Rockwell Hardness Measurement of Metallic Materials
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
5. Mechanical Properties and Performance of Materials
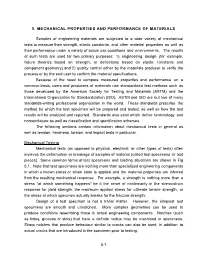
5. MECHANICAL PROPERTIES AND PERFORMANCE OF MATERIALS Samples of engineering materials are subjected to a wide variety of mechanical tests to measure their strength, elastic constants, and other material properties as well as their performance under a variety of actual use conditions and environments. The results of such tests are used for two primary purposes: 1) engineering design (for example, failure theories based on strength, or deflections based on elastic constants and component geometry) and 2) quality control either by the materials producer to verify the process or by the end user to confirm the material specifications. Because of the need to compare measured properties and performance on a common basis, users and producers of materials use standardized test methods such as those developed by the American Society for Testing and Materials (ASTM) and the International Organization for Standardization (ISO). ASTM and ISO are but two of many standards-writing professional organization in the world. These standards prescribe the method by which the test specimen will be prepared and tested, as well as how the test results will be analyzed and reported. Standards also exist which define terminology and nomenclature as well as classification and specification schemes. The following sections contain information about mechanical tests in general as well as tension, hardness, torsion, and impact tests in particular. Mechanical Testing Mechanical tests (as opposed to physical, electrical, or other types of tests) often involves the deformation or breakage of samples of material (called test specimens or test pieces). Some common forms of test specimens and loading situations are shown in Fig 5.1. -
Me 212 Laboratory Experiment #3 Hardness Testing And
ME 212 LABORATORY EXPERIMENT #3 HARDNESS TESTING AND AGE HARDENING 1. OBJECTIVE Our primary aim is to measure the Rockwell Hardness values of materials and estimate ultimate tensile strengths by the aid of conversion tables. We will also focus on age hardening, the info on which can be found in the last part of this experiment sheet. 2. HARDNESS TESTING THEORY Hardness is usually defined as the resistance of a material to plastic penetration of its surface. There are three main types of tests used to determine hardness: • Scratch tests are the simplest form of hardness tests. In this test, various materials are rated on their ability to scratch one another. Mohs hardness test is of this type. This test is used mainly in mineralogy. • In Dynamic Hardness tests, an object of standard mass and dimensions is bounced back from a surface after falling by its own weight. The height of the rebound is indicated. Shore hardness is measured by this method. • Static Indentation tests are based on the relation of indentation of the specimen by a penetrator under a given load. The relationship of total test force to the area or depth of indentation provides a measure of hardness. The Rockwell, Brinell, Knoop, Vickers, and ultrasonic hardness tests are of this type. For engineering purposes, mostly the static indentation tests are used. BRINELL HARDNESS TEST: This test consists of applying a constant load, usually between 500 and 3000 kgf for a specified time (10 to 30 s) using a 5 or 10-mm diameter hardened steel or tungsten carbide ball on the flat surface of a workpiece. -

Rockwell Hardness Measurement of Metallic Materials
NISI guide PUBLICATIONS ; AlllOb 222b5D Rockwell Hardness Measurement of Metallic Materials Samuel R. Low | ocS? ational Institute of andards and Technology ichnology Administration a. 2~ S. Department of Commerce I NIST Recommended Practice Guide Special Publication 960-5 Rockwell Hardness Measurement of Metallic Materials Samuel R. Low Materials Science and Engineering Laboratory January 2001 U.S. Department of Commerce Donald L. Evans, Secretary Technology Administration Karen H. Brown, Acting Under Secretary of Commerce for Technology National Institute of Standards and Technology Karen H. Brown, Acting Director Certain commercial entities, equipment, or materials may be identified in this document in order to describe an experimental procedure or concept adequately. Such identification is not intended to imply recommendation or endorsement by the National Institute of Standards and Technology, nor is it intended to imply that the entities, materials, or equipment are necessarily the best available for the purpose. National Institute of Standards and Technology Special Publication 960-5 Natl. Inst. Stand. Technol. Spec. Publ. 960-5 116 pages (January 2001) CODEN: NSPUE2 U.S. GOVERNMENT PRINTING OFFICE WASHINGTON: 2000 For sale by the Superintendent of Documents U.S. Government Printing Office Internet: bookstore.gpo.gov Phone: (202)512-1800 Fax: (202)512-2250 Mail: Stop S SOP, Washington, DC 20402-0001 FOREWORD The Rockwell hardness test continues to be applied as a tool for assessing the properties of a product while the tolerances on the acceptable material hardness have become tighter and tighter. Adhering to "good practice" procedures when performing Rockwell hardness measurements and calibrations is a beneficial step to reducing measurement errors. -

Image Processing Based Real Time Hardness Measurement of an Object
IMAGE PROCESSING BASED REAL TIME HARDNESS MEASUREMENT OF AN OBJECT A PROJECT REPORT SUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS FOR THE DEGREE OF BACHELOR OF TECHNOLOGY IN ELECTRICAL ENGINEERING By Snigdharup Banerjee(107EE036) & Sanaul Hoda(107EE048) Under the guidance of Prof. (Dr.) Dipti Patra Department of Electrical Engineering National Institute of Technology Rourkela-769008. Department of Electrical Engineering NATIONAL INSTITUTE OF TECHNOLOGY Rourkela-769008. Prof. (Dr.) Dipti Patra B.Sc. Engg.,M.E.(Electronics Circuit &Communication System) Ph.D (NIT, Rourkela) CERTIFICATE This is to certify that the project work entitled “Image Processing based real time hardness measurement of an object” submitted by Snigdharup Banerjee(107EE036) & Sanaul Hoda(107EE048), in partial fulfilment of the requirements of the award of Bachelor of Technology in the Department of Electrical Engineering at National Institute of Technology, Rourkela is an authentic work carried out by them under my supervision and guidance. To the best of my knowledge the matter embodied in this project work has not been submitted to any other University/Institute for award of any Degree/Diploma. (Prof. D. Patra) i ACKNOWLEDGEMENT On the submission of our project report of “Image Processing based real time hardness measurement of an object”, we would like to extend our gratitude & sincere thanks to our supervisor Prof.(Dr.)Dipti Patra,Department of Electrical Engineering for her constant motivation and support during the course of our work in the last one year. We truly appreciate and value her esteemed guidance and encouragement from the beginning to the end of this project work.We are indebted to her for having helped us shape the problem and providing insights towards the solution. -

Hardness Testing 03/2014 Eu
HARDNESS OVERVIEW 03/2014 © INNOVATEST Europe BV Edition: Hardness testing 03/2014 EU Changes in products and/or product specifications can Trademarks: emerge due to new technologies and continuous development. INNOVATEST®, INNOVATECH®, MASTERBLOCK®, IMPRESSIONS™ are trade names of INNOVATEST/ We reserve the right to change or modify specifications of INNOVATECH Group of Companies. products without prior notice. All other brands and trade names are the unconditional We recommend you to contact our sales office for up-to-date property of their respective owners. information. WWW.INNOVATEST-EUROPE.COM © All rights reserved 2 www.innovatest-europe.com Company information INNOVATEST® Group of companies With its foundation laying in the 19th century (1890) INNOVATEST® has a rock solid position in the market of materials testing instruments, optical measuring equipment and general testing instruments such as surface roughness, wall thickness, vibration, and other portable testing equipment. For the last 25 years, the owners have largely invested in the product tier Hardness Testing, while still keeping their focus on other product lines. Commitment Service and calibration With a wide range -, fit to any budget -, offering both We have confidence in our products. Therefore we offer a traditional and state-of-the-art testing instruments, limited guarantee of 2 years or longer on all our products. INNOVATEST® is one of the market leaders in hardness All products are supplied with a quality and guarantee testing solutions. certificate and a service passport. Our modern workshops and professional technical staff Committed to solve your testing problem and not just offer service on demand, at any time and at any selling products: location in the world. -

ENGINEERING HANDBOOK Steelmaking: Materials, Attributes, and Manufacturing Processes
ENGINEERING ENGINEERING World Class Master Manufacturing Non-Threaded Fasteners Distributor and Grease Fittings ENGINEERING A C M M A HANDBOOK B A K C C Y A HANDBOOK Steelmaking: Materials, Attributes, B K H and Manufacturing Processes A C B A A B C H B A A F Df C B C M PINS B A E A F S Max RETAINING RINGS G S Min L MACHINE BUSHINGS B D A BEARINGS A KEYSTOCK B X A MACHINE KEYS L A H SHAFTING/SHAFT COLLARS C TOOLS & ASSORTMENTS Y A B C L GREASE FITTINGS A SHIMS G www.huyett.com B E H E E B C D C A B X A B B C OD A ID ØA H T H Y A www.huyett.com PURVEYORS OF A WAY OF LIFE™ FROM THE OLD TIN SHED he Old Tin Shed houses the story of G.L. Huyett. According to newspaper accounts, a German immigrant named Guy Lamson Huyett bought the Thardware stock of the Globe Department Store in 1899 and moved it to a location on Main Street in Minneapolis, Kansas. He incorporated the business in 1906 which is the date that we trace to our founding over 100 years ago. From 1906 until 1994, the shed sheltered our Friendly people from We make your entire company. The shed was originally an old Kansas We Serve You! life easier! hotel that was hitched to a team of horses and answer our phones! dragged a quarter mile down South Concord over to his son, Louis, who was already a successful entrepreneur. -

Material Hardness
Material Hardness Table of Contents 1.WHAT IS HARDNESS? 2.HARDNESS MEASUREMENT 3.HARDNESS MEASUREMENT METHODS 3.1. Rockwell Hardness Test 3.2. Brinell Hardness Test 3.3. Vickers Hardness Test 3.4. Knoop hardness 3.5. Shore 3.6.Others 3.6.1. Mohs Hardness: 3.6.2. Barcol Hardness 4.HARDNESS OF ELECTRONIC PACKAGING MATERIALS: 5.COMPARISION OF HARDNESS MEASUREMENTS 6.HARDNESS MEASUREMENT EQUIPMENTS 7.RELATION OF HARDNESS TO OTHER MATERIAL PROPERTIES 8.REFERENCES 1. WHAT IS HARDNESS? The Metals Handbook defines hardness as "Resistance of metal to plastic deformation, usually by indentation. However, the term may also refer to stiffness or temper, or to resistance to scratching, abrasion, or cutting. It is the property of a metal, which gives it the ability to resist being permanently, deformed (bent, broken, or have its shape changed), when a load is applied. The greater the hardness of the metal, the greater resistance it has to deformation. In mineralogy the property of matter commonly described as the resistance of a substance to being scratched by another substance. In metallurgy hardness is defined as the ability of a material to resist plastic deformation. The dictionary of Metallurgy defines the indentation hardness as the resistance of a material to indentation. This is the usual type of hardness test, in which a pointed or rounded indenter is pressed into a surface under a substantially static load. 2. HARDNESS MEASUREMENT Hardness measurement can be defined as macro-, micro- or nano- scale according to the forces applied and displacements obtained [1]. Measurement of the macro-hardness of materials is a quick and simple method of obtaining mechanical property data for the bulk material from a small sample.