract The first semi-solid casting process to be commercialized was thixocasting, where a pre-cast billet is re-heated to the semi-solid solid casting temperature. Advantages of thixocasting include the production of high quality components, while the main disadvantage is the higher cost associated with the production of the pre-cast billets. Commercial pressures have driven casters to examine a different approach to semi-solid casting, where the semi-solid slurry is generated directly from the liquid adjacent to a die casting machine. These processes are collectively referred to as rheocasting, and there are currently at least 15 rheocasting processes either in commercial production or under development around the world. This paper will describe technical aspects of both thixocasting and rheocasting, comparing the procedures used to generate the globular, semi-solid slurry. Two rheocasting processes will be examined in detail, one involved in the production of high integrity properties, while the other is focusing on reducing the porosity content of conventional die castings. Key Words Semi-solid casting, thixocasting, rheocasting, aluminum alloys 22 / 1 Introduction Semi-solid casting is a modified die casting process that reduces or eliminates the porosity present in most die castings [1] . Rather than using liquid metal as the feed material, semi-solid processing uses a higher viscosity feed material that is partially solid and partially liquid. The high viscosity of the semi-solid metal, along with the use of controlled die filling conditions, ensures that the semi-solid metal fills the die in a non-turbulent manner so that harmful gas porosity can be essentially eliminated. -

PRESS BRAKE CAPACITIES SPRINGBACK a True 90° Air Bend, the Tooling Must Formed Flanges and Causing Distortion
www.e-ci.com 1 CONTENTS 2 Safety 2 Bending on a CI Press Brake 8 Press Brake Bending Capacity 9 Mild Steel Air Bend Capacity Chart 13 Bending Factors Chart 17 Punching on a Press Brake SAFETY Good safety practices and proper training of each press brake operator is mandatory. Comprehensive operator, maintenance and safety manuals provide instruction on proper procedures and safety methods and BENDING ON A CINCINNATI should be with the press brake at all times. Warning signs and a checklist PRESS BRAKE of operator safety guidelines should be placed at strategic locations on PRESS BRAKE RATING For thicker than 1/2” mild steel, it may the press brake. be necessary to increase the vee die All CINCINNATI press brakes are opening up to ten times the material Users are responsible for proper rated for maximum bending pressure, thickness to minimize cracking of the installation and continued use of or tonnage. Tonnage can then be material. To determine the vee opening point-of-operation safeguarding converted into bending capacities for a simple 90° bend, multiply the and other machine guards. This through an understanding of basic metal thickness by eight. The answer helps assure operator safety factors affecting the formability of is then rounded to the next higher 1/8” and compliance with OSHA metal. Bending factors, or “rules of figure. For example: 14ga. (.075”) x 8 requirements. thumb,” for press brake forming are = .600”. This is rounded to a 5/8” vee based on using mild steel (60,000 Each new CINCINNATI press opening. psi maximum tensile strength).