GMM 3&2 Chapters 11-15
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Tm 9-1005-237-23&P Supersedes Copy Dated 18 November
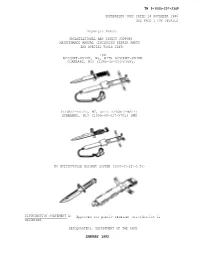
TM 9-1005-237-23&P SUPERSEDES COPY DATED 18 NOVEMBER 1986 SEE PAGE i FOR DETAILS TECHNICAL MANUAL ORGANIZATIONAL AND DIRECT SUPPORT MAINTENANCE MANUAL (INCLUDING REPAIR PARTS AND SPECIAL TOOLS LIST) FOR BAYONET-KNIFE, M6, WITH BAYONET-KNIFE SCABBARD, M10 (1095-00-014-0369), BAYONET-KNIFE, M7, WITH BAYONET-KNIFE SCABBARD, M10 (1095-00-017-9701) AND M9 MULTIPURPOSE BAYONET SYSTEM (1005-01-227-1739) DISTRIBUTION STATEMENT A: Approved for public release; distribution is unlimited. HEADQUARTERS, DEPARTMENT OF THE ARMY JANUARY 1993 TM 9-1005-237-23&P WARNING The bayonet blade is sharp. Handle with care. When utilizing the M9 Multipurpose Bayonet System as a wire cutter, be sure to keep hands/fingers away from blade. The M9 Multipurpose Bayonet System is not insulated against electric shock. Do not use it to cut live wires. Keep tip of blade pointed away from body at all times. To avoid injury while tightening tang, clamp blade in a padded jaw vice. Dry cleaning solvent (A-A-711) is flammable and should not be used near an open flame or in a smoking area. Use only in well-ventilated areas. This solvent evaporates quickly and has a drying effect on the skin. When used without gloves, it may irritate, inflame or cause cracks in the skin. When using solid film lubricant, be sure area is well ventilated. To avoid injury to your eyes, be careful when removing and installing spring-loaded parts. In the event of nuclear, biological or chemical (NBC) contamination, remove the sharpening stone of the M9 Multipurpose Bayonet System and discard prior to implementing decontamination procedures. -

The M19 and the M
March 10 Blue Press Section 2 1/13/10 12:33 PM Page 40 40 CLASSIC MILITARY RIFLES: The U.S. M14 Rifle “The M14 rifle was designed to replace the M1 Garand, the M1 Carbine, By John Marshall in the final T44 prototype. It retained the The U.S. M14 rifle, a product-improved select- rotating bolt, trigger mechanism and sights of the fire development of John Garand’s famous M1 rifle, M1, assuring easier transition to the new rifle by the M1918 Browning Automatic Rifle, was designed to replace the M1 Garand, the M1 those used to the M1. A slotted flash suppressor Carbine, the M1918 Browning automatic rifle, and was added to the lighter-weight barrel. A trip lever the M3 and M3A1 submachine guns. Adopted in was actuated by the operating rod when in full- r 1957, it failed in its full-auto mode, proving virtual- auto mode to release the hammer as the bolt w and the M3/M3A1 submachine guns.” ly uncontrollable, but when fired semiautomatical- closed as long as the trigger was depressed, and a ly, it showed itself to be as fine a full-power battle selector switch was employed on the right rear of t rifle as could be had. Although the M16 series of the receiver. The T44, after competition with other t 5.56mm rifles and carbines have become standard designs, including the T48 FN FAL, was adopted in t in our service, existing stocks of 7.62mm M14s are 1957 as the U.S. Rifle, 7.62mm, M14. -
Recon Reflections Issue 34.Pdf
Reconnaissance Company, Headquarters Battalion (Reinf), 1st Marine Division (Reinf) Fleet Marine Force Pacific 1st Reconnaissance Battalion, 1st Marine Division, Fleet Marine Force Pacific MORE THAN A HALF CENTURY COLLECTION OF HISTORY, TRIVIA, SEA STORIES, HALF-TRUTHS, SCUTTLEBUT AND WHITE LIES Issue #34 -"Take me to the Brig. I want to see the real Marines." -Lt General Lewis Burwell “Chesty” Puller- 1November 2012 HEADQUARTERS U.S. MARINE CORPS Washington, November 1, 1921 The following will be read to the command on the 10th of November, 1921, and hereafter on the 10th of November of every year. Should the order not be received by the 10th of November, 1921, it will be read upon receipt. (1) On November 10, 1775, a Corps of Marines was created by a resolution of Continental Congress. Since that date many thousand men have borne the name “Marine”. In memory of them it is fitting that we who are Marines should commemorate the birthday of our corps by calling to mind the glories of its long and illustrious history. (2) The record of our corps is one which will bear comparison with that of the most famous military organizations in the world’s history. During 90 of the 146 years of its existence the Marine Corps has been in action against the Nation’s foes. From the Battle of Trenton to the Argonne, Marines have won foremost honors in war, and is the long eras of tranquility at home, generation after generation of Marines have grown gray in war in both hemispheres and in every corner of the sev- en seas, that our country and its citizens might enjoy peace and security. -
M14 Rifle History and Development.Book
M14 Rifle History and Development Text Only Edition Lee Emerson Copyright 2009, 2010 by Lee Emerson All rights reserved. No part of this book may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, recording, or by any information storage and retrieval system, without permission in writing from the copyright owner. Front Cover: September 01, 1987 - Armed with a M14A1 rifle, a U. S. Navy Sea-Air-Land (SEAL) team member hides in the foliage at the edge of a river while providing cover for fellow team members during a tactical warfare training exercise. Photo by Journalist First Class Lynn Jenkins, U. S. Navy. Back Cover: Photo by the author. ii “Sincere and strong love is greatly gratified and delighted in the prosperity of the beloved object; and if the love be perfect, the greater the prosperity of the beloved is, the more is the lover pleased and delighted; for the prosperity of the beloved is, as it were, the food of love, and therefore the greater that prosperity, the more richly is love feasted.” – Jonathan Edwards, Heaven, A World of Charity Or Love, Northampton, England, 1738. This book is dedicated to those who love and to those who love liberty. iii iv Table of Contents Preface 9 Part 1: The Military M14 11 Introduction 11 Engineering Material 12 Engineering Definitions 12 AISI 4100 and 8600 Series Alloy Steels 15 M14 Rifle Preservation 17 M14 Rifle Lubrication 21 M14 Receiver Material 37 AISI 8620 Alloy Steel 40 How was the U. S. Government Issue M14 receiver made? 41 Receiver Heat Treatment 42 Development of Magnetic Particle Inspection 44 USGI Receiver Geometry 44 Intervening Rifle Models: M2 through M13 48 M14 Rifle Development Highlights 49 M14 Rifle Factory Inspection 59 M14 Production at Springfield Armory 60 M14 Production at Winchester 62 M14 Production at Harrington & Richardson 64 M14 Production at TRW 70 The TRW Mystique 71 Raritan Arsenal 74 Experimental Items for the USGI M14 Rifle 75 The Issue M14 Rifle 82 The M14 Rifle in Overhaul 89 M14 in Service with the U. -

The M14 Rifle, Officially the United States Rifle, 7.62 Mm, M14, Is an American Selective Fire Automatic Rifle That Fires 7.62×51Mm NATO (.308 In) Ammunition
The M14 rifle, officially the United States Rifle, 7.62 mm, M14, is an American selective fire automatic rifle that fires 7.62×51mm NATO (.308 in) ammunition. It gradually replaced the M1 Garand rifle in U.S. Army service by 1961 and in U.S. Marine Corps service by 1965. It was the standard issue infantry rifle for U.S. military personnel in the contiguous United States, Europe, and South Korea from 1959 until the M16 rifle began replacing it in 1964. The M14 was used for U.S. Army, Navy and Marine Corps basic and advanced individual training (AIT) from the mid-1960s to the early 1970s. The M14 was the last American battle rifle issued in quantity to U.S. military personnel. The rifle remains in limited service in all branches of the U.S. military as an accurized competition weapon, a ceremonial weapon by honor guards, color guards, drill teams, and ceremonial guards, and sniper rifle/designated marksman rifle. Civilians models in semi- automatic are used for hunting, plinking, target shooting and competitions including metallic silhouette, 3 gun and metal challenge. The M14 is the basis for the M21 and M25 sniper rifles which were largely replaced by the M24 Sniper Weapon System. A new variant of the M14, the Mk 14 Enhanced Battle Rifle has been in service since 2002. History Early development The M14 was developed from a long line of experimental weapons based upon the M1 rifle. Although the M1 was among the most advanced infantry rifles of the late 1930s, it was not an ideal weapon. -

Hunter's and Sportsman's Firearm Auction 03/07/2017 8:35 PM CST
Auction - Hunter's and Sportsman's Firearm Auction 03/07/2017 8:35 PM CST Lot Title/Description Lot Title/Description 0A Lots 46 and 46A are located at another location in Downtown Kansas 26 Ruger Old Army Black Powder Percussion Revolver, .45 Cal, SN# City. If you would like to preview these items please call us at 148-103547, 7.5" BBL, Nickel, Original Ruger Hard Case 816-361-2600 for more details. Pickup by appointment only. N/A Lots 46 and 46A are located at another location in Downtown Kansas 27 Ruger Super Blackhawk Old 3 Screw Model, 44 Mag, SN# 80-06022, City. If you would like to preview these items please call us at 7.5" BBL, Original Box 816-361-2600 for more details. Pickup by appointment only. N/A 1 Thompson Center Arms 25th Anniversary Contender Pistol, .22LR, SN# 28 Taurus PT-22 Pistol, .22 LR, SN# Z046596, Break Barrel, Magazine, 25-143, 10" Octagon Barrel, Includes .410 BBL, Limited Edition w Box Original Hard Case, Conceal and Carry and Ship Box N/A N/A 29 Iver Johnson Cadet Model 55-SA Revolver, .32 Cal, SN# B11359, 2 Colt Python 357 Revolver, .357 Magnum, SN# 86967E, 6" BBL, Nickel Original Box, Paperwork, Conceal and Carry Finish N/A N/A 30 Hi-Point Model C9 Pistol, 9mm Lugar, SN# P1303852, Original Box, 3 Sig Sauer 1911 RCS Custom Shop Pistol, .45 Cal. SN# 54A061158, 2 Paperwork, Ghost Ring Sight Included, Compact Polyframe Mags, Hard Case, Instructions N/A N/A 31 American Arms Model PK-22 Semi Automatic Pistol, .22 LR, SN# 4 Sig Sauer P232 SL Pistol, 9mm kurz/380, SN# S240476, Stainless, 2 001158, 8 Round Mag, Original -

2015 Auction Catalogue
1 Ammo-.577 Snider 9 rds, 4 x Mk IX, 1 x Mk 5, 2 x 19 Ammo .500 x 3" 4 loaded rounds HS, Bell 500 base Kynoch and 2 x CAC Mk plus 20 fired cases 2 Ammo-.577 & 450 Martini, 11 rounds, 40 drawn 20 Ammo, 10 x Eley pkts, 4 full, 2 GP and 2 Comet, 1 x brass, one orange patch, 6 foil case, one blue patch full 10g, 1 x full 14g, plus 4 empty 12g special trap, and 1 blank maximum and Schultz powder, all in wooden Eley ammo house Wgtn box 3 Ammo-54 Star Rimfires 21 Ammo, 1 x full pkt of 24g Eley London in steel 4 Ammo-14 Pin Fires, 3 x 12mm, 1 x 9mm, 7 x 7mm, 2 riveted pkt circa 1900, box and label in VG cond x 5mm and 1 x 2mm Blank 22 Ammo, 1 x pkt 12g Tisdalls Retriever Wellington, 5 Ammo-3 x Vietnam era small bomblets 1 3/4 long Christchurch, Hamilton and Auckland containing 25 plus 1 10 rd pkt of .303 blanks empty retriever cases, box and label in VG cond 6 Ammo, Military box of 64 x 9mm STEN cartridges 23 Ammo, 5 x 12g pkts, 4 x full Winchester, Canuck, plus 2 military pkts of 12 x .455 dated 1933 Hubertus, NZ cart club No.40 and 1 x empty Bisley shooting grounds 7 Lot - Wooden box marked "small arm ammo armor piercing Cal .30 M2 in cartons", plus SMLE chamber 24 Ammo, 2 x 12g Remington, 15 x rds Bisley empty, 1 cleaner and 3 small ammo pkts, 12 x .455, 12 x 380, x 8g,ICI mag Industrial solids, 2 x 16g Fiocchi and 20 x 9mm plus .577 Enfield paper cartridges nice old Clyde smokeless wrapped in contemporary newspaper 25 Ammo, 1 x pkt 12g Nobels Eley Ballistite 40 rds in a 8 Approx 210 rds of .30 m1 carbine ammo. -

Kramer Auction Service LLC 203 E. Blackhawk Ave. Prairie Du Chien, WI 53821
Kramer Auction Service LLC 203 E. Blackhawk Ave. Prairie du Chien, WI 53821 Phone: (608) 326-8108 Fax: 608-326-8987 April 15th 2017 Firearms Auction 4/15/2017 LOT # DESCRIPTION 1 2 Remington 475 count 22 Tins 30.00 - 50.00 2 Assorted Lot of 22 Ammo 150 rds of 22 Mag, 100 rds 22 LR & 100 rds 22 short 30.00 - 50.00 3 2 Vintage of Western Handgun Ammo includes: 25 ACP & 380 20.00 - 30.00 4 Vintage Box of Peterson 45 Colt Ammo 20.00 - 30.00 5 150 rds of Vintage 32 ACP Ammo 30.00 - 50.00 6 30 round Drum for 1911 45 Pistol 30.00 - 50.00 7 100 rds of Vintage 30 Carbine Ammo 30.00 - 40.00 8 Ammo lot of Super X 308, 30-06 & 30-40 Krag 40 rds 30-06, 20 rds of 308 cal. & 20 rds of 30-40 Krag 30.00 - 50.00 9 200 rds 32 S&W Long Ammo 20.00 - 40.00 10 New in Wrap Chinese AK47 Drum 100.00 - 200.00 11 NIB Marksman BB Pistol 12 Box of Small Soldier & Army Books including: Marine Corps score book. 50.00 - 150.00 13 Winchester Plaque & Large Wrench 20.00 - 40.00 14 Pair of Hand Carved Blue Bill Decoys Hen & Drake signed by Maynard Caine 15 Pair of Wooden Carved Ring Neck Decoys Hen & Drake signed by Maynard Caine 16 Winchester Box of Air Rifle Shot come w/full BB tubes. 25.00 - 75.00 17 Box lot of Military Manuals & Photographs 50.00 - 100.00 18 Wood Box of Winchester Air Rifle Shot plus targets & BB tins 25.00 - 50.00 Kramer Auction Service LLC Page: 2 April 15th 2017 Firearms Auction 4/15/2017 LOT # DESCRIPTION 19 3 US Military Belts Including Rare Flare Pistol USN belt 50.00 - 75.00 20 M1 Garand & Carbine Stock plus parts includes: M1 Garand milled trigger group & Winchester bolt 50.00 - 100.00 21 6 Vintage Sets of Colt Pistol Grips 50.00 - 100.00 22 Leather Black Powder Bag w/Knife 50.00 - 75.00 23 New Buck Ranger Folding Knife 20.00 - 30.00 24 6 Vintage Leather Holsters 75.00 - 100.00 25 3 Hard Cover Military Books Kursk Eastern Front & VW Vehicles of the Third Reich 25.00 - 50.00 26 7 Assorted German Books & Propaganda Magazines 100.00 - 200.00 27 Large Lot Nazi Police Papers, Documents Maps etc contains various Nazi & Police paperwork, documents, maps & related paper items. -

Redlands Antique Auction 1547 W. Park Ave Redlands, CA 92373 Phone: 909-798-1177 Fax: 909-335-2722
Redlands Antique Auction 1547 W. Park Ave Redlands, CA 92373 Phone: 909-798-1177 Fax: 909-335-2722 MILITARY AUCTION!!! 7/6/2021 LOT # LOT # 1 HUBERTUS ROSTFREI HUNTER KNIFE IN 9 WWII USN MK2 FIGHTING KNIFE WITH Ne SHEATH Ne SCABBARD STAG HANDLE HUNTERS KNIFE IN SHEATH. MINOR 12" L TOTAL / 7" L BLADE. TARNISHING TO GUARD. OVERALL GOOD CONDITION. 18" L TOTAL / 12 1/4" BLADE. 10 SWEDISH MAUSER BAYONET & SCABBARD Ne STAMPED E.J. A.B. WITH LOCKING SCABBARD. 18" L 2 US WWII USMC BOLO KNIFE IN SHEATH TOTAL / 13" L BLADE. Ne BRIDDELL MFG. CO. TARNISHING TO BLADE AND RIVETS ON HANDLE. SHEATH IS SLIGHTLY WORN. 11 P.D. LUNESCHLOS SOLINGEN GERMAN 16 1/2" L TOTAL / 11 1/4" L BLADE. Ne BAYONET WITH SCABBARD. SCABBARD DENTED. 19 3/4" L 3 WWI BOLO KNIFE IN SCABBARD TOTAL / 14 1/2" L BLADE. Ne MARKED PLUMB PHILA 1917. U.S. #59658. SCABBARD MARKED 1918 C.R.M. MINOR 12 U.S. BAYONET W/ U.S. M81A1 SCABBARD TARNISHING TO BLADE. 19 1/2" L TOTAL / 13 3/4" L Ne 11 1/2" L TOTAL / 6 5/8" L BLADE. BLADE. 13 PATTERN 1907 SWORD BAYONET 4 BOLO KNIFE WITH SCABBARD WITH Ne PATTERN 1907 (MARK 1). BRITISH BAYONET W/ Ne CANVAS COVER SCABBARD. 20 1/4" L TOTAL / 15 3/4" L BLADE. U.S. MODEL 1917. MARKED U.S. MOD. 1917 C.T. AND PLUMB ST. LOUIS. 1918. 14 3/4" L TOTAL / 10" L BLADE. 14 WINCHESTER 1895 Mo. RUSSIAN BAYONET & Ne SCABBARD MARKED ON GUARD. -

(Wellington Branch) Inc Presents an Auction of Historical Firearms and Mi
New Zealand Antique & Historical Arms Association (Wellington Branch) Inc ~ Registered Auctioneers ~ Presents an Auction of Historical Firearms and Militaria. Registration and viewing will be open from 4pm on Friday 15th July 2016 until 8.30pm and on Saturday 16th July 2016 from 7.00am until commencement of the Auction. The auction will start promptly at 9.00am. The Auction will continue until approximately 1000 lots have been reached on the Saturday and those attending are invited to remain at the conclusion and join the Branch for a Social hour with refreshments and a meal provided. The Auction will recommence again on Sunday 17th from 9am until conclusion. A complimentary continuous self service tea and coffee facility will be provided and light refreshments will also be available. Entry to the venue is strictly by catalogue and payment of a registration fee of $10. A Buyers Premium of 7.5% (plus GST on the 7.5% Premium amount) is payable for all purchases over and above the Hammer Price or Tender Price The organisers reserve the right to refuse admittance to any individual. Welcome to the 32nd Wellington Branch Auction. We are sure that somewhere within our catalogue you will find something of interest. Todd Foster, Licensed Auctioneer of Napier, will be conducting the auction on our behalf. All firearms and ammunition is sold through the License of a Licensed Firearms Dealer, on behalf of Wellington Branch. We are also offering by tender a large selection of collectable items that have not been included in the catalogue. These items will be available both for viewing and the placing of tenders during the Friday evening and through Saturday. -

Auction No. 115 August 26, 2017 Amoskeagaugust 26, 2017 - Sale No
SILENT AUCTION AUCTION NO. 115 AUGUST 26, 2017 TERMS AND CONDITIONS OF SALE GENERAL STATEMENTS • The Silent Auction is by absentee bidding only. Absentee bidders must register by filling out and signing an absentee bid sheet. • The highest bidder acknowledged by the auctioneer shall become the owner upon the fall of the hammer. The auctioneer has sole discretion in the case of a dispute among bidders. • Amoskeag Auction Company, Inc. has taken great care in the preparation of the descriptions in this catalog. Although we believe everything in the descriptions to be true, we do not guarantee any part of any description. We recommend that the bidders view the items in person and form their own opinions as to condition, originality, origin, etc. Amoskeag Auction Company, Inc. will consider all requests for refunds. If a customer is unhappy with a purchase we will be happy to discuss a remedy with them. • Amoskeag Auction Company, Inc. reserves the right to reject any bid in order to protect our consignors interests. • Bidding on any item in the sale indicates the bidder’s full acceptance and understanding of all terms and conditions of sale. PAYMENT POLICY • Amoskeag Auction Company, Inc. will accept cash, check, MasterCard, Visa, and American Express as payment for items purchased by those customers who attend the sale. Amoskeag Auction Company, Inc. reserves the right to demand cash or hold merchandise until funds are collected in full. There will be a $35.00 charge for all returned checks. • There will be a Buyer’s Premium of 17.5% added to all purchases. -

Beretta Shotguns Have Always Been Par- Ticularly Appealing
On The Cover: Accuracy International AWP By Barry Dueck Photo by Ichiro Nagata MAY 2002 Vol. 48, Number 05-569 40 FEATURES Workingman's Defensive Folders 20 BY R.K. CAMPBELL A sharp edge in the pocket beats a custom 1911 in the safe. Flying With Firearms Today 27 BY DAN PETERSON Yes, the atmosphere has changed, but the author says you can still travel with your guns. Through The Looking Glass 30 BY HOLT BODINSON This valuable shooter's tool will change the way you look at your firearms. 40 Sentimental Favorites 34 BY JOHN TAFFIN A good knife can be more than a mere working tool. The Philadelphia Pistol Reborn 20 36 BY BILL BALL Gunsmith Jack Brooks recreates the gentleman's pistol. Accuracy International's AWP 40 BY BARRY DUECK Start from a clean sheet to design a superior precision rifle, and this is what you get. Cutting Edge Cowboy 46 BY PAT COVERT A close look at the custom blades of Rob Simonich. Ed Brown's Ozark 702 49 BY DAVE ANDERSON A built-to-order rifle for those who demand the finest. DEPARTMENTS Beretta's Onyx And Whitewing 8Crossfire Letters to GUNS 52 BY DAVE ANDERSON Don't you deserve a superb quality and affordable over/under? 10 Rifleman Dave Anderson Remington Model Eight 36 BY TIMOTHY CASE This rifle was sleek and exciting when 14 Quartermaster Jim Gardner 56 introduced nine decades ago — it still is. 18 Handloader Charles E. Petty Rock River Arms Tactical Carbine 60 BY CHARLES E. PETTY A slick M4-type carbine from a 26 Shotgunner Holt Bodinson company known for quality.