Proposal of a Data Processing Guideline for Realizing Automatic Measurement Process with General Geometrical Tolerances and Contactless Laser Scanning
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Japanese Manufacturing Affiliates in Europe and Turkey
06-ORD 70H-002AA 7 Japanese Manufacturing Affiliates in Europe and Turkey - 2005 Survey - September 2006 Japan External Trade Organization (JETRO) Preface The survey on “Japanese manufacturing affiliates in Europe and Turkey” has been conducted 22 times since the first survey in 1983*. The latest survey, carried out from January 2006 to February 2006 targeting 16 countries in Western Europe, 8 countries in Central and Eastern Europe, and Turkey, focused on business trends and future prospects in each country, procurement of materials, production, sales, and management problems, effects of EU environmental regulations, etc. The survey revealed that as of the end of 2005 there were a total of 1,008 Japanese manufacturing affiliates operating in the surveyed region --- 818 in Western Europe, 174 in Central and Eastern Europe, and 16 in Turkey. Of this total, 291 affiliates --- 284 in Western Europe, 6 in Central and Eastern Europe, and 1 in Turkey --- also operate R & D or design centers. Also, the number of Japanese affiliates who operate only R & D or design centers in the surveyed region (no manufacturing operations) totaled 129 affiliates --- 125 in Western Europe and 4 in Central and Eastern Europe. In this survey we put emphasis on the effects of EU environmental regulations on Japanese manufacturing affiliates. We would like to express our great appreciation to the affiliates concerned for their kind cooperation, which have enabled us over the years to constantly improve the survey and report on the results. We hope that the affiliates and those who are interested in business development in Europe and/or Turkey will find this report useful. -

Defendants and Auto Parts List
Defendants and Parts List PARTS DEFENDANTS 1. Wire Harness American Furukawa, Inc. Asti Corporation Chiyoda Manufacturing Corporation Chiyoda USA Corporation Denso Corporation Denso International America Inc. Fujikura America, Inc. Fujikura Automotive America, LLC Fujikura Ltd. Furukawa Electric Co., Ltd. G.S. Electech, Inc. G.S. Wiring Systems Inc. G.S.W. Manufacturing Inc. K&S Wiring Systems, Inc. Kyungshin-Lear Sales And Engineering LLC Lear Corp. Leoni Wiring Systems, Inc. Leonische Holding, Inc. Mitsubishi Electric Automotive America, Inc. Mitsubishi Electric Corporation Mitsubishi Electric Us Holdings, Inc. Sumitomo Electric Industries, Ltd. Sumitomo Electric Wintec America, Inc. Sumitomo Electric Wiring Systems, Inc. Sumitomo Wiring Systems (U.S.A.) Inc. Sumitomo Wiring Systems, Ltd. S-Y Systems Technologies Europe GmbH Tokai Rika Co., Ltd. Tram, Inc. D/B/A Tokai Rika U.S.A. Inc. Yazaki Corp. Yazaki North America Inc. 2. Instrument Panel Clusters Continental Automotive Electronics LLC Continental Automotive Korea Ltd. Continental Automotive Systems, Inc. Denso Corp. Denso International America, Inc. New Sabina Industries, Inc. Nippon Seiki Co., Ltd. Ns International, Ltd. Yazaki Corporation Yazaki North America, Inc. Defendants and Parts List 3. Fuel Senders Denso Corporation Denso International America, Inc. Yazaki Corporation Yazaki North America, Inc. 4. Heater Control Panels Alps Automotive Inc. Alps Electric (North America), Inc. Alps Electric Co., Ltd Denso Corporation Denso International America, Inc. K&S Wiring Systems, Inc. Sumitomo Electric Industries, Ltd. Sumitomo Electric Wintec America, Inc. Sumitomo Electric Wiring Systems, Inc. Sumitomo Wiring Systems (U.S.A.) Inc. Sumitomo Wiring Systems, Ltd. Tokai Rika Co., Ltd. Tram, Inc. 5. Bearings Ab SKF JTEKT Corporation Koyo Corporation Of U.S.A. -

Dnx997xr Dnx697s Dnx577s
DNX997XR DNX697S DNX577S GPS NAVIGATION SYSTEM INSTRUCTION MANUAL • Updated information (the latest Instruction Manual, system updates, new functions, etc.) is available from <https://www.kenwood.com/cs/ce/>. • The Instruction manual is subject to change for modification of specifications and so forth. Be sure to download the latest edition of the Instruction manual for reference. <http://manual.kenwood.com/edition/im402/> Take the time to read through this instruction manual. Familiarity with installation and operation procedures will help you obtain the best performance from your new GPS Navigation System. For your records Record the serial number, found on the top of the unit, in the spaces designated on the warranty card, and in the space provided below. Refer to the model and serial numbers whenever you call upon your KENWOOD dealer for information or service on the product. Model DNX997XR / DNX697S / DNX577S Serial number US Residence Only Register Online Register your KENWOOD product at www.kenwood.com/usa/ © 2020 JVCKENWOOD Corporation IM402_ref_K_En_10 (K) Important Notice on Software JVCKENWOOD Corporation, the original (English) of the license is presented. Ñ Software License on This EULA Product The software embedded in this product Ñ Software License Agreement comprises a number of independent software JVCKENWOOD Corporation (hereinafter called components, each of which is copyrighted by “Licensor”) holds either the copyright to the JVCKENWOOD Corporation or by a third party. embedded software or the right to sublicense it. This product uses software components that This agreement establishes the conditions under are based on an End-User License Agreement which the customer uses this “Licensed Software.” (hereinafter called “EULA”) stipulated by The customer shall agree to the terms of this JVCKENWOOD Corporation and by third parties. -

JVC Car Stereos Features
KW-V420BT Multimedia Receiver featuring 7" WVGA Touch Panel / iDataLink Maestro Ready / Bluetooth / 13-Band EQ KW-V420BT Smartphone Integration Android™ Music Playback via USB (AUTO MODE/AUDIO MODE) Simply connect your Android smartphone or tablet to the receiver via USB and enjoy a totally "plug and play" music playback solution. The Android Open Accessory Protocol (AOA2) is supported so absolutely no preparation or set-up is necessary – just plug it in and it’s ready to play audio files stored on your Android device in what’s called "AUDIO MODE". Or, by installing the free JVC Music Play app* available on Google Play, you’ll be able to access "AUTO MODE" for added functionality including Folder Up & Down, and Search Artist/Album/Song. *JVC Music Play app iDataLink Maestro iDataLink Maestro – Advanced Vehicle Integration iDataLink Maestro RR (sold separately) enables to retain factory steering wheel audio controls & factory amplifier, and can even display the vehicle information (performance data, climate controls, battery voltage etc) on the JVC receiver. *Available features may vary depending on the vehicle. The iDataLink Maestro RR is sold separately by Automotive Data. Bluetooth® Wireless Technology iPhone® /Android™ Bluetooth Automatic Pairing Just connect your iPhone or Android device* via USB and the automatic Bluetooth pairing function will work to complete the pairing. No complicated manual procedure to worry about. 2 Phones Full-Time Connection You can connect two phones full time via Bluetooth, with secure and simple pairing. Calls to either phone can be received by a push of a key on the head unit. Bluetooth Voice Recognition Siri Eyes Free Mode for iPod/iPhone Allows access to the Siri voice-activated personal assistant while keeping your hands on the steering wheel and eyes on the road. -

Final 2014 Return Shares for Electronics Manufacturers Washington State Electronic Products Recycling Program 4/24/2014
Final 2014 Return Shares for Electronics Manufacturers Washington State Electronic Products Recycling Program 4/24/2014 The E-Cycle Washington program conducted 42 sampling events in 2013 gathering data on over 13,600 TVs, monitors and computers. That data was used to determine Return Share by manufacturer, summarized below. Identified Proportional Total Manufacturer Name Weight (lbs) Brands Return Orphan* Return Share (%) Share (%) Share (%) 605484 92.80937069 Sony Electronics, Inc. 66834 11.04 0.86 11.89 Panasonic Corporation of North America 54226 8.96 0.69 9.65 Philips Electronics 47779 7.89 0.61 8.50 Toshiba America Information Systems, Inc. 43922 7.25 0.56 7.82 Dell Computer Corp. 43199 7.13 0.55 7.69 Thomson, Inc. USA 43078 7.11 0.55 7.67 Hewlett Packard 26370 4.36 0.34 4.69 JVC Americas Corp. 25979 4.29 0.33 4.62 Sharp Electronics Corporation 20274 3.35 0.26 3.61 Acer America Corp. 19327 3.19 0.25 3.44 LG Electronics USA, Inc. 18656 3.08 0.24 3.32 Mitsubishi Electric Visual Solutions America, Inc. 17906 2.96 0.23 3.19 Osram Sylvania 15226 2.51 0.19 2.71 Samsung Electronics Co. 14872 2.46 0.19 2.65 Apple 14537 2.40 0.19 2.59 Hitachi America, LTD. Digital Media Division 11235 1.86 0.14 2.00 ViewSonic Corp. World HQ 9934 1.64 0.13 1.77 Emerson Radio Corp. 7163 1.18 0.09 1.27 General Electric Co. 5691 0.94 0.07 1.01 NEC Display Solutions 4833 0.80 0.06 0.86 TMAX Digital, Inc. -
Electronics System Coordinator
Electronics System Coordinator RYOSAN CO., LTD. CORPORATE PROFILE 2020 Since its founding, Ryosan has conducted corporate activities based on the strong conviction that “a corporation is a public institution.” This phrase means that corporations are founded in order to benefit society in both the present and the future. Corporations are allowed to exist only if they are needed by society. In other words, corporations lose their meaning when they are no longer needed by society. Ryosan will continue its corporate activities with this strong conviction and firm resolution. “A corporation is a public institution.” Ryosan keeps this phrase firmly in its heart as the Company moves forward into the future. Ryosan History ~1960 1970 1980 1990 2000 2010~ 1953 1974 1981 1996 2000 2012 Ryosan Denki Co., Ltd. is established Hong Kong Ryosan Limited is The company name is changed to Ryosan Technologies USA Inc. The head office is moved to the current Ryosan Europe GmbH is established. in Kanda-Suehirocho, Chiyoda-ku, established. Ryosan Co., Ltd. is established. Head Office Building. Tokyo. Consolidated net sales exceed 300 2014 1976 1982 1997 billion yen. Ryosan India Pvt. Ltd. is established. 1957 Singapore Ryosan Private Limited Consolidated net sales exceed Zhong Ling International Trading The Company is reorganized as is established. 100 billion yen. (Shanghai) Co.,Ltd. is established. 2001 2016 a stock company as Korea Ryosan Corporation and Ryosan Engineering Headquarters obtain Ryosan Denki Co., Ltd. 1979 1983 1999 (Thailand) Co.,Ltd. are established. ISO9001 certification. Ryotai Corporation is established. Stock is listed on the Second Section Kawasaki Comprehensive Business 1963 of the Tokyo Stock Exchange. -

FTSE Japan ESG Low Carbon Select
2 FTSE Russell Publications 19 August 2021 FTSE Japan ESG Low Carbon Select Indicative Index Weight Data as at Closing on 30 June 2021 Constituent Index weight (%) Country Constituent Index weight (%) Country Constituent Index weight (%) Country ABC-Mart 0.01 JAPAN Ebara 0.17 JAPAN JFE Holdings 0.04 JAPAN Acom 0.02 JAPAN Eisai 1.03 JAPAN JGC Corp 0.02 JAPAN Activia Properties 0.01 JAPAN Eneos Holdings 0.05 JAPAN JSR Corp 0.11 JAPAN Advance Residence Investment 0.01 JAPAN Ezaki Glico 0.01 JAPAN JTEKT 0.07 JAPAN Advantest Corp 0.53 JAPAN Fancl Corp 0.03 JAPAN Justsystems 0.01 JAPAN Aeon 0.61 JAPAN Fanuc 0.87 JAPAN Kagome 0.02 JAPAN AEON Financial Service 0.01 JAPAN Fast Retailing 3.13 JAPAN Kajima Corp 0.1 JAPAN Aeon Mall 0.01 JAPAN FP Corporation 0.04 JAPAN Kakaku.com Inc. 0.05 JAPAN AGC 0.06 JAPAN Fuji Electric 0.18 JAPAN Kaken Pharmaceutical 0.01 JAPAN Aica Kogyo 0.07 JAPAN Fuji Oil Holdings 0.01 JAPAN Kamigumi 0.01 JAPAN Ain Pharmaciez <0.005 JAPAN FUJIFILM Holdings 1.05 JAPAN Kaneka Corp 0.01 JAPAN Air Water 0.01 JAPAN Fujitsu 2.04 JAPAN Kansai Paint 0.05 JAPAN Aisin Seiki Co 0.31 JAPAN Fujitsu General 0.01 JAPAN Kao 1.38 JAPAN Ajinomoto Co 0.27 JAPAN Fukuoka Financial Group 0.01 JAPAN KDDI Corp 2.22 JAPAN Alfresa Holdings 0.01 JAPAN Fukuyama Transporting 0.01 JAPAN Keihan Holdings 0.02 JAPAN Alps Alpine 0.04 JAPAN Furukawa Electric 0.03 JAPAN Keikyu Corporation 0.02 JAPAN Amada 0.01 JAPAN Fuyo General Lease 0.08 JAPAN Keio Corp 0.04 JAPAN Amano Corp 0.01 JAPAN GLP J-REIT 0.02 JAPAN Keisei Electric Railway 0.03 JAPAN ANA Holdings 0.02 JAPAN GMO Internet 0.01 JAPAN Kenedix Office Investment Corporation 0.01 JAPAN Anritsu 0.15 JAPAN GMO Payment Gateway 0.01 JAPAN KEWPIE Corporation 0.03 JAPAN Aozora Bank 0.02 JAPAN Goldwin 0.01 JAPAN Keyence Corp 0.42 JAPAN As One 0.01 JAPAN GS Yuasa Corp 0.03 JAPAN Kikkoman 0.25 JAPAN Asahi Group Holdings 0.5 JAPAN GungHo Online Entertainment 0.01 JAPAN Kinden <0.005 JAPAN Asahi Intecc 0.01 JAPAN Gunma Bank 0.01 JAPAN Kintetsu 0.03 JAPAN Asahi Kasei Corporation 0.26 JAPAN H.U. -

Securities and Exchange Commission on June 27, 2013 SECURITIES and EXCHANGE COMMISSION Washington, D.C
As filed with the Securities and Exchange Commission on June 27, 2013 SECURITIES AND EXCHANGE COMMISSION Washington, D.C. 20549 FORM 20-F ‘ REGISTRATION STATEMENT PURSUANT TO SECTION 12(b) OR (g) OF THE SECURITIES EXCHANGE ACT OF 1934 OR È ANNUAL REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 For the fiscal year ended March 31, 2013 OR ‘ TRANSITION REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 ‘ SHELL COMPANY REPORT PURSUANT TO SECTION 13 OR 15(d) OF THE SECURITIES EXCHANGE ACT OF 1934 Date of event requiring this shell company report………. For the transition period from to Commission file number: 1-15236 KABUSHIKI KAISHA ADVANTEST (Exact name of registrant as specified in its charter) ADVANTEST CORPORATION (Translation of registrant’s name into English) Japan (Jurisdiction of incorporation or organization) Shin-Marunouchi Center Building 1-6-2, Marunouchi Chiyoda-ku Tokyo 100-0005 Japan (Address of principal executive offices) Hiroshi Nakamura, (81-3) 3214-7500, (81-3) 3214-7711, Shin-Marunouchi Center Building 1-6-2, Marunouchi Chiyoda-ku Tokyo 100-0005 Japan (Name, telephone, facsimile number and address of company contact person) Securities registered or to be registered pursuant to Section 12(b) of the Act: Title of each class: Name of each exchange on which registered: American Depositary Shares* The New York Stock Exchange Common Stock** * American Depositary Receipts evidence American Depositary Shares, each American Depositary Share representing one share of the registrant’s Common Stock. ** No par value. Not for trading, but only in connection with the registration of American Depositary Shares, pursuant to the requirements of the Securities and Exchange Commission. -

Case COMP/38.432 – Professional Videotape
COMMISSION OF THE EUROPEAN COMMUNITIES Brussels, 20.11.2007 C(2007)5469 final COMMISSION DECISION of 20 November 2007 relating to a proceeding under Article 81 of the EC Treaty and Article 53 of the EEA Agreement Case COMP/38.432 – Professional Videotape (ONLY THE ENGLISH TEXT IS AUTHENTIC) (Text with EEA relevance) EN EN TABLE OF CONTENTS 1. INTRODUCTION.................................................................................................. 6 2. THE INDUSTRY SUBJECT TO THE PROCEEDINGS .................................... 6 2.1. The product ............................................................................................................ 6 2.2. The undertakings subject to these proceedings..................................................... 6 2.2.1. Sony ......................................................................................................................... 6 2.2.2. Fuji .......................................................................................................................... 7 2.2.3. Maxell...................................................................................................................... 8 2.3. Description of the sector......................................................................................... 8 2.3.1. The supply................................................................................................................ 8 2.3.2. The demand............................................................................................................. -

INVESTORS GUIDE 2019 Osaka Office to Our Shareholders and Investors Fukuoka Sales Office Shinjuku Office Shinjuku Support Center Tachikawa Sales Office
TOKYO ELECTRON DEVICE LIMITED Securities code: 2760 Business Locations (As of July 1, 2019) Business Location Domestic Subsidiary Omiya Sales Office Matsumoto Sales Office Sendai Sales Office Tsukuba Sales Office Iwaki Sales Office Nagoya Sales Office Mito Sales Office Kyoto Sales Office INVESTORS GUIDE 2019 Osaka Office To Our Shareholders and Investors Fukuoka Sales Office Shinjuku Office Shinjuku Support Center Tachikawa Sales Office Engineering Center Headquarters (Yokohama) FAST CORPORATION (Yamato-city, Kanagawa prefecture) TOKYO ELECTRON DEVICE Mishima Sales Office NAGASAKI LTD. Hamamatsu Sales Office (Isahaya-city, Nagasaki prefecture) Business/Marketing location Overseas Design and development location Dalian Yokohama Ottawa Seoul Silicon Valley Shanghai Taipei Shenzhen Bangkok Wuxi Hong Kong Singapore Philippines Note on forward-looking statements This Investors Guide was prepared on July 1, 2019. Forward looking statements, including business strategies and business forecasts, were made by the Company’s management, based on information available at that time, and may be revised due to changes in the business environment. Therefore, please be advised that the Company cannot guarantee the accuracy or the reliability of the statements. For the latest information, please refer to our information releases or our website. Note also that product and service names remain the trademarks of their respective owners. Corporate Communications Dept. https://www.teldevice.co.jp World Headquarters Yokohama East Square, 1-4 Kinko-cho, Kanagawa-ku,Yokohama -
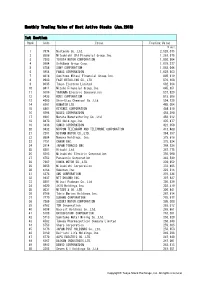
Monthly Trading Value of Most Active Stocks (Jan.2018) 1St Section
Monthly Trading Value of Most Active Stocks (Jan.2018) 1st Section Rank Code Issue Trading Value \ mil. 1 7974 Nintendo Co.,Ltd. 2,526,075 2 8306 Mitsubishi UFJ Financial Group,Inc. 1,261,575 3 7203 TOYOTA MOTOR CORPORATION 1,086,604 4 9984 SoftBank Group Corp. 1,079,377 5 6758 SONY CORPORATION 1,068,044 6 6954 FANUC CORPORATION 1,028,863 7 8316 Sumitomo Mitsui Financial Group,Inc. 895,619 8 9983 FAST RETAILING CO.,LTD. 870,168 9 8035 Tokyo Electron Limited 682,994 10 8411 Mizuho Financial Group,Inc. 645,951 11 6506 YASKAWA Electric Corporation 537,829 12 9433 KDDI CORPORATION 513,306 13 4063 Shin-Etsu Chemical Co.,Ltd. 504,120 14 6301 KOMATSU LTD. 485,054 15 6861 KEYENCE CORPORATION 484,810 16 6594 NIDEC CORPORATION 458,398 17 6981 Murata Manufacturing Co.,Ltd. 458,012 18 8473 SBI Holdings,Inc. 435,477 19 3436 SUMCO CORPORATION 423,058 20 9432 NIPPON TELEGRAPH AND TELEPHONE CORPORATION 413,468 21 7201 NISSAN MOTOR CO.,LTD. 394,197 22 8604 Nomura Holdings, Inc. 379,616 23 7751 CANON INC. 375,624 24 2914 JAPAN TOBACCO INC. 368,526 25 6501 Hitachi,Ltd. 367,775 26 6503 Mitsubishi Electric Corporation 350,098 27 6752 Panasonic Corporation 342,549 28 7267 HONDA MOTOR CO.,LTD. 339,952 29 8058 Mitsubishi Corporation 333,495 30 4755 Rakuten,Inc. 329,315 31 6273 SMC CORPORATION 315,134 32 9437 NTT DOCOMO,INC. 307,827 33 8801 Mitsui Fudosan Co.,Ltd. 305,639 34 5020 JXTG Holdings,Inc. -
Convocation Notice of the 76Th Ordinary General Meeting of Shareholders of Advantest Corporation (The “Company”)
(The following is an unofficial English translation of the Convocation Notice of the 76th Ordinary General Meeting of Shareholders of Advantest Corporation (the “Company”). The Company provides this translation for your reference and convenience only and without any warranty as to its accuracy or otherwise.) (Stock Code Number: 6857) CONVOCATION NOTICE OF THE 76th ORDINARY GENERAL MEETING OF SHAREHOLDERS Date and time: June 27, 2018 (Wednesday) at 10:00 a.m. (The reception desk will open at 9:10 a.m.) Place: Narimasu ACT Hall 3-11-3-405, Narimasu, Itabashi-ku, Tokyo Message to Shareholders To Our Shareholders We are pleased to send you this Convocation Notice for the 76th Ordinary General Meeting of Shareholders. In semiconductor-related markets, there was generally a slump in capex for semiconductors used in smartphones due to prolonged Chinese smartphone inventory adjustments. However, there was solid growth in demand for automotive semiconductors and sensors amid the development of advances in automotive electronics. Moreover, vigorous growth in demand for data center-related semiconductors continued, especially for 3D NAND flash memory and DRAM, causing memory semiconductor manufacturers to actively invest in expanding production capacity. In this business environment, the Company worked to capture demand for test equipment for memory semiconductors and automotive semiconductors, both of which have shown remarkable growth, as well as to boost sales of peripheral devices for semiconductor testing. The Company also took steps to increase production capacity in order to keep up with the steep increase in demand. As a result, orders received were ¥247.8 billion and net sales were ¥207.2 billion.