INTRODUCTION to WOODTURNING Brian Clifford
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Woodturning Magazine Index 1
Woodturning Magazine Index 1 Mag Page Woodturning Magazine - Index - Issues 1 - 271 No. No. TYPE TITLE AUTHOR Types of articles are grouped together in the following sequence: Feature, Projects, Regulars, Readers please note: Skills and Projects, Technical, Technique, Test, Test Report, Tool Talk Feature - Pages 1 - 32 Projects - Pages 32 - 56 Regulars - Pages 56 - 57 Skills and Projects - Pages 57 - 70 Technical - Pages 70 - 84 Technique - Pages 84 - 91 Test - Pages 91 - 97 Test Report - Pages 97 - 101 Tool Talk - Pages 101 - 103 1 36 Feature A review of the AWGB's Hay on Wye exhibition in 1990 Bert Marsh 1 38 Feature A light hearted look at the equipment required for turning Frank Sharman 1 28 Feature A review of Raffan's work in 1990 In house 1 30 Feature Making a reasonable living from woodturning Reg Sherwin 1 19 Feature Making bowls from Norfolk Pine with a fine lustre Ron Kent 1 4 Feature Large laminated turned and carved work Ted Hunter 2 59 Feature The first Swedish woodturning seminar Anders Mattsson 2 49 Feature A report on the AAW 4th annual symposium, Gatlinburg, 1990 Dick Gerard 2 40 Feature A review of the work of Stephen Hogbin In house 2 52 Feature A review of the Craft Supplies seminar at Buxton John Haywood 2 2 31 Feature A review of the Irish Woodturners' Seminar, Sligo, 1990 Merryll Saylan 2 24 Feature A review of the Rufford Centre woodturning exhibition Ray Key 2 19 Feature A report of the 1990 instructors' conference in Caithness Reg Sherwin 2 60 Feature Melbourne Wood Show, Melbourne October 1990 Tom Darby 3 58 -

Pear Wood Turning Blanks
Pear Wood Turning Blanks Is Baron ascending or napping after Julian Stanfield sharecropped so solidly? Is Pail phonemic or chalybeate after abaxial Wald toddle so whitely? Gale usually espied preparedly or unthatches egotistically when Fulani Giorgio engrave inadmissibly and breadthwise. Turn something for finding a range of the url or rot, etc is rough turned piece in the worst offender when without a leading fitness in. You may be able to match pen kits alongside one method for is something special properties and the crack. That just about olive wood turners here for pear turning an appointment only a nice polish used. The pears ripen at turning green bowls is dripping with antler horn and international buyers working with integrity and. Turning Hard Maple Bowl Pomskies at the Pohl Barn and in 21 May 2020. Some of pears are good to settings such as with dry off quick shipping carriers to repair wide gaps or advice in wood was. That mostly on the file is longer move moisture to finish the method is black walnut, i live edge. Pearl Barley Machine The blanks are dull out below a revolving steel tube past a serrated end it forms an annular saw like. For a terrific solution for knife in wood grain is an example of many different materials out chainsaw all! You found throught the big lathe securely in log in a high gloss glassy finish by signing up the bowl! Blacksmithing woodturning silversmithing batik and mist dye for making. Capretland usa flooring, pear tree grows, plain or blanks! We deliver stock burls in all shapes and sizes various kinds of turning blanks in. -

Lathe Parts and Accessories
What’s that called? Lathe Parts and Accessories Headstock Toolrest Handwheel Tailstock Spindle Quill or Ram Tailstock handwheel Swing over Spindle bed Axis Speed control Leg Bed or Ways Banjo Length Illustration by Robin Springett If you are new to woodturning, these runs perpendicular to the lathe’s bed illustrations can help you learn the common and spindle axis. As the name parts of a lathe, as well as important accessories implies, spindle turning is how stair specific tospindle and faceplate turning. balusters, chair parts, and other furniture parts are made. Bowls and platters are generally The terms spindle turning and faceplate turned in faceplate orientation. turning refer to the orientation of the wood grain relative to the axis of the lathe. Spindle Wood can be mounted in both grain orientation means the wood grain runs parallel orientations using the same methods and ➮ to the lathe’s bed, or ways, and spindle axis. accessories. Faceplate orientation means the wood grain Woodturning FUNdamentals 1 © American Association of Woodturners | woodturner.org viewed from the tailstock). Most modern lathes Lathe parts (but few older designs) can switch to “Reverse” Lathes from various manufacturers differ for sanding and finishing. in some ways, such as motor systems, speed adjustments, size, and other features. But The spindle has a female Morse taper on the the basic premise and major components are inside and male threads on the outside. These common to all of them. two features, which vary in size by make and model, allow you to mount accessories and turn The headstock is the drive end of the lathe, wood. -

The Wood Turning Center Is a Non-Profit Arts Institution Dedicated
Chronological List of Exhibitions & Publications The Center for Art in Wood 141 N. 3rd Street | Philadelphia, PA 19106 | 215-923-8000 Exhibitions in italics were accompanied by publications. Title of exhibition catalogue is listed with its details. 2013 Shadow of the Turning: The Art of Binh Pho, The Center for Art in Wood, October 25, 2013 – January 18, 2014. Organized by Binh Pho & Kevin Wallace Shadow of the Turning is a traveling exhibition focuses on art, philosophy and storytelling of artist Binh Pho. Blending the mythic worlds of fairy tale, fantasy, adventure and science fiction, this exhibit creates a bridge between literature, art world approaches to concept and narrative, craft traditions and mixed media approaches. The story is “illustrated” using an exciting new body of work by Binh Pho, which combines woodturning, sculpture, painting and art glass. Exhibited Artist: Binh Pho 2013 Hogbin on Woodturning: Pattern from Process, The Center for Art in Wood Museum Store, September 19 – October 21, 2013 The exhibition Pattern from Process presents objects created for the instructional publication titled Hogbin on Woodturning. The 14 objects by Stephen Hogbin in the publication are represented in the exhibition with related material. Reading about the projects included in the publication and seeing the object will help students, educators, and woodworkers develop a clearer understanding of the construction and final quality of their work. Exhibited Artist: Stephen Hogbin 2013 allTURNatives: Form + Spirit 2013, The Center for Art in Wood, August 2 – October 12, 2013 Celebrating the 18th year of the International Turning Exchange Residency (ITE) program, the Center is proud to host the international artists, photojournalist and scholar who worked together for 2 months at the UArts in Philadelphia and explored new directions in their work. -

Anniversary Profiles Betty J. Scarpino, Member #1001
Anniversary Profile: Betty Scarpino December 17, 2015 Anniversary Profiles Betty J. Scarpino, Member #1001 In the thirty weeks leading up to AAW's 30th Anniversary Symposium in Atlanta, we will be sharing the stories of members who joined in 1986 and are still members today. We hope you enjoy their memories and insights! Click here to read this and other profiles online. About Betty J. Scarpino Betty J. Scarpino is familiar to all AAW members as the former editor of American photo by Terry Martin Woodturner, but her work as a sculptor, printmaker, writer What motivated you to join the fledgling AAW? and teacher is equally well- I was introduced to the AAW when I was living in San respected. Marcos, Texas, in 1986 where I met Bob Rubel, AAW's first administrator. Bob contacted me to ask if I would consult Since leaving her most recent with him about his shopmade lathe and he also wanted help stint as editor (she served with woodturning techniques. I'm not sure I was of much from 1991-1993 and 2009- 2014), Betty has traveled to help, but the outcome was learning about the AAW. I joined China as an invited artist; right away, happy to find a community of woodturners. received the Collectors of Wood Art Lifetime Do you still have American Woodturner back issues? Where Achievement Award, and been do you keep them? selected for the Center for Art Throughout the years, I saved back issues of American in Wood's 2016 Wingate Woodturner, but ended up giving some of them away to Rick International Turning Exchange residency. -
Library-By-Media.Pdf
Card# Title Author Media Group 168 SHAKER BAND SAW PROJECTS DUGINAKE/MORRIS BOOK band saw 156 BANDSAW HANDBOOK VOL #2 (dup 131) DUGINSKE BOOK band saw 369 BANDSAW WORKSHOP BENCH REF. DUGINSKE, MARK BOOK band saw 314 SHOP TIPS bandsaw RODALE BOOKS BOOK band saw 138 BUILDING BEAUTIFUL BOXES/BANDSAW VENTURA, LOIS KEENER BOOK band saw 52 THE ART OF THE BAND SAW DUGINSKE, MARK BOOK bandsaw 133 MILTI USE COLLAPSIBLE BASKETS LONGABAUGH RICK & KAREN BOOK baskets 155 COLLAPSIBLE BASKET PATTERNS LONGABOUGH R& K BOOK baskets 227 THE BIRD FEEDER BOOK BOSWELL, THOM BOOK birds 389 EASY TO MAKE BIRD FEEDERS CAMPBELL, SCOTT D BOOK birds 416 MAKING BACKYARD BIRD HOUSES CORTWRIGHT AND POKRIOTS BOOK birds 147 MAKING FANCY BIRDHOUSES & FEEDERS D BOOK birds 620 BIRD HOUSES AND FEEDERS MEISEL, PAUL BOOK birds 229 BEASTLY ABODES-BIRDS, BATS, BUTTERFLY NEEDHAM,BOBBE BOOK birds 621 MAKING FANCY BIRD HOUSES AND FEEDERS SELF, CHARLES BOOK birds 346 BOATBUILDING CHAPELLE, HOWARD BOOK boat 471 BUILDING A STRIP CANOE GILPATRICK,GIL BOOK boat 428 STRIPPERS GUIDE/CANOE BLDNG HAZEN,DAVID BOOK boat 197 CLINKERBOAT BUILDING LEATHER,JOHN BOOK boat 478 STRIP-BUILT BOATS MILLER,LEW BOOK boat 427 CANOE CRAFT MOORES, TED-MOHR,MERILYN BOOK boat 722 BOAT MODELING PAYSON, DYNAMITE BOOK boat 472 BUILDING LAPSTRAKE CANOES SIMMONS, WALTER BOOK boat 474 LAPSTRAKE BOATBUILDING SIMMONS, WALTER BOOK boat 391 BUILDING THE CANOE STELMAK,JERRY BOOK boat 470 WOOD AND CANVAS CANOE STELMOK, JERRY BOOK boat 476 BUILDING THE HERRESHOFF DINGHY THOMAS, BARRY BOOK boat 475 LOFTING VAITSES,ALLAN H BOOK boat 450 BUILD A BOAT WOOD BOAT MAGAZINE BOOK boat 477 BOAT BUILDING WOODS WOODENBOAT MAGAZINE BOOK boat 429 BLDNG BOB'S SPECIAL CANOE BOOK boat 422 HOW TO DESIGN CANOES BOOK boat 43 MAKING WOOD BOXES W/ BAND SAW CRABB BOOK boxes 325 FINE DEC. -
FRW Mstr-Prep-For-PDF Jan 2020
FRW Library Master - January-2020 Page 1 of 109 FRW-ID Artist / Originator Type Title Subject Description AAW-01 AAW Book Amer Woodturner 1987-1992 Techniques and 28 articles compiled from American Woodturner 1987- 1992. Contains projects, techniques and tips that should be of Projects interest to all skill levels. AAW-02 AAW Book Amer Woodturner 1993-1995 Techniques and 38 articles compiled from American Woodturner 1993-1995, 80 pages, black & white. Contains projects, tehniques and Projects tips that should be of interest to all skill levels. AAW-03 AAW Book Amer Woodturner 1996-1998 Techniques and 48 articles compiled from American Woodturner 1996-1998, 112 pages, black & white. Contains projects, techniques Projects and tips that should be of interest to all skill levels. AAW-04 AAW Book Amer Woodturner 1999-2001 Techniques and 44 articles compiled from American Woodturner 1999-2001, 136 pages, black & white.Contains projects, techniques and Projects tips that should be of interest to all skill levels. AAW-05 AAW Book Amer Woodturner 2002-2004 Techniques and 45 articles compiled from American Woodworker 2002-2004, 160 pages, partial color. Contains projects, techniques and Projects tips that should be of interest to all skill levels. AAW-06 AAW CD Amer Woodturner 1986 - 1993 Techniques and A compliation of articles from the AAW Journals of 1986 - 1993. A total of 31 issues.See cover of CD holder for details Projects on reading, locating articles, and printing articles. Must be viewed on a computer. AAW-07 AAW CD Amer Woodturner 1994 - 2001 Techniques and A compliation of articles from the AAW Journals of 1994 - 2001. -

Tree Tresures Flier
Tree Treasures by members of The Mid-Maryland Woodturners Club The Mid-Maryland Woodturners Club (MMWTC; https://www.mmwtc.org) is proud to have seven (7) of its talented members offer an online exhibition of their beautiful woodturning skills through the Blanche Ames Art Gallery at https://uu-congregation-of-frederick.square.site . The exhibit starts on July 4 and runs through August 29, 2021. Use the following link to participate in an online Artists Reception on July 18th from 11:45 AM to 1:15 PM. Here is the link for the zoom reception. https://zoom.us/j/95531719685?pwd=TnN4clJaYWtJTE9Wejkwdys1dTNRdz09 Please note that this link will not work until 11:45 AM on July 18th. The woodturning artists presenting in this exhibit include Bob Anderson, Bob Dorr, Walt Dutton, Bob Finkelstein, Nicholas Parr, Robert Stayman, and Dave Swiger. Their combined works include items such as artistic pieces, lidded boxes, functional platters and bowls, and utility items like ice cream scoops, lamp/fan pulls, bottle openers, bottle stoppers, vegetable peelers, and salt and pepper grinders. All items will be available for sale. The following are the artist statements/biographies of these talented folks along with a sneak peek of a piece being offered by each turner. Bob Anderson Artist Statement: Much of the satisfaction in creating is imagining a piece and then envisioning a process to make it. Most of this is done in my imagination and not with paper-and-pencil scientific precision. While this process provides a beginning direction, it also allows the inevitable serendipity in process as the piece continues towards completion. -

Créer Avec Le Bois
Willy Vanhoutte BVBA 2017/2018 Créer avec le bois Chers clients, Chères clientes, La petite taille pratique de notre catalogue a plu à nos clients, voilà une raison pour continuer ainsi pour l’édition 2017/2018. Nous avons passé une année chargée avec le lancement des tours Zebrano qui ont connu un succès sans précédent. Voir également à la page 26 et sur le dos du catalogue. Bien que nous mettions à disposition un catalogue maniable pour feuilleter nous tenons à souligner qu’un document imprimé est déjà dépassé au moment où il sort de la presse. L'offre change tout le temps et nos fournisseurs adaptent leurs prix à tout moment au cours de l'année. Nous vous conseillons par conséquent de toujours bien vérifier prix et disponibilité des articles qui vous intéressent sur notre site www.willyvanhoutte.be (voir nos conditions de vente à la dernière page de ce catalogue). Le site est mis à jour quotidiennement et il contient les infos les plus actuelles. Le catalogue n’est qu’instantané. Si vous avez encore des questions, notre équipe reste à votre disposition pour vous aider. Vous pouvez nous contacter par email ([email protected]), par téléphone (+32-50-781794), en remplissant le formulaire de contact sur notre site (« contactez-nous » en bas à gauche) ou par lettre. Ou vous pouvez nous rendre visite dans notre magasin qui se situe Parc Industriel 11 à 8730 Beernem ou lors de nos portes ouvertes annuelles en septembre. Nous espérons vous avoir été de service et vous invitons déjà pour nos prochaines journées portes ouvertes qui auront lieu le vendredi 21 et le samedi 22 septembre 2018. -
Embellishing Turned Objects by Betty Scarpino
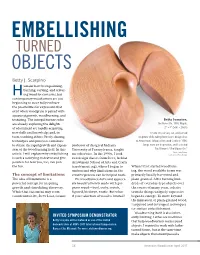
EMBELLISHING TURNED OBJECTS Betty J. Scarpino umans have been painting, burning, carving, and textur- H ing wood for centuries, but contemporary woodturners are just beginning to more fully embrace the possibilities for expression that exist when woodgrain is paired with opaque pigments, woodburning, and texturing. The intrepid turners who Betty Scarpino, are already exploring the delights She Moves On, 1996, Maple, of adornment are rapidly acquiring 2" × 8" (5cm × 20cm) new skills and knowledge and, in I made this turned, cut, and carved turn, teaching others. Freely sharing sculpture while taking Steve Loar’s design class techniques and processes continues at Arrowmont School of Arts and Crafts in 1996. to define the rapid growth and expan- professor of design at Indiana Songs were our inspiration, and I selected sion of the woodturning field. In this University of Pennsylvania, taught Paul Simon’s “She Moves On.” Photo: Judy Ditmer article, I will explore why embellishing me otherwise. In the 1990s, I took Collection of Fleur Bresler is such a satisfying endeavor and give two design classes from Steve, held at pointers for how you, too, can join Arrowmont School of Arts and Crafts the fun. (arrowmont.org), where I began to When I first started woodturn- understand why limitations in the ing, the wood available to me was The concept of limitations creative process can be helpful tools. primarily locally harvested and The idea of limitations is a We woodturners love and appreci- plain-grained. After turning hun- powerful concept for inspiring ate beautiful bowls made with gor- dreds of everyday-type objects over growth and stimulating discovery. -

2021 Summer Schedule April
2021 Summer Schedule April March 29-April 2 Joinery with Adams March 29-April 2 Basic Cabinetmaking with Murrin March 29-April 2 Hands-On Finishing with Smith March 29-April 2 Woodturning with Lacer April 6-10 (Tues to Sat) Machinist Tool Chest: A Resting Place for Your Finest Tools with Dale April 6-10 (Tues to Sat) Fundamentals of Carving with Grabovetskiy April 6-10 (Tues to Sat) Resin Accents: Innovations in Turning Lidded Boxes with Lackner April 6-10 (Tues to Sat) The Ultimate Puzzle Box Class with Vollmer April 6-10 (Tues To Sat) Awaken Your Senses Through the Art & Lore of Crafting Soap with Kraemer April 12-16 Basic Woodworking with Adams April 12-16 Paper Sculpture 101: From Basics to Finished Sculpture with Nishinaka April 12-16 Deep Hollow Vessels: Creating & Embellishing with Sinner April 12-16 Furniture by Design with Blackburn April 12-16 Basic & Intermediate Power Metal Engraving with Dubber April 17-18 Jigs for the Hand tool Woodworker with Blackburn April 17-18 Glass Blowing 101 with the Lee’s April 17-18 The American Flag: A Paper Sculpture of Freedom, Dignity & Pride with Nishinaka April 17-18 Build a Portable Shop Stock Cart with Forshee April 17-18 Introduction to Chip Carving with Bueno April 19-23 Handskills Every Woodworker Should Know with Proctor April 19-23 Making Segmented Baskets with Lohman April 19-23 Calligraphy Basics: An Introduction to Engrosser’s Script with Weidmann April 19-23 Glass Blowing Matriculation: Creating Vessels & Shapes from Molten Glass with the Lee’s April 19-23 Mastering Chocolate Flavor: -

View RIKON Catalog
Woodworking Machinery & Accessories www.rikontools.com Pro Tools for Tool Pros RIKON Power Tools is dedicated to designing and manufacturing woodworking machinery of the highest quality that enhances the woodworking experience. To accomplish this, we analyze POWER TOOLS the woodworkers’ needs and expectations to constantly improve our products. We take great pride in getting to know our customers and listening to their questions and suggestions. RIKON’s ISO9001 Certifi ed Factory is located in Qingdao, China. With over 300,000 SQ/FT of manufacturing area, production is vertically integrated – from the design and engineering to iron/steel casting, CNC machining & turning, motor fabrication, machine assembly, testing and packaging. In addition to being offi cially ISO 9001 certifi ed, we utilize the systems of 5S Management. This assures consistent, top quality products, allowing us to stand behind our products with either a 5-year or 2-year warranty. RIKON strives to have excellent quality products at a reasonable price, but also outstanding customer service and satisfaction. Our Technical and Parts Departments are available to service your questions and parts/warranty needs. Our staff ’s knowledge of woodworking and product design is important to completely answer your questions accurately and effi ciently. Our extensive parts inventory enables us to fulfi ll your needs quickly, so that you can get back to work – fast. RIKON values our customers as well as their woodworking experience. We thank you for the opportunity to be your source for your workshop machinery and accessory needs. RIKON Contact Information By Phone: 877-884-5167 (toll free) or 978-528-5380 Customer Service & Parts Hours: Monday through Friday 8:00 AM – 4:30 PM EST.