Biobutanol Production from Hexose and Pentose Sugars
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hexose Oxidase from Chondrus Crispus Expressed in Hansenula Polymorpha
Chemical and Technical Assessment 63rdJECFA Hexose Oxidase from Chondrus Crispus expressed in Hansenula Polymorpha CHEMICAL AND TECHNICAL ASSESSMENT (CTA) Prepared by Jim Smith and Zofia Olempska-Beer © FAO 2004 1 Summary Hexose oxidase (HOX) is an enzyme that catalyses the oxidation of C6-sugars to their corresponding lactones. A hexose oxidase enzyme produced from a nonpathogenic and nontoxigenic genetically engineered strain of the yeast Hansenula polymorpha has been developed for use in several food applications. It is encoded by the hexose oxidase gene from the red alga Chondrus crispus that is not known to be pathogenic or toxigenic. C. crispus has a long history of use in food in Asia and is a source of carrageenan used in food as a stabilizer. As this alga is not feasible as a production organism for HOX, Danisco has inserted the HOX gene into the yeast Hansenula polymorpha. The information about this enzyme is provided in a dossier submitted to JECFA by Danisco, Inc. (Danisco, 2003). Based on the hexose oxidase cDNA from C. crispus, a synthetic gene was constructed that is more suitable for expression in yeast. The synthetic gene encodes hexose oxidase with the same amino acid sequence as that of the native C. crispus enzyme. The synthetic gene was combined with regulatory sequences, promoter and terminator derived from H. polymorpha, and inserted into the well-known plasmid pBR322. The URA3 gene from Saccharomyces cerevisiae (Baker’s yeast) and the HARS1 sequence from H. polymorpha were also inserted into the plasmid. The URA3 gene serves as a selectable marker to identify cells containing the transformation vector. -
Analysis of Intact Glycosidic Aroma Precursors in Grapes by High-Performance Liquid Chromatography with a Diode Array Detector
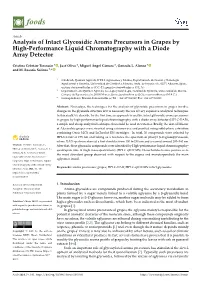
foods Article Analysis of Intact Glycosidic Aroma Precursors in Grapes by High-Performance Liquid Chromatography with a Diode Array Detector Cristina Cebrián-Tarancón 1 , José Oliva 2, Miguel Ángel Cámara 2, Gonzalo L. Alonso 1 and M. Rosario Salinas 1,* 1 Cátedra de Química Agrícola, E.T.S.I. Agrónomos y Montes, Departamento de Ciencia y Tecnología Agroforestal y Genética, Universidad de Castilla-La Mancha, Avda. de España s/n, 02071 Albacete, Spain; [email protected] (C.C.-T.); [email protected] (G.L.A.) 2 Departamento de Química Agrícola, Geología y Edafología, Facultad de Química, Universidad de Murcia, Campus de Espinardo s/n, 30100 Murcia, Spain; [email protected] (J.O.); [email protected] (M.Á.C.) * Correspondence: [email protected]; Tel.: +34-967-599210; Fax: +34-967-599238 Abstract: Nowadays, the techniques for the analysis of glycosidic precursors in grapes involve changes in the glycoside structure or it is necessary the use of very expensive analytical techniques. In this study, we describe for the first time an approach to analyse intact glycosidic aroma precursors in grapes by high-performance liquid chromatography with a diode array detector (HPLC-DAD), a simple and cheap analytical technique that could be used in wineries. Briefly, the skin of Muscat of Alexandria grapes was extracted using a microwave and purified using solid-phase extraction combining Oasis MCX and LiChrolut EN cartridges. In total, 20 compounds were selected by HPLC-DAD at 195 nm and taking as a reference the spectrum of phenyl β-D-glucopyranoside, whose DAD spectrum showed a first shoulder from 190 to 230 nm and a second around 200–360 nm. -

Carbohydrates: Structure and Function
CARBOHYDRATES: STRUCTURE AND FUNCTION Color index: . Very important . Extra Information. “ STOP SAYING I WISH, START SAYING I WILL” 435 Biochemistry Team *هذا العمل ﻻ يغني عن المصدر المذاكرة الرئيسي • The structure of carbohydrates of physiological significance. • The main role of carbohydrates in providing and storing of energy. • The structure and function of glycosaminoglycans. OBJECTIVES: 435 Biochemistry Team extra information that might help you 1-synovial fluid: - It is a viscous, non-Newtonian fluid found in the cavities of synovial joints. - the principal role of synovial fluid is to reduce friction between the articular cartilage of synovial joints during movement O 2- aldehyde = terminal carbonyl group (RCHO) R H 3- ketone = carbonyl group within (inside) the compound (RCOR’) 435 Biochemistry Team the most abundant organic molecules in nature (CH2O)n Carbohydrates Formula *hydrate of carbon* Function 1-provides important part of energy Diseases caused by disorders of in diet . 2-Acts as the storage form of energy carbohydrate metabolism in the body 3-structural component of cell membrane. 1-Diabetesmellitus. 2-Galactosemia. 3-Glycogen storage disease. 4-Lactoseintolerance. 435 Biochemistry Team Classification of carbohydrates monosaccharides disaccharides oligosaccharides polysaccharides simple sugar Two monosaccharides 3-10 sugar units units more than 10 sugar units Joining of 2 monosaccharides No. of carbon atoms Type of carbonyl by O-glycosidic bond: they contain group they contain - Maltose (α-1, 4)= glucose + glucose -Sucrose (α-1,2)= glucose + fructose - Lactose (β-1,4)= glucose+ galactose Homopolysaccharides Heteropolysaccharides Ketone or aldehyde Homo= same type of sugars Hetero= different types Ketose aldose of sugars branched unBranched -Example: - Contains: - Contains: Examples: aldehyde group glycosaminoglycans ketone group. -

Structural Features
1 Structural features As defined by the International Union of Pure and Applied Chemistry gly- cans are structures of multiple monosaccharides linked through glycosidic bonds. The terms sugar and saccharide are synonyms, depending on your preference for Arabic (“sukkar”) or Greek (“sakkēaron”). Saccharide is the root for monosaccha- rides (a single carbohydrate unit), oligosaccharides (3 to 20 units) and polysac- charides (large polymers of more than 20 units). Carbohydrates follow the basic formula (CH2O)N>2. Glycolaldehyde (CH2O)2 would be the simplest member of the family if molecules of two C-atoms were not excluded from the biochemical repertoire. Glycolaldehyde has been found in space in cosmic dust surrounding star-forming regions of the Milky Way galaxy. Glycolaldehyde is a precursor of several organic molecules. For example, reaction of glycolaldehyde with propenal, another interstellar molecule, yields ribose, a carbohydrate that is also the backbone of nucleic acids. Figure 1 – The Rho Ophiuchi star-forming region is shown in infrared light as captured by NASA’s Wide-field Infrared Explorer. Glycolaldehyde was identified in the gas surrounding the star-forming region IRAS 16293-2422, which is is the red object in the centre of the marked square. This star-forming region is 26’000 light-years away from Earth. Glycolaldehyde can react with propenal to form ribose. Image source: www.eso.org/public/images/eso1234a/ Beginning the count at three carbon atoms, glyceraldehyde and dihydroxy- acetone share the common chemical formula (CH2O)3 and represent the smallest carbohydrates. As their names imply, glyceraldehyde has an aldehyde group (at C1) and dihydoxyacetone a carbonyl group (at C2). -

406-3 Wood Sugars.Pdf
Wood Chemistry Wood Chemistry Wood Carbohydrates l Major Components Wood Chemistry » Hexoses – D-Glucose, D-Galactose, D-Mannose PSE 406/Chem E 470 » Pentoses – D-Xylose, L-Arabinose Lecture 3 » Uronic Acids Wood Sugars – D-glucuronic Acid, D Galacturonic Acid l Minor Components » 2 Deoxy Sugars – L-Rhamnose, L-Fucose PSE 406 - Lecture 3 1 PSE 406 - Lecture 3 2 Wood Chemistry Wood Sugars: L Arabinose Wood Chemistry Wood Sugars: D Xylose l Pentose (5 carbons) CHO l Pentose CHO l Of the big 5 wood sugars, l Xylose is the major constituent of H OH arabinose is the only one xylans (a class of hemicelluloses). H OH found in the L form. » 3-8% of softwoods HO H HO H l Arabinose is a minor wood » 15-25% of hardwoods sugar (0.5-1.5% of wood). HO H H OH CH OH 2 CH2OH PSE 406 - Lecture 3 3 PSE 406 - Lecture 3 4 1 1 Wood Chemistry Wood Sugars: D Mannose Wood Chemistry Wood Sugars: D Glucose CHO l Hexose (6 carbons) CHO l Hexose (6 carbons) l Glucose is the by far the most H OH l Mannose is the major HO H constituent of Mannans (a abundant wood monosaccharide (cellulose). A small amount can HO H class of hemicelluloses). HO H also be found in the » 7-13% of softwoods hemicelluloses (glucomannans) H OH » 1-4% of hardwoods H OH H OH H OH CH2OH CH2OH PSE 406 - Lecture 3 5 PSE 406 - Lecture 3 6 Wood Chemistry Wood Sugars: D Galactose Wood Chemistry Wood Sugars CHO CHO l Hexose (6 carbons) CHO H OH H OH l Galactose is a minor wood D Xylose L Arabinose HO H HO H monosaccharide found in H OH HO H H OH certain hemicelluloses CH2OH HO H CHO CH2OH CHO CHO » 1-6% of softwoods HO H H OH H OH » 1-1.5% of hardwoods HO H HO H HO H HO H HO H H OH H OH H OH H OH H OH H OH CH2OH CH2OH CH2OH CH2OH D Mannose D Glucose D Galactose PSE 406 - Lecture 3 7 PSE 406 - Lecture 3 8 2 2 Wood Chemistry Sugar Numbering System Wood Chemistry Uronic Acids CHO 1 CHO l Aldoses are numbered l Uronic acids are with the structure drawn HO H 2 polyhydroxy carboxylic H OH vertically starting from the aldehydes. -

2 Alternative Carbohydrate Reserves Used in the Daily Cycle of Crassulacean Acid Metabolism
2 Alternative Carbohydrate Reserves Used in the Daily Cycle of Crassulacean Acid Metabolism CC. BLACK, J.-Q. CHEN, ILL,. DOONG, M.N. AN(;EI.OV, illld S.J.S. SUN<; 2.1 Introduction Each day a massive interlocked biochemical cycle occurs in the Greta 1 issllcs of crassulacean acid metabolism plants. The function of this interlocked l,t::ee, in its simplest context, is to furnish most ofthe CO, for (‘AM plant photosynthesis. In addition, this diel (24 h) cycle produces the primary identifying marks of a ( ‘AM tissue through two ancillary cycles. One cycle involves a noctllrnal acitlific~ittiou and its loss the next day, while the second concerns the depletion of a carl>ohy- drate reserve at night and its replenishment the next day. Formally IIeniamiu Heyne (18 1s) is credited with writing, nearly two centuries ago, about I~IC “at,id as sorrel” taste of a succulent green plant at dawn and the “bland taste” causttcl by acidity loss later in the day. In fact, the exact origins of I hese observaliorls art‘ lost in antiquity, but certainly are referred to in Roman and Biblical wrilings The circumstantial cause of the acidity was postulated to be an organic acid aboul a century ago and the bland taste later was associated with starch; but ~hrse idr;ls were not plainly coupled together in theory nor quantitatively studietl lentil the late 1940s. Then, with the discovery of major portions of intermediary mr~al~- olism and the advent of additional quantitative biochemical procetlrlres. 111e nature of the daily reciprocal relation between the acid and the bland tastt* was recognized and measured quantitatively. -

The Role of Hexokinase and Hexose Transporters in Preferential Use of Glucose Over Fructose and Downstream Metabolic Pathways in the Yeast Yarrowia Lipolytica
International Journal of Molecular Sciences Article The Role of Hexokinase and Hexose Transporters in Preferential Use of Glucose over Fructose and Downstream Metabolic Pathways in the Yeast Yarrowia lipolytica Piotr Hapeta 1 , Patrycja Szczepa ´nska 1, Tadeusz Witkowski 1, Jean-Marc Nicaud 2 , Anne-Marie Crutz-Le Coq 2 and Zbigniew Lazar 1,* 1 Department of Biotechnology and Food Microbiology, Wrocław University of Environmental and Life Sciences, Chełmo´nskiegoStreet 37, 51-630 Wrocław, Poland; [email protected] (P.H.); [email protected] (P.S.); [email protected] (T.W.) 2 Université Paris-Saclay, INRAE, AgroParisTech, Micalis Institute, 78352 Jouy-en-Josas, France; [email protected] (J.-M.N.); [email protected] (A.-M.C.-L.C.) * Correspondence: [email protected] Abstract: The development of efficient bioprocesses requires inexpensive and renewable substrates. Molasses, a by-product of the sugar industry, contains mostly sucrose, a disaccharide composed of glucose and fructose, both easily absorbed by microorganisms. Yarrowia lipolytica, a platform for the production of various chemicals, can be engineered for sucrose utilization by heterologous invertase expression, yet the problem of preferential use of glucose over fructose remains, as fructose consumption begins only after glucose depletion what significantly extends the bioprocesses. We Citation: Hapeta, P.; Szczepa´nska,P.; investigated the role of hexose transporters and hexokinase (native and fructophilic) in this prefer- Witkowski, T.; Nicaud, J.-M.; ence. Analysis of growth profiles and kinetics of monosaccharide utilization has proven that the Crutz-Le Coq, A.-M.; Lazar, Z. The glucose preference in Y. -

REPORTS Two-Step Synthesis of Carbohydrates
R ESEARCH A RTICLES and Mgm1 have been demonstrated and in- additional evolutionary connection between 10. More information about Fzo1 is available at volve the outer membrane fusion protein Ugo1 DRPs and endosymbiotic organelles is that their http://db.yeastgenome.org/cgi-bin/SGD/homolog/ nrHomolog?locusϭYBR179C#summary. (7, 8). The exact nature of the interactions be- division also has evolved to require the action of 11. G. J. Praefcke, H. T. McMahon, Nature Rev. Mol. Cell tween Fzo1, Ugo1, and Mgm1 and their specif- a DRP (25). Biol. 5, 133 (2004). ic roles in mitochondrial fusion remain largely DRPs most commonly have been shown to 12. S. Frank et al., Dev. Cell 1, 515 (2001). unknown. However, Ugo1 functions as an function in membrane fission events, such as 13. M. Karbowski et al., J. Cell Biol. 159, 931 (2002). 14. M. Karbowski et al., J. Cell Biol. 164, 493 (2004). adaptor between Fzo1 and Mgm1 (18). Fzo1 mitochondrial and chloroplast division and en- 15. C. Alexander et al., Nature Genet. 26, 211 (2000). interactions with inner membrane components docytosis (26). However, the actions of two 16. C. Delettre et al., Nature Genet. 26, 207 (2000). may be required in a mechanical manner for the DRPs, Fzo1 on the outer membrane and Mgm1 17. S. Zuchner et al., Nature Genet. 36, 449 (2004). formation of regions of close inner and outer on the inner membrane, are required for mito- 18. H. Sesaki, R. E. Jensen, J. Biol. Chem. 279, 28298 (2004). 19. Materials and methods are available as supporting membrane contact within mitochondria. -
Fundamentals of Glycan Structure 1
Fundamentals of Glycan Structure 1 Learning Objectives How are glycans named? What are the different constituents of a glycan? How are these represented? Wha t conftiformations do sugar residues adtdopt in soltilution Why do glycan conformations matter? 2 Fundamentals of Glycan Structure CbhdCarbohydrate NlNomenclature Monosaccharides Structure Fisher Representation Cyclic Form Chair Form Mutarotation Monosaccharide Derivatives Reducing Sugars Uronic Acids Other Derivatives Monosaccharide Conformation Inter‐Glycosidic Bond Normal Sucrose Lactose Sequence Specificity and Recognition Branching 3 Carbohydrate Nomenclature The word ‘carbohydrate’ implies “hydrate of carbon” … Cn(H2O)m Glucose (a monosaccharide) C6H12O6 … C6(H2O)6 Sucrose (a disaccharide) C12H22O11 … C12(H2O)11 Cellulose (a polysaccharide) (C6H12O6)n… (C6(H2O)6)n Not all carbohydrates have this formula … some have nitrogen Glucosamine (glucose + amine) …. C6H13O5N… ‐NH2 at the 2‐position of glucose N‐acetyl galactosamine (galactose + amine + acetyl group) …. C8H15O6N … ‐ NHCOCH3 at the 2‐position of galactose Typical prefixes and suffixes used in naming carbohydrates Suffix = ‘‐ose’ & prefix = ‘tri‐’, ‘tetr‐’, ‘pent‐’, ‘hex‐’ Pentose (a five carbon monosaccharide) or hexose (a six carbon monosaccharide) Functional group types Monosaccharides with an aldehyde group are called aldoses … e.g., glyceraldehyde Those with a keto group are called ketoses … e.g., dihydroxyacetone 4 Monosaccharides Struc ture Have a general formula CnH2nOn and contain -

Hexose Permeation Pathways in Plasmodium Falciparum-Infected Erythrocytes
Hexose permeation pathways in Plasmodium falciparum-infected erythrocytes Charles J. Woodrow, Richard J. Burchmore, and Sanjeev Krishna* Department of Infectious Diseases, St. George’s Hospital Medical School, Cranmer Terrace, London SW17 ORE, United Kingdom Edited by David Weatherall, University of Oxford, Oxford, United Kingdom, and approved June 21, 2000 (received for review April 5, 2000) Plasmodium falciparum requires glucose as its energy source to with PfHT1. This approach has been simultaneously applied to multiply within erythrocytes but is separated from plasma by GLUT1 to allow direct comparison between parasite and mam- multiple membrane systems. The mechanism of delivery of sub- malian transporters. strates such as glucose to intraerythrocytic parasites is unclear. We A complementary strategy to elucidate PfHT1 substrate– have developed a system for robust functional expression in protein interactions is based on mutational analysis. This has Xenopus oocytes of the P. falciparum asexual stage hexose per- already provided detailed mechanistic information when applied mease, PfHT1, and have analyzed substrate specificities of PfHT1. to other members of the major facilitator superfamily (5). We Ϸ We show that PfHT1 (a high-affinity glucose transporter, Km 1.0 mutated a highly phylogenetically conserved residue in helix 5 of Ϸ mM) also transports fructose (Km 11.5 mM). Fructose can replace PfHT1 that has been intensively studied in homologues (6, 7). glucose as an energy source for intraerythrocytic parasites. PfHT1 These findings combined with previous studies demonstrate binds fructose in a furanose conformation and glucose in a pyr- topological conservation among hexose transporters but also anose form. Fructose transport by PfHT1 is ablated by mutation of confirm important mechanistic differences between phylo- a single glutamine residue, Q169, which is predicted to lie within genetically diverse organisms. -

Bacterial Metabolism of Pentose and Pentose Nucleosides Julius Marmur Iowa State College
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1951 Bacterial metabolism of pentose and pentose nucleosides Julius Marmur Iowa State College Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Microbiology Commons Recommended Citation Marmur, Julius, "Bacterial metabolism of pentose and pentose nucleosides " (1951). Retrospective Theses and Dissertations. 13643. https://lib.dr.iastate.edu/rtd/13643 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. BACTERIAL METABOLISM OF PENTOSE AND PENTOSE NUCLEOSIDES Julius Marraur A Dissertation Submitted to the Graduate Faculty in Partial Fulfillment of The Requirements for the Degree of DOCTOR OF PHILOSOPHY Major Subject: Physiological Bacteriology Approved: Signature was redacted for privacy. In Charge of Major l?ork Signature was redacted for privacy. Head of Major Department Signature was redacted for privacy. Dean of Graduate College Iowa State College 1951 UMI Number: DP12832 INFORMATION TO USERS The quality of this reproduction is dependent upon the quality of the copy submitted. Broken or indistinct print, colored or poor quality illustrations and photographs, print bleed-through, substandard margins, and improper alignment can adversely affect reproduction. In the unlikely event that the author did not send a complete manuscript and there are missing pages, these will be noted. Also, if unauthorized copyright material had to be removed, a note will indicate the deletion. -

Ose: an Editorial on Carbohydrate Nomenclature Neil P
Gly l of cob na io r lo u g o y J Price et al., J Glycobiol 2012, 1:2 Journal of Glycobiology DOI: 10.4172/2168-958X.1000e105 ISSN: 2168-958X Editorial Open Access The Name of the – ose: An Editorial on Carbohydrate Nomenclature Neil P. J. Price* National Center for Agricultural Utilization Research, U.S. Department of Agriculture, Agricultural Research Service, 1815 N. University St., Peoria, IL 61604, USA What’s in a name? The term ‘sugar’ is usually applied to the configuration of theD -aldopentose sugars. Perhaps I can suggest “Ribs monosaccharides, disaccharides, and lower oligosaccharides. Are X-rayed Last” for the series ribose, arabinose, xylose, lyxose, so Historically, sugars were often named after their source, for example, that they also conform to the above rules. grape sugar for glucose, cane sugar for saccharose (later called sucrose), Let’s just take the three most commonly occurring hexose sugars, wood sugar for xylose, and fruit sugar for fructose (fruchtzucker, glucose, galactose, and mannose. The IUPAC name for D-glucose is fructose). The term ‘carbohydrate’ (from the French ‘hydrate de (2R,3S,4R,5R)-6-(hydroxymethyl)tetrahydro-2H-pyran-2,3,4,5-tetrol, carbone’) was originally used only for monosaccharides, because although this is used only rarely. By this nomenclature, D-galactose is their composition can be expressed as C (H O) . Glucose was named n 2 n called (2R,3S,4S,5R)-6-(hydroxymethyl)tetrahydro-2H-pyran-2,3,4,5- in 1838, although much later than this Kekule suggested ‘dextrose’ tetrol and D-mannose is (2S,3S,4R,5R)-6-(hydroxymethyl)tetrahydro- because glucose is dextrorotatory.