THE LANGUAGE of PARTICLE SIZE Rebecca Lea Wolfrom
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Comparison of Harmonic, Geometric and Arithmetic Means for Change Detection in SAR Time Series Guillaume Quin, Béatrice Pinel-Puysségur, Jean-Marie Nicolas
Comparison of Harmonic, Geometric and Arithmetic means for change detection in SAR time series Guillaume Quin, Béatrice Pinel-Puysségur, Jean-Marie Nicolas To cite this version: Guillaume Quin, Béatrice Pinel-Puysségur, Jean-Marie Nicolas. Comparison of Harmonic, Geometric and Arithmetic means for change detection in SAR time series. EUSAR. 9th European Conference on Synthetic Aperture Radar, 2012., Apr 2012, Germany. hal-00737524 HAL Id: hal-00737524 https://hal.archives-ouvertes.fr/hal-00737524 Submitted on 2 Oct 2012 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. EUSAR 2012 Comparison of Harmonic, Geometric and Arithmetic Means for Change Detection in SAR Time Series Guillaume Quin CEA, DAM, DIF, F-91297 Arpajon, France Béatrice Pinel-Puysségur CEA, DAM, DIF, F-91297 Arpajon, France Jean-Marie Nicolas Telecom ParisTech, CNRS LTCI, 75634 Paris Cedex 13, France Abstract The amplitude distribution in a SAR image can present a heavy tail. Indeed, very high–valued outliers can be observed. In this paper, we propose the usage of the Harmonic, Geometric and Arithmetic temporal means for amplitude statistical studies along time. In general, the arithmetic mean is used to compute the mean amplitude of time series. -

University of Cincinnati
UNIVERSITY OF CINCINNATI Date:___________________ I, _________________________________________________________, hereby submit this work as part of the requirements for the degree of: in: It is entitled: This work and its defense approved by: Chair: _______________________________ _______________________________ _______________________________ _______________________________ _______________________________ Gibbs Sampling and Expectation Maximization Methods for Estimation of Censored Values from Correlated Multivariate Distributions A dissertation submitted to the Division of Research and Advanced Studies of the University of Cincinnati in partial ful…llment of the requirements for the degree of DOCTORATE OF PHILOSOPHY (Ph.D.) in the Department of Mathematical Sciences of the McMicken College of Arts and Sciences May 2008 by Tina D. Hunter B.S. Industrial and Systems Engineering The Ohio State University, Columbus, Ohio, 1984 M.S. Aerospace Engineering University of Cincinnati, Cincinnati, Ohio, 1989 M.S. Statistics University of Cincinnati, Cincinnati, Ohio, 2003 Committee Chair: Dr. Siva Sivaganesan Abstract Statisticians are often called upon to analyze censored data. Environmental and toxicological data is often left-censored due to reporting practices for mea- surements that are below a statistically de…ned detection limit. Although there is an abundance of literature on univariate methods for analyzing this type of data, a great need still exists for multivariate methods that take into account possible correlation amongst variables. Two methods are developed here for that purpose. One is a Markov Chain Monte Carlo method that uses a Gibbs sampler to es- timate censored data values as well as distributional and regression parameters. The second is an expectation maximization (EM) algorithm that solves for the distributional parameters that maximize the complete likelihood function in the presence of censored data. -

A Guidebook to Particle Size Analysis Table of Contents
A GUIDEBOOK TO PARTICLE SIZE ANALYSIS TABLE OF CONTENTS 1 Why is particle size important? Which size to measure 3 Understanding and interpreting particle size distribution calculations Central values: mean, median, mode Distribution widths Technique dependence Laser diffraction Dynamic light scattering Image analysis 8 Particle size result interpretation: number vs. volume distributions Transforming results 10 Setting particle size specifications Distribution basis Distribution points Including a mean value X vs.Y axis Testing reproducibility Including the error Setting specifications for various analysis techniques Particle Size Analysis Techniques 15 LA-960 laser diffraction technique The importance of optical model Building a state of the art laser diffraction analyzer 18 LA-350 laser diffraction technique Compact optical bench and circulation pump in one system 19 ViewSizer 3000 nanotracking analysis A Breakthrough in nanoparticle tracking analysis 20 SZ-100 dynamic light scattering technique Calculating particle size Zeta Potential Molecular weight 25 PSA300 image analysis techniques Static image analysis Dynamic image analysis 27 Dynamic range of the HORIBA particle characterization systems 27 Selecting a particle size analyzer When to choose laser diffraction When to choose dynamic light scattering When to choose image analysis 31 References Why is particle size important? Particle size influences many properties of particulate materials and is a valuable indicator of quality and performance. This is true for powders, Particle size is critical within suspensions, emulsions, and aerosols. The size and shape of powders influences a vast number of industries. flow and compaction properties. Larger, more spherical particles will typically flow For example, it determines: more easily than smaller or high aspect ratio particles. -
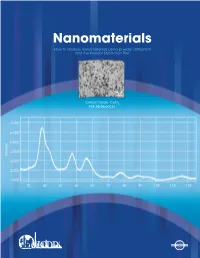
Nanomaterials How to Analyze Nanomaterials Using Powder Diffraction and the Powder Diffraction File™
Nanomaterials How to analyze nanomaterials using powder diffraction and the Powder Diffraction File™ Cerium Oxide CeO2 PDF 00-064-0737 7,000 6,000 5,000 4,000 Intensity 3,000 2,000 1,000 20 30 40 50 60 70 80 90 100 110 120 Nanomaterials Table of Contents Materials with new and incredible properties are being produced around the world by controlled design at the atomic and molecular level. These nanomaterials are typically About the Powder Diffraction File ......... 1 produced in the 1-100 nm size scale, and with this small size they have tremendous About Powder Diffraction ...................... 1 surface area and corresponding relative percent levels of surface atoms. Both the size and available (reactive) surface area can contribute to unique physical properties, Analysis Tools for Nanomaterials .......... 1 such as optical transparency, high dissolution rate, and enormous strength. Crystallite Size and Particle Size ������������ 2 In this Technical Bulletin, we are primarily focused on the use of structural simulations XRPD Pattern for NaCI – An Example .... 2 in order to examine the approximate crystallite size and molecular orientation in nanomaterials. The emphasis will be on X-ray analysis of nanomaterials. However, Total Pattern Analysis and the �������������� 3 Powder Diffraction File electrons and neutrons can have similar wavelengths as X-rays, and all of the X-ray methods described have analogs with neutron and electron diffraction. The use of Pair Distribution Function Analysis ........ 3 simulations allows one to study any nanomaterials that have a known atomic and Amorphous Materials ............................ 4 molecular structure or one can use a characteristic and reproducible experimental diffraction pattern. -

A Comparative Study of Particle Size Distribution of Graphene Nanosheets Synthesized by an Ultrasound-Assisted Method
nanomaterials Article A Comparative Study of Particle Size Distribution of Graphene Nanosheets Synthesized by an Ultrasound-Assisted Method Juan Amaro-Gahete 1,† , Almudena Benítez 2,† , Rocío Otero 2, Dolores Esquivel 1 , César Jiménez-Sanchidrián 1, Julián Morales 2, Álvaro Caballero 2,* and Francisco J. Romero-Salguero 1,* 1 Departamento de Química Orgánica, Instituto Universitario de Investigación en Química Fina y Nanoquímica, Facultad de Ciencias, Universidad de Córdoba, 14071 Córdoba, Spain; [email protected] (J.A.-G.); [email protected] (D.E.); [email protected] (C.J.-S.) 2 Departamento de Química Inorgánica e Ingeniería Química, Instituto Universitario de Investigación en Química Fina y Nanoquímica, Facultad de Ciencias, Universidad de Córdoba, 14071 Córdoba, Spain; [email protected] (A.B.); [email protected] (R.O.); [email protected] (J.M.) * Correspondence: [email protected] (A.C.); [email protected] (F.J.R.-S.); Tel.: +34-957-218620 (A.C.) † These authors contributed equally to this work. Received: 24 December 2018; Accepted: 23 January 2019; Published: 26 January 2019 Abstract: Graphene-based materials are highly interesting in virtue of their excellent chemical, physical and mechanical properties that make them extremely useful as privileged materials in different industrial applications. Sonochemical methods allow the production of low-defect graphene materials, which are preferred for certain uses. Graphene nanosheets (GNS) have been prepared by exfoliation of a commercial micrographite (MG) using an ultrasound probe. Both materials were characterized by common techniques such as X-ray diffraction (XRD), Transmission Electronic Microscopy (TEM), Raman spectroscopy and X-ray photoelectron spectroscopy (XPS). All of them revealed the formation of exfoliated graphene nanosheets with similar surface characteristics to the pristine graphite but with a decreased crystallite size and number of layers. -

Incorporating a Geometric Mean Formula Into The
Calculating the CPI Incorporating a geometric mean formula into the CPI Beginning in January 1999, a new geometric mean formula will replace the current Laspeyres formula in calculating most basic components of the Consumer Price Index; the new formula will better account for the economic substitution behavior of consumers 2 Kenneth V. Dalton, his article describes an important improve- bias” in the CPI. This upward bias was a techni- John S. Greenlees, ment in the calculation of the Consumer cal problem that tied the weight of a CPI sample and TPrice Index (CPI). The Bureau of Labor Sta- item to its expected price change. The flaw was Kenneth J. Stewart tistics plans to use a new geometric mean for- effectively eliminated by changes to the CPI mula for calculating most of the basic compo- sample rotation and substitution procedures and nents of the Consumer Price Index for all Urban to the functional form used to calculate changes Consumers (CPI-U) and the Consumer Price In- in the cost of shelter for homeowners. In 1997, a dex for Urban Wage Earners and Clerical Work- new approach to the measurement of consumer ers (CPI-W). This change will become effective prices for hospital services was introduced.3 Pric- with data for January 1999.1 ing procedures were revised, from pricing indi- The geometric mean formula will be used in vidual items (such as a unit of blood or a hospi- index categories that make up approximately 61 tal inpatient day) to pricing the combined sets of percent of total consumer spending represented goods and services provided on selected patient by the CPI-U. -

Wavelet Operators and Multiplicative Observation Models
Wavelet Operators and Multiplicative Observation Models - Application to Change-Enhanced Regularization of SAR Image Time Series Abdourrahmane Atto, Emmanuel Trouvé, Jean-Marie Nicolas, Thu Trang Le To cite this version: Abdourrahmane Atto, Emmanuel Trouvé, Jean-Marie Nicolas, Thu Trang Le. Wavelet Operators and Multiplicative Observation Models - Application to Change-Enhanced Regularization of SAR Image Time Series. 2016. hal-00950823v3 HAL Id: hal-00950823 https://hal.archives-ouvertes.fr/hal-00950823v3 Preprint submitted on 26 Jan 2016 HAL is a multi-disciplinary open access L’archive ouverte pluridisciplinaire HAL, est archive for the deposit and dissemination of sci- destinée au dépôt et à la diffusion de documents entific research documents, whether they are pub- scientifiques de niveau recherche, publiés ou non, lished or not. The documents may come from émanant des établissements d’enseignement et de teaching and research institutions in France or recherche français ou étrangers, des laboratoires abroad, or from public or private research centers. publics ou privés. 1 Wavelet Operators and Multiplicative Observation Models - Application to Change-Enhanced Regularization of SAR Image Time Series Abdourrahmane M. Atto1;∗, Emmanuel Trouve1, Jean-Marie Nicolas2, Thu-Trang Le^1 Abstract|This paper first provides statistical prop- I. Introduction - Motivation erties of wavelet operators when the observation model IGHLY resolved data such as Synthetic Aperture can be seen as the product of a deterministic piece- Radar (SAR) image time series issued from new wise regular function (signal) and a stationary random H field (noise). This multiplicative observation model is generation sensors show minute details. Indeed, the evo- analyzed in two standard frameworks by considering lution of SAR imaging systems is such that in less than 2 either (1) a direct wavelet transform of the model decades: or (2) a log-transform of the model prior to wavelet • high resolution sensors can achieve metric resolution, decomposition. -

Download (14Mb)
A Thesis Submitted for the Degree of PhD at the University of Warwick Permanent WRAP URL: http://wrap.warwick.ac.uk/125819 Copyright and reuse: This thesis is made available online and is protected by original copyright. Please scroll down to view the document itself. Please refer to the repository record for this item for information to help you to cite it. Our policy information is available from the repository home page. For more information, please contact the WRAP Team at: [email protected] warwick.ac.uk/lib-publications Anisotropic Colloids: from Synthesis to Transport Phenomena by Brooke W. Longbottom Thesis Submitted to the University of Warwick for the degree of Doctor of Philosophy Department of Chemistry December 2018 Contents List of Tables v List of Figures vi Acknowledgments ix Declarations x Publications List xi Abstract xii Abbreviations xiii Chapter 1 Introduction 1 1.1 Colloids: a general introduction . 1 1.2 Transport of microscopic objects – Brownian motion and beyond . 2 1.2.1 Motion by external gradient fields . 4 1.2.2 Overcoming Brownian motion: propulsion and the requirement of symmetrybreaking............................ 7 1.3 Design & synthesis of self-phoretic anisotropic colloids . 10 1.4 Methods to analyse colloid dynamics . 13 1.4.1 2D particle tracking . 14 1.4.2 Trajectory analysis . 19 1.5 Thesisoutline................................... 24 Chapter 2 Roughening up Polymer Microspheres and their Brownian Mo- tion 32 2.1 Introduction.................................... 33 2.2 Results&Discussion............................... 38 2.2.1 Fabrication and characterization of ‘rough’ microparticles . 38 i 2.2.2 Quantifying particle surface roughness by image analysis . -

“Mean”? a Review of Interpreting and Calculating Different Types of Means and Standard Deviations
pharmaceutics Review What Does It “Mean”? A Review of Interpreting and Calculating Different Types of Means and Standard Deviations Marilyn N. Martinez 1,* and Mary J. Bartholomew 2 1 Office of New Animal Drug Evaluation, Center for Veterinary Medicine, US FDA, Rockville, MD 20855, USA 2 Office of Surveillance and Compliance, Center for Veterinary Medicine, US FDA, Rockville, MD 20855, USA; [email protected] * Correspondence: [email protected]; Tel.: +1-240-3-402-0635 Academic Editors: Arlene McDowell and Neal Davies Received: 17 January 2017; Accepted: 5 April 2017; Published: 13 April 2017 Abstract: Typically, investigations are conducted with the goal of generating inferences about a population (humans or animal). Since it is not feasible to evaluate the entire population, the study is conducted using a randomly selected subset of that population. With the goal of using the results generated from that sample to provide inferences about the true population, it is important to consider the properties of the population distribution and how well they are represented by the sample (the subset of values). Consistent with that study objective, it is necessary to identify and use the most appropriate set of summary statistics to describe the study results. Inherent in that choice is the need to identify the specific question being asked and the assumptions associated with the data analysis. The estimate of a “mean” value is an example of a summary statistic that is sometimes reported without adequate consideration as to its implications or the underlying assumptions associated with the data being evaluated. When ignoring these critical considerations, the method of calculating the variance may be inconsistent with the type of mean being reported. -

Particle Size Analysis of 99Mtc-Labeled and Unlabeled Antimony Trisulfide and Rhenium Sulfide Colloids Intended for Lymphoscintigraphic Application
Particle Size Analysis of 99mTc-Labeled and Unlabeled Antimony Trisulfide and Rhenium Sulfide Colloids Intended for Lymphoscintigraphic Application Chris Tsopelas RAH Radiopharmacy, Nuclear Medicine Department, Royal Adelaide Hospital, Adelaide, Australia nature allows them to be retained by the lymph nodes (8,9) Colloidal particle size is an important characteristic to consider by a phagocytic mechanism, yet the rate of colloid transport when choosing a radiopharmaceutical for mapping sentinel through the lymphatic channels is directly related to their nodes in lymphoscintigraphy. Methods: Photon correlation particle size (10). Particles smaller than 4–5 nm have been spectroscopy (PCS) and transmission electron microscopy reported to penetrate capillary membranes and therefore (TEM) were used to determine the particle size of antimony may be unavailable to migrate through the lymphatic chan- trisulfide and rhenium sulfide colloids, and membrane filtration (MF) was used to determine the radioactive particle size distri- nel. In contrast, larger particles (ϳ500 nm) clear very bution of the corresponding 99mTc-labeled colloids. Results: slowly from the interstitial space and accumulate poorly in Antimony trisulfide was found to have a diameter of 9.3 Ϯ 3.6 the lymph nodes (11) or are trapped in the first node of a nm by TEM and 18.7 Ϯ 0.2 nm by PCS. Rhenium sulfide colloid lymphatic chain so that the extent of nodal drainage in was found to exist as an essentially trimodal sample with a contiguous areas cannot always be discerned (5). After dv(max1) of 40.3 nm, a dv(max2) of 438.6 nm, and a dv of 650–2200 injection, the radiocolloid travels to the sentinel node 99m nm, where dv is volume diameter. -

Tsi Knows Nanoparticle Measurement
TSI KNOWS NANOPARTICLE MEASUREMENT NANO INSTRUMENTATION UNDERSTANDING, ACCELERATED AEROSOL SCIENCE MEETS NANOTECHNOLOGY TSI CAN HELP YOU NAVIGATE THROUGH NANOTECHNOLOGY Our Instruments are Used by Scientists Throughout a Nanoparticle’s Life Cycle. Research and Development Health Effects–Inhalation Toxicology On-line characterization tools help researchers shorten Researchers worldwide use TSI instrumentation to generate R&D timelines. Precision nanoparticle generation challenge aerosol for subjects, quantify dose, instrumentation can produce higher quality products. and determine inhaled portion of nanoparticles. Manufacturing Process Monitoring Nanoparticle Exposure and Risk Nanoparticles are expensive. Don’t wait for costly Assess the workplace for nanoparticle emissions and off line techniques to determine if your process is locate nanoparticle sources. Select and validate engineering out of control. controls and other corrective actions to reduce worker exposure and risk. Provide adequate worker protection. 2 AEROSOL SCIENCE MEETS NANOTECHNOLOGY What Is a Nanoparticle? Types of Nanoparticles A nanoparticle is typically defined as a particle which has at Nanoparticles are made from a wide variety of materials and are least one dimension less than 100 nanometers (nm) in size. routinely used in medicine, consumer products, electronics, fuels, power systems, and as catalysts. Below are a few examples of Why Nano? nanoparticle types and applied uses: The answer is simple: better material properties. Nanomaterials have novel electrical, -

NIST Recommended Practice Guide : Particle Size Characterization
NATL INST. OF, STAND & TECH r NIST guide PUBLICATIONS AlllOb 222311 ^HHHIHHHBHHHHHHHHBHI ° Particle Size ^ Characterization Ajit Jillavenkatesa Stanley J. Dapkunas Lin-Sien H. Lum Nisr National Institute of Specidl Standards and Technology Publication Technology Administration U.S. Department of Commerce 960 - 1 NIST Recommended Practice Gu Special Publication 960-1 Particle Size Characterization Ajit Jillavenkatesa Stanley J. Dapkunas Lin-Sien H. Lum Materials Science and Engineering Laboratory January 2001 U.S. Department of Commerce Donald L. Evans, Secretary Technology Administration Karen H. Brown, Acting Under Secretary of Commerce for Technology National Institute of Standards and Technology Karen H. Brown, Acting Director Certain commercial entities, equipment, or materials may be identified in this document in order to describe an experimental procedure or concept adequately. Such identification is not intended to imply recommendation or endorsement by the National Institute of Standards and Technology, nor is it intended to imply that the entities, materials, or equipment are necessarily the best available for the purpose. National Institute of Standards and Technology Special Publication 960-1 Natl. Inst. Stand. Technol. Spec. Publ. 960-1 164 pages (January 2001) CODEN: NSPUE2 U.S. GOVERNMENT PRINTING OFFICE WASHINGTON: 2001 For sale by the Superintendent of Documents U.S. Government Printing Office Internet: bookstore.gpo.gov Phone: (202)512-1800 Fax: (202)512-2250 Mail: Stop SSOP, Washington, DC 20402-0001 Preface PREFACE Determination of particle size distribution of powders is a critical step in almost all ceramic processing techniques. The consequences of improper size analyses are reflected in poor product quality, high rejection rates and economic losses.