The Use of Control Chart to Determine Statistically Significant Events
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

X-Bar Charts
NCSS Statistical Software NCSS.com Chapter 244 X-bar Charts Introduction This procedure generates X-bar control charts for variables. The format of the control charts is fully customizable. The data for the subgroups can be in a single column or in multiple columns. This procedure permits the defining of stages. The center line can be entered directly or estimated from the data, or a sub-set of the data. Sigma may be estimated from the data or a standard sigma value may be entered. A list of out-of-control points can be produced in the output, if desired, and means may be stored to the spreadsheet. X-bar Control Charts X-bar charts are used to monitor the mean of a process based on samples taken from the process at given times (hours, shifts, days, weeks, months, etc.). The measurements of the samples at a given time constitute a subgroup. Typically, an initial series of subgroups is used to estimate the mean and standard deviation of a process. The mean and standard deviation are then used to produce control limits for the mean of each subgroup. During this initial phase, the process should be in control. If points are out-of-control during the initial (estimation) phase, the assignable cause should be determined and the subgroup should be removed from estimation. Determining the process capability (see R & R Study and Capability Analysis procedures) may also be useful at this phase. Once the control limits have been established of the X-bar charts, these limits may be used to monitor the mean of the process going forward. -

Survey Experiments
IU Workshop in Methods – 2019 Survey Experiments Testing Causality in Diverse Samples Trenton D. Mize Department of Sociology & Advanced Methodologies (AMAP) Purdue University Survey Experiments Page 1 Survey Experiments Page 2 Contents INTRODUCTION ............................................................................................................................................................................ 8 Overview .............................................................................................................................................................................. 8 What is a survey experiment? .................................................................................................................................... 9 What is an experiment?.............................................................................................................................................. 10 Independent and dependent variables ................................................................................................................. 11 Experimental Conditions ............................................................................................................................................. 12 WHY CONDUCT A SURVEY EXPERIMENT? ........................................................................................................................... 13 Internal, external, and construct validity .......................................................................................................... -

Lab Experiments Are a Major Source of Knowledge in the Social Sciences
IZA DP No. 4540 Lab Experiments Are a Major Source of Knowledge in the Social Sciences Armin Falk James J. Heckman October 2009 DISCUSSION PAPER SERIES Forschungsinstitut zur Zukunft der Arbeit Institute for the Study of Labor Lab Experiments Are a Major Source of Knowledge in the Social Sciences Armin Falk University of Bonn, CEPR, CESifo and IZA James J. Heckman University of Chicago, University College Dublin, Yale University, American Bar Foundation and IZA Discussion Paper No. 4540 October 2009 IZA P.O. Box 7240 53072 Bonn Germany Phone: +49-228-3894-0 Fax: +49-228-3894-180 E-mail: [email protected] Any opinions expressed here are those of the author(s) and not those of IZA. Research published in this series may include views on policy, but the institute itself takes no institutional policy positions. The Institute for the Study of Labor (IZA) in Bonn is a local and virtual international research center and a place of communication between science, politics and business. IZA is an independent nonprofit organization supported by Deutsche Post Foundation. The center is associated with the University of Bonn and offers a stimulating research environment through its international network, workshops and conferences, data service, project support, research visits and doctoral program. IZA engages in (i) original and internationally competitive research in all fields of labor economics, (ii) development of policy concepts, and (iii) dissemination of research results and concepts to the interested public. IZA Discussion Papers often represent preliminary work and are circulated to encourage discussion. Citation of such a paper should account for its provisional character. -

Combining Epistemic Tools in Systems Biology Sara Green
View metadata, citation and similar papers at core.ac.uk brought to you by CORE provided by Philsci-Archive Final version to be published in Studies of History and Philosophy of Biological and Biomedical Sciences Published online: http://www.sciencedirect.com/science/article/pii/S1369848613000265 When one model is not enough: Combining epistemic tools in systems biology Sara Green Centre for Science Studies, Department of Physics and Astronomy, Ny Munkegade 120, Bld. 1520, Aarhus University, Denmark [email protected] Abstract In recent years, the philosophical focus of the modeling literature has shifted from descriptions of general properties of models to an interest in different model functions. It has been argued that the diversity of models and their correspondingly different epistemic goals are important for developing intelligible scientific theories (Levins, 2006; Leonelli, 2007). However, more knowledge is needed on how a combination of different epistemic means can generate and stabilize new entities in science. This paper will draw on Rheinberger’s practice-oriented account of knowledge production. The conceptual repertoire of Rheinberger’s historical epistemology offers important insights for an analysis of the modelling practice. I illustrate this with a case study on network modeling in systems biology where engineering approaches are applied to the study of biological systems. I shall argue that the use of multiple means of representations is an essential part of the dynamic of knowledge generation. It is because of – rather than in spite of – the diversity of constraints of different models that the interlocking use of different epistemic means creates a potential for knowledge production. -

A Guide to Creating and Interpreting Run and Control Charts Turning Data Into Information for Improvement Using This Guide
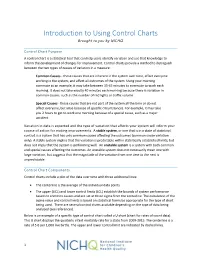
Institute for Innovation and Improvement A guide to creating and interpreting run and control charts Turning Data into Information for Improvement Using this guide The NHS Institute has developed this guide as a reminder to commissioners how to create and analyse time-series data as part of their improvement work. It should help you ask the right questions and to better assess whether a change has led to an improvement. Contents The importance of time based measurements .........................................4 Run Charts ...............................................6 Control Charts .......................................12 Process Changes ....................................26 Recommended Reading .........................29 The Improving immunisation rates importance Before and after the implementation of a new recall system This example shows yearly figures for immunisation rates of time-based before and after a new system was introduced. The aggregated measurements data seems to indicate the change was a success. 90 Wow! A “significant improvement” from 86% 79% to 86% -up % take 79% 75 Time 1 Time 2 Conclusion - The change was a success! 4 Improving immunisation rates Before and after the implementation of a new recall system However, viewing how the rates have changed within the two periods tells a 100 very different story. Here New system implemented here we see that immunisation rates were actually improving until the new 86% – system was introduced. X They then became worse. 79% – Seeing this more detailed X 75 time based picture prompts a different response. % take-up Now what do you conclude about the impact of the new system? 50 24 Months 5 Run Charts Elements of a run chart A run chart shows a measurement on the y-axis plotted over time (on the x-axis). -

Medians and the Individuals Control Chart the Individuals Control Chart
Medians and the Individuals Control Chart The individuals control chart is used quite often to monitor processes. It can be used in almost all cases, so it makes the art of deciding which control chart to use extremely easy at times. Not sure? Use the individuals control chart. The individuals control chart is composed of two charts: the X chart where the individual values are plotted and the moving range (mR) chart where the range between consecutive values are plotted. The averages and control limits are also part of the charts. The average moving range (R̅) is used to calculate the control limits on the X chart. If the mR chart has a lot of out of control points, the average moving range will be inflated leading to wider control limits on the X chart. This can lead to missed signals (out of control points) on the X chart. Is there anything you can do when the mR chart has many out of control points to help miss fewer signals on the X chart? Yes, there is. One method is to use the median moving range. The median moving range is impacted much less by large moving range values than the average. Another option is to use the median of the X values in place of the overall average on the X chart. This publication explores using median values for the centerlines on the X and mR charts. We will start with a review of the individuals control chart. Then, the individuals control charts using median values is introduced. The charts look the same – the only difference is the location of the centerlines and control limits. -

Phase I and Phase II - Control Charts for the Variance and Generalized Variance
Phase I and Phase II - Control Charts for the Variance and Generalized Variance R. van Zyl1, A.J. van der Merwe2 1Quintiles International, [email protected] 2University of the Free State 1 Abstract By extending the results of Human, Chakraborti, and Smit(2010), Phase I control charts are derived for the generalized variance when the mean vector and covariance matrix of multivariate normally distributed data are unknown and estimated from m independent samples, each of size n. In Phase II predictive distributions based on a Bayesian approach are used to construct Shewart-type control limits for the variance and generalized variance. The posterior distribution is obtained by combining the likelihood (the observed data in Phase I) and the uncertainty of the unknown parameters via the prior distribution. By using the posterior distribution the unconditional predictive density functions are derived. Keywords: Shewart-type Control Charts, Variance, Generalized Variance, Phase I, Phase II, Predictive Density 1 Introduction Quality control is a process which is used to maintain the standards of products produced or services delivered. It is nowadays commonly accepted by most statisticians that statistical processes should be implemented in two phases: 1. Phase I where the primary interest is to assess process stability; and 2. Phase II where online monitoring of the process is done. Bayarri and Garcia-Donato(2005) gave the following reasons for recommending Bayesian analysis for the determining of control chart limits: • Control charts are based on future observations and Bayesian methods are very natural for prediction. • Uncertainty in the estimation of the unknown parameters are adequately handled. -
Introduction to Using Control Charts Brought to You by NICHQ
Introduction to Using Control Charts Brought to you by NICHQ Control Chart Purpose A control chart is a statistical tool that can help users identify variation and use that knowledge to inform the development of changes for improvement. Control charts provide a method to distinguish between the two types of causes of variation in a measure: Common Causes - those causes that are inherent in the system over time, affect everyone working in the system, and affect all outcomes of the system. Using your morning commute as an example, it may take between 35-45 minutes to commute to work each morning. It does not take exactly 40 minutes each morning because there is variation in common causes, such as the number of red lights or traffic volume. Special Causes - those causes that are not part of the system all the time or do not affect everyone, but arise because of specific circumstances. For example, it may take you 2 hours to get to work one morning because of a special cause, such as a major accident. Variation in data is expected and the type of variation that affects your system will inform your course of action for making improvements. A stable system, or one that is in a state of statistical control, is a system that has only common causes affecting the outcomes (common cause variation only). A stable system implies that the variation is predictable within statistically established limits, but does not imply that the system is performing well. An unstable system is a system with both common and special causes affecting the outcomes. -

Experimental Philosophy and Feminist Epistemology: Conflicts and Complements
City University of New York (CUNY) CUNY Academic Works All Dissertations, Theses, and Capstone Projects Dissertations, Theses, and Capstone Projects 9-2018 Experimental Philosophy and Feminist Epistemology: Conflicts and Complements Amanda Huminski The Graduate Center, City University of New York How does access to this work benefit ou?y Let us know! More information about this work at: https://academicworks.cuny.edu/gc_etds/2826 Discover additional works at: https://academicworks.cuny.edu This work is made publicly available by the City University of New York (CUNY). Contact: [email protected] EXPERIMENTAL PHILOSOPHY AND FEMINIST EPISTEMOLOGY: CONFLICTS AND COMPLEMENTS by AMANDA HUMINSKI A dissertation submitted to the Graduate Faculty in Philosophy in partial fulfillment of the requirements for the degree of Doctor of Philosophy, The City University of New York 2018 © 2018 AMANDA HUMINSKI All Rights Reserved ii Experimental Philosophy and Feminist Epistemology: Conflicts and Complements By Amanda Huminski This manuscript has been read and accepted for the Graduate Faculty in Philosophy in satisfaction of the dissertation requirement for the degree of Doctor of Philosophy. _______________________________ ________________________________________________ Date Linda Martín Alcoff Chair of Examining Committee _______________________________ ________________________________________________ Date Nickolas Pappas Executive Officer Supervisory Committee: Jesse Prinz Miranda Fricker THE CITY UNIVERSITY OF NEW YORK iii ABSTRACT Experimental Philosophy and Feminist Epistemology: Conflicts and Complements by Amanda Huminski Advisor: Jesse Prinz The recent turn toward experimental philosophy, particularly in ethics and epistemology, might appear to be supported by feminist epistemology, insofar as experimental philosophy signifies a break from the tradition of primarily white, middle-class men attempting to draw universal claims from within the limits of their own experience and research. -

Understanding Statistical Process Control (SPC) Charts Introduction
Understanding Statistical Process Control (SPC) Charts Introduction This guide is intended to provide an introduction to Statistic Process Control (SPC) charts. It can be used with the ‘AQuA SPC tool’ to produce, understand and interpret your own data. For guidance on using the tool see the ‘How to use the AQuA SPC Tool’ document. This introduction to SPC will cover: • Why SPC charts are useful • Understanding variation • The different types of SPC charts and when to use them • How to interpret SPC charts and what action should be subsequently taken 2 Why SPC charts are useful When used to visualise data, SPC techniques can be used to understand variation in a process and highlight areas that would benefit from further investigation. SPC techniques indicate areas of the process that could merit further investigation. However, it does not indicate that the process is right or wrong. SPC can help: • Recognise variation • Evaluate and improve the underlying process • Prove/disprove assumptions and (mis)conceptions • Help drive improvement • Use data to make predictions and help planning • Reduce data overload 3 Understanding variation In any process or system you will see variation (for example differences in output, outcome or quality) Variation in a process can occur from many difference sources, such as: • People - every person is different • Materials - each piece of material/item/tool is unique • Methods – doing things differently • Measurement - samples from certain areas etc can bias results • Environment - the effect of seasonality on admissions There are two types of variation that we are interested in when interpreting SPC charts - ‘common cause’ and ‘special cause’ variation. -

Verification and Validation in Computational Fluid Dynamics1
SAND2002 - 0529 Unlimited Release Printed March 2002 Verification and Validation in Computational Fluid Dynamics1 William L. Oberkampf Validation and Uncertainty Estimation Department Timothy G. Trucano Optimization and Uncertainty Estimation Department Sandia National Laboratories P. O. Box 5800 Albuquerque, New Mexico 87185 Abstract Verification and validation (V&V) are the primary means to assess accuracy and reliability in computational simulations. This paper presents an extensive review of the literature in V&V in computational fluid dynamics (CFD), discusses methods and procedures for assessing V&V, and develops a number of extensions to existing ideas. The review of the development of V&V terminology and methodology points out the contributions from members of the operations research, statistics, and CFD communities. Fundamental issues in V&V are addressed, such as code verification versus solution verification, model validation versus solution validation, the distinction between error and uncertainty, conceptual sources of error and uncertainty, and the relationship between validation and prediction. The fundamental strategy of verification is the identification and quantification of errors in the computational model and its solution. In verification activities, the accuracy of a computational solution is primarily measured relative to two types of highly accurate solutions: analytical solutions and highly accurate numerical solutions. Methods for determining the accuracy of numerical solutions are presented and the importance of software testing during verification activities is emphasized. The fundamental strategy of 1Accepted for publication in the review journal Progress in Aerospace Sciences. 3 validation is to assess how accurately the computational results compare with the experimental data, with quantified error and uncertainty estimates for both. -

Experimental and Quasi-Experimental Designs for Research
CHAPTER 5 Experimental and Quasi-Experimental Designs for Research l DONALD T. CAMPBELL Northwestern University JULIAN C. STANLEY Johns Hopkins University In this chapter we shall examine the validity (1960), Ferguson (1959), Johnson (1949), of 16 experimental designs against 12 com Johnson and Jackson (1959), Lindquist mon threats to valid inference. By experi (1953), McNemar (1962), and Winer ment we refer to that portion of research in (1962). (Also see Stanley, 19S7b.) which variables are manipulated and their effects upon other variables observed. It is well to distinguish the particular role of this PROBLEM AND chapter. It is not a chapter on experimental BACKGROUND design in the Fisher (1925, 1935) tradition, in which an experimenter having complete McCall as a Model mastery can schedule treatments and meas~ In 1923, W. A. McCall published a book urements for optimal statistical efficiency, entitled How to Experiment in Education. with complexity of design emerging only The present chapter aspires to achieve an up from that goal of efficiency. Insofar as the to-date representation of the interests and designs discussed in the present chapter be considerations of that book, and for this rea come complex, it is because of the intransi son will begin with an appreciation of it. gency of the environment: because, that is, In his preface McCall said: "There afe ex of the experimenter's lack of complete con cellent books and courses of instruction deal trol. While contact is made with the Fisher ing with the statistical manipulation of ex; tradition at several points, the exposition of perimental data, but there is little help to be that tradition is appropriately left to full found on the methods of securing adequate length presentations, such as the books by and proper data to which to apply statis Brownlee (1960), Cox (1958), Edwards tical procedure." This sentence remains true enough today to serve as the leitmotif of 1 The preparation of this chapter bas been supported this presentation also.