Learning Exchange Safety and Manufacturing Course Descriptions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Repalrlng Radio Sets
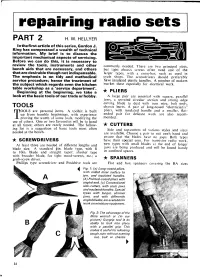
repalrlng radio sets PART 2 H.W. HELLYER Inthefirst article of this series, Gordon J. King has compressed a wealth of technical information. My brief is to discuss the important mechanical aspects of servicing. Before we can do this, it is necessary to review the tools, instruments and other commonly needed. There are two principal sizes, bench aids that are necessary, and others but tight clhassis screws often need one of the that are desirable though not indispensable. larger types, with a cross-bar, such as used in The emphasis is on tidy and method:cal cycle 'shops. The screwdrivers should preferably service procedure; hence the treatment of have insulated plastic handles. A number of makers the subiect which regards even the kitchen market these especially for electrical work. 'service table workshop as a department'. Beginning at the beginning, we take a * PTIERS look at the basic tools of our trade or hobby. A large pair are essential with square, parallel jaws, a serrated circular section and strong edge cutting blade to deal with iron wire, bolt ends, TOOLS chassis burrs. A pair of long-nosed "electrician's" pliers, with insulated ffiOOLS are personal items. A toolkit is built handle and a smaller. flat- ended pair I up from humble beginnings.with experience for delicate work are also recom- r proving the worth of some tools, modifying the mended. use of others. One or two favourites will be to hand at all times; others are rarely needed. The follow- * CUTTERS list is a suggestion of basic tools most ing often Side and top-cutters of various styles and sizes a't the bench. -

Electrical Test & Measurement Equipment
ELECTRICAL TEST & MEASUREMENT EQUIPMENT www.protecequip.com 844-PROTEC-0 ABOUT US Founded by Kevin Nichols in 2004, Protec Equipment Resources, Inc. has been the leader in electrical test equipment rental for over 10 years. We service our customers with a singular focus To Be the Best at What We Do … By a Wide Margin. Our service has become Legendary within the electrical testing community, and we pride ourselves on continual improvement, centered around our company’s Core Values: • To Be the Best at What We Do … By a Wide Margin We accomplish this by employing a team of professionals with a passion to be the Best and a Commitment to Excellence in everything we do. • Character & Integrity Building trust through ethical and honorable conduct in all our dealings with customers, vendors, and one another. • Teamwork A commitment to each other and an exceptionally high level of interpersonal support. • Legendary Customer Service Our service is Legendary. We care deeply about our customers and their suc- cess, and strive to provide superior customer service, from working after hours to driving 800 miles overnight for an emergency job … we are there when and where you need us. Table of Contents BATTERY TEST EQUIPMENT Battery Ground Fault Testers .........................................................................32 Megger Battery Ground Fault Locator Megger Battery Ground Fault Tracer Battery Hydrometers ........................................................................................33 Alber DMA-35-CRT Hydrometer with Data Logging -
Class Code List Report
Class Code List Report MAJOR INTERMEDIATE MINOR DESCRIPTION 0001 FOU 3676 0007 007 A FRAME VEHICLE MOUNTING 0007 014 A FRAME VEHICLE MOUNT TRUCK 0010 BAC 0555 0021 002 ABSORBER ALUMINUM 0035 005 ACCELERATOR LINEAR 0035 007 ACCELERATOR READING 0035 015 ACCELERATOR NETWORK PATH 0038 007 ACCELEROMETER 0049 004 ACCESSORY CRYOGENIC 0049 007 ACCESSORY LAN SYSTEM 0049 010 ACCESSORY, STRAIN GAUGE 0058 007 ACQUISITION SYSTEM 0091 003 ADAPTER AC 0091 014 ADAPTER CAMERA 0091 018 ADAPTER COMPUTER 0091 021 ADAPTER ENLARGER 0091 023 ADAPTER ETHERNET 0091 038 ADAPTER LINE SET 0091 042 ADAPTER MEDICAL INSTRUMENT 0091 044 ADAPTER MICROCASSETTE 0091 045 ADAPTER MICROPHONE 0091 049 ADAPTER MICROSCOPE 0091 056 ADAPTER MONITOR 0091 058 ADAPTER PLAYBACK 0091 060 ADAPTER PROJECTOR 0091 062 ADAPTER RADIO 0091 063 ADAPTER RECORDING 0091 070 ADAPTER SLIDE 0091 075 ADAPTER STATIC RAM 0091 090 ADAPTER TELEVISION 0091 095 ADAPTER TERMINAL 0091 100 ADAPTER TRANSPARENCY 0105 007 ADDRESSOGRAPH 0119 007 AERATOR 0126 007 AERIFIER 0140 021 AEROGRAPH 0142 007 AESTHESIOMETER 0144 007 AFTERCOOLER 0146 007 AGGREGOMETER 0147 007 AGITATOR 0150 007 AID ELECTRONIC VOCAL 0150 008 AID HEARING 0150 009 AID THERAPUTICAL 0151 004 AIDE DELTOID 0154 007 AIR CONDITIONER 0154 014 AIR CONDITIONING UNIT 0154 021 AIR HANDLER 0161 007 AIR TRACK 0168 007 AIRBRUSH 0179 007 AIRPAK Printed on 11/5/2010 at 1:23:00PM Page 1 of 139 MAJOR INTERMEDIATE MINOR DESCRIPTION 0182 007 AIRPLANE 0189 003 ALARM AUTO 0189 007 ALARM BURGLAR 0189 014 ALARM FIRE 0189 021 ALARM INTRUDER 0189 022 ALARM SYSTEM ERROR -
Measure with Extech
Measure with Extech MultiMeters | Clamp Meters Thermometers | AirÁow Meters Light Meters | Sound Meters Water Quality Meters | Tachometers Humidity Meters | Moisture Meters Video Borescopes and More! www.extech.com 4 Sound Air Quality As Extech celebrates our 45th anniversary, I can’t help but think about the journey we’ve been on for almost five decades. We take pride in making a difference in your world by providing you with the tools you need to get your job done right. We understand that minimizing down time and providing a safe work environment while controlling costs are challenges you face every day. Electrical Our products have always offered unique functionality at affordable prices and we’ve grown significantly because we learned about your application needs and focused on delivering quality and innovative products for professionals like you. Vibration We work hard to earn your trust by offering top quality tools, a comprehensive product selection and proactive customer support so that you always feel confident on the job with your Extech meter. We ask the question “What do you need to Water Quality measure today?” because we’re all about test and measurement. Whether your measurement requirements are on the shop floor, in the electrical or HVAC department, the safety department, or the test lab, we‘ve got the test equipment you need to get the job done. TURN TO EXTECH FOR THE TOOLS YOU NEED TO KEEP YOUR BUSINESS RUNNING One electrical connection, one motor, one belt, one pressure transmitter. All it takes is one failure to slow down or stop a production line. -

UNESCO / Secondary Education – Suleymaniyah Amended 10
UNESCO / Secondary Education – Suleymaniyah CODE DESCRIPTION QTY UNIT 06-09-00001 Hardwood Plywood (such as Teak or similar) for finishing 2550 pcs DOE/ Sul/ Schools use, 4 mm, dimension 122 x 244 cm 06-09-00002 Red Pine wood timber (free of knots) dimensions 5 x 10 x 2550 pcs DOE/ Sul/ Schools 400 cm 06-09-00003 Hardwood timber for lapping (Edging) length 200 cm 680 pcs DOE/ Sul/ Schools 06-09-00004 Lock with keys for desk drawers, Italian Made 1190 pcs DOE/ Sul/ Schools 06-09-00005 Envelope A3+ 2500 pc DOE/ Sul/ Schools 06-09-00006 Set of spare parts for copier CP 304 8 set DOE/ Sul/ Schools 06-09-00007 Set of spare parts for copier CP 385 1 set DOE/ Sul/ Schools 06-09-00008 Ribbon for Type Writer (Olympia Comfort) 200 pcs DOE/ Sul/ Schools 06-09-00009 Ribbon for Type Writer 30 pcs DOE/ Sul/ Schools 06-09-00010 Cartridge ( Toner) for photocopy machine NRG 3722 50 pc DOE/ Sul/ Schools 06-09-00011 Exercise books (104 pages, stapled , standard size for 425,000 pcs students/schools secondary schools use, 8mm feint blue lines without margins), 06-09-00012 Exercise books (200 pages, stapled , standard size for 425,000 pcs students/schools secondary schools use, 8mm feint blue lines without margins), 06-09-00013 Pencils, HB , Black, without tip (eraser) 1,020,000 pcs students/schools 06-09-00014 Metal Cupboards, 2 lockable doors, 4 adjustable shelves 280 pcs School Staff Rooms inside, dim: 183x91,5x45.8cm 06-09-00015 MDF 18x1830x3660mm 2450 Sheet Classroom Desks 06-09-00016 Rectangular Steel Tubes 2x25x50mm 15400 pcs Classroom Desks 06-09-00017 -
SUMMER 2021 SMARTER DIAGNOSTICS See the Maxisys ULTRA, IM Key Programming, DS, MX, MD, TPMS, Video and Scope Ranges
SUMMER 2021 SMARTER DIAGNOSTICS See the MaxiSys ULTRA, IM Key Programming, DS, MX, MD, TPMS, Video and Scope Ranges NOW WITH MCLAREN DIAG SOFTWARE WWW.AUTEL.UK ADVANCED DRIVER ASSISTANCE SYSTEM CALIBRATION ! NOTIFICATION ! FAKE TOOLS AND GREY IMPORTS GREY IMPORTS AND FAKES CAN OFTEN BE LOWER IN PRICE, BUT CAN COST YOU A FORTUNE. BUY SMART - ALWAYS BUY FROM AN AUTHORISED DEALER! Don’t buy a tool in the UK unless is has a UK Warranty and Support Tag! Always look for these with your new tool: There are ALWAYS unauthorised dealers supplying ‘grey’ (parallel) imported Autel products from the UK or overseas. At a quick glance, a lower cost ‘grey’ import may seem like a good money saver, BUT please be aware that these products WILL NOT HAVE UK/EU WARRANTY OR SUPPORT. It is likely that a grey import will have to be returned to the country of original supply for repair, often to the far east or USA, which will be a costly, time consuming and a risky exercise. If you are based in the UK and you purchase an Autel tool made for distribution outside of the EU, then your tool will be blocked and not be usable. BUY SMART, buy a genuine unit from an authorised UK dealer. BUY SMART, buy a Got to our website www.autel.uk to find our dealers. genuine unit from an authorised UK dealer. WWW.AUTEL.UK Index MaxiSYS Diagnostic Tools • MS Ultra 6 - 11 • MS919 12 - 13 • MS909 14 - 15 • MS908ProS 18 - 19 • MS908S 20 - 21 • MS906 22 Speciality Diagnostic Tools • UKIM508 + XP400Pro 25 • MS908IM Key Progamming Tool 26 - 27 • MS908 Commercial Vehicle Tool 26 - 27 Maxi -

Police, Customs and Military Equipment
POLICE, CUSTOMS AND MILITARY EQUIPMENT PKI ELECTRONIC INTELLIGENCE GmbH GERMANY Police, Customs and Military Equipment Company Introduction For many years, PKI has successfully offered police, customs and military equipment to various governmental departments. In most cases, our customers dispose of a budget for security equipment with many single positions containing PKI products as well as PKI merchandise. As many departments do not want to break their budget into many small orders they trust in our PKI logistics with its worldwide net of experience. Another advantage is the warranty also for products that are not made by PKI but ordered by us as part of the package. To complete our PKI programme we also offer inhouse training. To put the responsibility and the handling of a complete order for anti-terror equipment in the hands of PKI is for sure a good decision. IF IT WORKS, ITS PKI Catalogues are available for download at www.pki-electronic.com 2 Copyright even of extracts by PKI ELECTRONIC Police, Customs and Military Equipment Production and Development PKI 7100 X-Ray Inspector The PKI 7100 is a portable fully digital X-ray- system consisting of an exceptionally constant potential X-ray source and Hi- Tech image capture unit for examination of suspect packages or other inaccessible areas where bombs, listening devices or contrabands may be hidden. The system especially is designed for EOD technicians, customs, police and army. PKI 7100 sets a new standard for image quality, as well as X-Ray Generator: • Weight: 6,5 kg for quick and safe inspection. It offers the • Wave-form: constant potential • Beam angle: 60° x 52° possibility to take four images at different energy • X-Ray dose: 1 ft 1000 µSv/sec. -

Electrical Test & Measurement Equipment Rental Catalog
Electrical Test & Measurement Equipment Rental Catalog 2021 Are you a heavyweight in electrical testing? The Megger DLRO2 isn’t! The DLRO2, a 2-amp DucterTM Low Resistance Ohmmeter is a lightweight, handheld instrument that offers fast, accurate, repeatable measurements, even in noisy environments. One of its features includes a brand new ‘difference’ meter that offers repetitive measurements to be easily compared with an initial reference measurement. Other features include: n Long test leads mode at 1A without compromising test speed n IP54 rating allows for outdoor use with protection against dust and moisture n Standard AA rechargeable NiMH batteries assure that the unit is always ready to test Another point worth mentioning is the included Kelvin clip and probe test leads! These provide more testing flexibility for you. The DLRO2 can measure low resistance values across a wide range of applications, including: n Aviation n Oil and gas pipelines n Wind turbines n Automotive and EV n Rail n Cable manufacturers n Marine n And much more Worth their weight in gold! Setting the standard in insulation testing. Are you a heavyweight in electrical testing? Megger MIT series The Megger DLRO2 isn’t! The Megger MIT series of 5, 10 and 15 kV insulation testers perform better than any other testers on the market today. In fact, some say the instruments The DLRO2, a 2-amp DucterTM Low Resistance Ohmmeter is a lightweight, handheld are the ‘gold standard’ of insulation testers. instrument that offers fast, accurate, repeatable measurements, even in noisy Some of the features of the units include: environments. -
Extech Full Line Catalog
MEASUREMENT Solutions Automotive | Building | Electrical | Electronics | Environmental | Health & Safety HVAC/R | Industrial | Lab & Water Quality | Manufacturing | Plant Maintenance www.extech.com What Do You Need To Measure Today? Airflow Humidity Light Vibration Temperature Air Quality Electrical Gas Power Water Quality Sound Moisture NO MATTER HOW DEMANDING YOUR PROJECT REQUIREMENTS, WE’VE GOT THE SOLUTION TO HELP GET THE JOB DONE! EXTECH meters and testers help you ensure uptime, maximize productivity and verify compliance. Whether used as a component of an effective predictive maintenance program or as a key tool for a rapid response repair team, EXTECH instruments are the meters of choice for professionals who need to solve problems. 2 Committed To Customers SINCE 1970, EXTECH HAS COME TO BE TRUSTED BY MILLIONS OF CUSTOMERS FOR OUR COMMITMENT TO QUALITY AND SERVICE. Dedicated Support and Service As ambassadors of EXTECH products, our Customer Service and Technical support teams are committed to helping our customers around the world with friendly, efficient service. Have questions about how to use your instruments or how to solve challenging problems on the job? Turn to our support teams. Our products are backed with a standard full 2-year warranty, and select products up to 3 years, against defects. And when you need help or repairs, we stand by our products for warranty and non- warranty repairs. Calibration Traceable to NIST For demanding applications that require compliance with national standards, Certificates of Calibration are available for many EXTECH meters. NIST-traceable calibration certificates come with full before- and-after data. Call: +1 603-324-7800 We know your EXTECH meters are needed on the job so fast- Email: [email protected] turnarounds, global shipping, and convenient recertification reminders are hallmarks of our calibration services. -

Rental Services
2%.4!, ST%$)4)/. 6OLUME )SSUE 3%26)#%3 #!4!,/'5% 4%34-%!352%-%.4 4%#(2%.4!,3 4%34-%!352%-%.4 0/7%2-%!352%-%.4 !.$!.!,93)3 %.6)2/.-%.4 (%!,4(3!&%49 )4 42!).).'!.$ 02%3%.4!4)/.3/,54)/.3 2%4!),34/#+#/.42/, "%!2#/- -/4/2/,!47/7!92!$)/3!,%3 3!4%,,)4%0(/.%3 "2/!$"!.$#/--5.)#!4)/.3 3/,54)/.3 %.').%%2).'3%26)#%3 !5$)/6)35!, )402%3%.4!4)/. #/--5.)#!4)/.3 Whenever you have need for… Test & Measurement Instruments Computers, Business Equipment and Point of Sale Voice and Data Communications TR Services ...just ask TECHRENTALS for the solution Rent or Buy? Rental, short and long term, for a number of reasons can be more attractive than purchasing equipment. Rental conserves capital and stretches budgets by not investing cash in equipment that may be used occasionally. 5HQWDOLVVLPSOHDQGÀH[LEOH<RXJHWZKDW\RXQHHGZKHQ\RXQHHGLWDQGZKHQ\RXDUH¿QLVKHG\RXVLPSO\UHWXUQWKHHTXLSPHQW5HQWDOFDQSURYLGHH[WUD equipment for peak demands or can enable equipment to be evaluated before purchase. Great Service and Support 7(&+5(17$/6KDVH[WHQVLYHUHQWDOVDOHVVHUYLFHDQGPDLQWHQDQFHFDSDELOLWLHVLQDOOWKHPDMRUFHQWUHVLQ$XVWUDOLD1HZ=HDODQGDQG6($VLD The Latest Models 7(&+5(17$/6DVWKHOHDGHULQWKHUHQWDOLQGXVWU\LVDGGLQJPLOOLRQVRIGROODUVZRUWKRIQHZHTXLSPHQWWRRXULQYHQWRU\HYHU\\HDUWRHQVXUHZHKDYHWKH HTXLSPHQWWKDW\RXQHHG7KHWHFKQRORJ\\RXQHHGWRGD\LVSUREDEO\DOUHDG\DSDUWRIRXULQWHUQDWLRQDOUHQWDOÀHHWDQGUHDGLO\DYDLODEOHIRU\RXULPPHGLDWH XVH,IWKHHTXLSPHQW\RXUHTXLUHLVQRW\HWOLVWHGWKHQZHZLOOHQGHDYRXUWRVRXUFHLWIRU\RX TR Services 7(&+5(17$/6RIIHUVRXUFXVWRPHUVPRUHWKDQMXVWUHQWDO75Services refers to our range of value added programs designed to assist you in your rental needs. Whether you need: x 'DWD'RZQORDG6HUYLFHV xOn-site Setup x(TXLSPHQW&RQ¿JXUDWLRQ xElectrical Safety Testing xCustomised Programming xTrained Operators xCalibration x Total Asset Management TR ServicesFDQWDLORUDSDFNDJHVSHFL¿FDOO\GHVLJQHGIRU\RXUUHTXLUHPHQWV$IWHU\HDUVLQWKHEXVLQHVV7HFK5HQWDOVLVZHOOSODFHGWRKDQGOH\RXUPRVW FRPSOH[UHTXLUHPHQWV1H[WWLPH\RXFRQWDFWXVEHVXUHWRDVNDERXW75Services.