NIST Recommended Practice Guide : Particle Size Characterization
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Effects of Eutrophication on Stream Ecosystems
EFFECTS OF EUTROPHICATION ON STREAM ECOSYSTEMS Lei Zheng, PhD and Michael J. Paul, PhD Tetra Tech, Inc. Abstract This paper describes the effects of nutrient enrichment on the structure and function of stream ecosystems. It starts with the currently well documented direct effects of nutrient enrichment on algal biomass and the resulting impacts on stream chemistry. The paper continues with an explanation of the less well documented indirect ecological effects of nutrient enrichment on stream structure and function, including effects of excess growth on physical habitat, and alterations to aquatic life community structure from the microbial assemblage to fish and mammals. The paper also dicusses effects on the ecosystem level including changes to productivity, respiration, decomposition, carbon and other geochemical cycles. The paper ends by discussing the significance of these direct and indirect effects of nutrient enrichment on designated uses - especially recreational, aquatic life, and drinking water. 2 1. Introduction 1.1 Stream processes Streams are all flowing natural waters, regardless of size. To understand the processes that influence the pattern and character of streams and reduce natural variation of different streams, several stream classification systems (including ecoregional, fluvial geomorphological, and stream order classification) have been adopted by state and national programs. Ecoregional classification is based on geology, soils, geomorphology, dominant land uses, and natural vegetation (Omernik 1987). Fluvial geomorphological classification explains stream and slope processes through the application of physical principles. Rosgen (1994) classified stream channels in the United States into seven major stream types based on morphological characteristics, including entrenchment, gradient, width/depth ratio, and sinuosity in various land forms. -

A Guidebook to Particle Size Analysis Table of Contents
A GUIDEBOOK TO PARTICLE SIZE ANALYSIS TABLE OF CONTENTS 1 Why is particle size important? Which size to measure 3 Understanding and interpreting particle size distribution calculations Central values: mean, median, mode Distribution widths Technique dependence Laser diffraction Dynamic light scattering Image analysis 8 Particle size result interpretation: number vs. volume distributions Transforming results 10 Setting particle size specifications Distribution basis Distribution points Including a mean value X vs.Y axis Testing reproducibility Including the error Setting specifications for various analysis techniques Particle Size Analysis Techniques 15 LA-960 laser diffraction technique The importance of optical model Building a state of the art laser diffraction analyzer 18 LA-350 laser diffraction technique Compact optical bench and circulation pump in one system 19 ViewSizer 3000 nanotracking analysis A Breakthrough in nanoparticle tracking analysis 20 SZ-100 dynamic light scattering technique Calculating particle size Zeta Potential Molecular weight 25 PSA300 image analysis techniques Static image analysis Dynamic image analysis 27 Dynamic range of the HORIBA particle characterization systems 27 Selecting a particle size analyzer When to choose laser diffraction When to choose dynamic light scattering When to choose image analysis 31 References Why is particle size important? Particle size influences many properties of particulate materials and is a valuable indicator of quality and performance. This is true for powders, Particle size is critical within suspensions, emulsions, and aerosols. The size and shape of powders influences a vast number of industries. flow and compaction properties. Larger, more spherical particles will typically flow For example, it determines: more easily than smaller or high aspect ratio particles. -
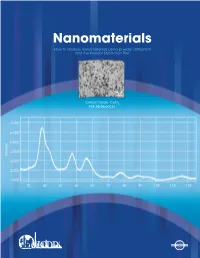
Nanomaterials How to Analyze Nanomaterials Using Powder Diffraction and the Powder Diffraction File™
Nanomaterials How to analyze nanomaterials using powder diffraction and the Powder Diffraction File™ Cerium Oxide CeO2 PDF 00-064-0737 7,000 6,000 5,000 4,000 Intensity 3,000 2,000 1,000 20 30 40 50 60 70 80 90 100 110 120 Nanomaterials Table of Contents Materials with new and incredible properties are being produced around the world by controlled design at the atomic and molecular level. These nanomaterials are typically About the Powder Diffraction File ......... 1 produced in the 1-100 nm size scale, and with this small size they have tremendous About Powder Diffraction ...................... 1 surface area and corresponding relative percent levels of surface atoms. Both the size and available (reactive) surface area can contribute to unique physical properties, Analysis Tools for Nanomaterials .......... 1 such as optical transparency, high dissolution rate, and enormous strength. Crystallite Size and Particle Size ������������ 2 In this Technical Bulletin, we are primarily focused on the use of structural simulations XRPD Pattern for NaCI – An Example .... 2 in order to examine the approximate crystallite size and molecular orientation in nanomaterials. The emphasis will be on X-ray analysis of nanomaterials. However, Total Pattern Analysis and the �������������� 3 Powder Diffraction File electrons and neutrons can have similar wavelengths as X-rays, and all of the X-ray methods described have analogs with neutron and electron diffraction. The use of Pair Distribution Function Analysis ........ 3 simulations allows one to study any nanomaterials that have a known atomic and Amorphous Materials ............................ 4 molecular structure or one can use a characteristic and reproducible experimental diffraction pattern. -

Microscale Ecology Regulates Particulate Organic Matter Turnover in Model Marine Microbial Communities
ARTICLE DOI: 10.1038/s41467-018-05159-8 OPEN Microscale ecology regulates particulate organic matter turnover in model marine microbial communities Tim N. Enke1,2, Gabriel E. Leventhal 1, Matthew Metzger1, José T. Saavedra1 & Otto X. Cordero1 The degradation of particulate organic matter in the ocean is a central process in the global carbon cycle, the mode and tempo of which is determined by the bacterial communities that 1234567890():,; assemble on particle surfaces. Here, we find that the capacity of communities to degrade particles is highly dependent on community composition using a collection of marine bacteria cultured from different stages of succession on chitin microparticles. Different particle degrading taxa display characteristic particle half-lives that differ by ~170 h, comparable to the residence time of particles in the ocean’s mixed layer. Particle half-lives are in general longer in multispecies communities, where the growth of obligate cross-feeders hinders the ability of degraders to colonize and consume particles in a dose dependent manner. Our results suggest that the microscale community ecology of bacteria on particle surfaces can impact the rates of carbon turnover in the ocean. 1 Department of Civil and Environmental Engineering, Massachusetts Institute of Technology, Cambridge, MA 02139, USA. 2 Department of Environmental Systems Science, ETH Zurich, Zürich 8092, Switzerland. Correspondence and requests for materials should be addressed to O.X.C. (email: [email protected]) NATURE COMMUNICATIONS | (2018) 9:2743 | DOI: 10.1038/s41467-018-05159-8 | www.nature.com/naturecommunications 1 ARTICLE NATURE COMMUNICATIONS | DOI: 10.1038/s41467-018-05159-8 earning how the composition of ecological communities the North Pacific gyre20. -

Plankton Community Composition, Organic Carbon and Thorium-234 Particle Size Distributions, and Particle Export in the Sargasso Sea
Journal of Marine Research, 67, 845–868, 2009 Plankton community composition, organic carbon and thorium-234 particle size distributions, and particle export in the Sargasso Sea by H. S. Brew1, S. B. Moran1,2, M. W. Lomas3 and A. B. Burd4 ABSTRACT Measurements of plankton community composition (eight planktonic groups), particle size- fractionated (10, 20, 53, 70, and 100-m Nitex screens) distributions of organic carbon (OC) and 234Th, and particle export of OC and 234Th are reported over a seasonal cycle (2006–2007) from the Bermuda Atlantic Time-Series (BATS) site. Results indicate a convergence of the particle size distributions of OC and 234Th during the winter-spring bloom period (January–March, 2007). The observed convergence of these particle size distributions is directly correlated to the depth-integrated abundance of autotrophic pico-eukaryotes (r ϭ 0.97, P Ͻ 0.05) and, to a lesser extent, Synechococcus (r ϭ 0.85, P ϭ 0.14). In addition, there are positive correlations between the sediment trap flux of OC and 234Th at 150 m and the depth-integrated abundance of pico-eukaryotes (r ϭ 0.94, P ϭ 0.06 for OC, and r ϭ 0.98, P Ͻ 0.05 for 234Th) and Synechococcus (r ϭ 0.95, P ϭ 0.05 for OC, and r ϭ 0.94, P ϭ 0.06 for 234Th). An implication of these observations and recent modeling studies (Richardson and Jackson, 2007) is that, although small in size, pico-plankton may influence large particle export from the surface waters of the subtropical Atlantic. -
(GHG) Verification Guideline Series, Natural Gas-Fired Microturbine
SRI/USEPA-GHG-GD-03 March 2002 Greenhouse Gas (GHG) Verification Guideline Series Natural Gas-Fired Microturbine Electrical Generators Prepared by: Greenhouse Gas Technology Center Southern Research Institute Under a Cooperative Agreement With U.S. Environmental Protection Agency EPA REVIEW NOTICE This report has been peer and administratively reviewed by the U.S. Environmental Protection Agency, and approved for publication. Mention of trade names or commercial products does not constitute endorsement or recommendation for use. SRI/USEPA-GHG-GD-03 March 2002 Greenhouse Gas Technology Center A U.S. EPA Sponsored Environmental Technology Verification ( ) Organization Greenhouse Gas (GHG) Verification Guideline Series Natural Gas-Fired Microturbine Electrical Generators Prepared by: Greenhouse Gas Technology Center Southern Research Institute PO Box 13825 Research Triangle Park, NC 27709 USA Telephone: 919/806-3456 FOREWORD The U.S. Environmental Protection Agency (EPA) has created the Environmental Technology Verification (ETV) program to facilitate the deployment of promising environmental technologies. Under this program, third-party performance testing of environmental technology is conducted by independent verification organizations under strict EPA quality assurance guidelines. Southern Research Institute (SRI) is one of six independent verification organizations operating under ETV, and operates the Greenhouse Gas Technology Center (GHG Center). With full participation from technology providers, purchasers, and other stakeholders, the GHG Center develops testing protocols and conducts technology performance evaluation in field and laboratory settings. The testing protocols are developed and peer reviewed with input from a broad group of industry, research, government, and other stakeholders. After their development, the protocols are field-tested, often improved, and then made available to interested users via Verification Guidelines such as this. -

24 Standards and Standards Organizations
#24 Standards and Standards Organizations What are standards? Standards are documented agreements containing technical specifications or other precise criteria to be used consistently as rules, guidelines, or definitions of characteristics, to ensure that materials, products, processes and services are fit for their purpose. Therefore, International standards contribute to the reliability and effectiveness of the goods and services we use. ISO, International Organization for Standardization (The most widely recognized standards organization) ISO is a non-governmental organization established in 1947. The mission of ISO is to promote the development of standardization and related activities in the world with a view to facilitating the international exchange of goods and services, and to developing cooperation in the spheres of intellectual, scientific, technological and economic activity. ISO is comprised of three types of membership. 1. Member Body A specific national body most representative of standardization in its country. 2. Correspondent Member An organization in a country which does not yet have a fully developed national standards activity. 3. Subscriber Member In particular, countries with very small economies. The “Member Body” of ISO is comprised of over 95 countries that have established standard organizations. The Member Bodies along with the Correspondent Members and Subscriber Members all contribute to the work and development of a standard. Thus, ISO’s work results in international agreements, which are published as International Standards. Examples of Member Bodies are; from the United States the American National Standards Institute ANSI, from Canada the Standards Counsel of Canada SCC, from Italy the Ente Nazionale Italiano di Unificazione UNI, from the United Kingdom the British Standards Institution BSI and from Germany the Deutsches Institut fur Normung DIN. -
Apta Rt-Vim-S-017-03
APTA STANDARDS DEVEL OPMENT PROGRAM APTA RT-VIM-S-017-03 Rev 2 STANDARD First Published September 28, 2003 American Public Transportation Association First Revision November 2, 2006 (Reaffirmed) 1300 I Street NW, Suite 1200 Second Revision January 6, 2015 (Reaffirmed) Washington, DC, 20005 Rail Transit Standards Vehicle Inspection and Maintenance Working Group Calibration of Inspection and Maintenance Precision Measuring Devices and Tools Abstract: This Standard covers basic procedures for calibration of inspection and maintenance precision measuring devices and tools. Keywords: calibration, precision measuring device, tools Summary: This document establishes a standard for the calibration of precision measuring devices and tools used by vehicle maintenance departments within a rail transit system. Rail transit systems shall tailor this standard to accommodate their specific equipment and mode of operation. Scope and purpose: This standard, in combination with the ISO standard referenced, includes all essential periodic inspection and maintenance requirements for the calibration of precision measuring devices and tools used to inspect and maintain rail vehicles. This procedure covers all types of electronic test equipment, mechanical tools and measuring devices used to generate quantitative measurements and/or data. Calibration and certification is based on standards set by the National Institute of Science and Technology, original equipment manufacturers’ recommended calibration cycles, and a transit agency’s specifications. This standard is intended for use by the vehicle maintenance department within a rail transit system. It establishes procedures for the periodic calibration of inspection and maintenance of precision measuring devices and tools to ensure the accuracy of measurements obtained by these devices. This document represents a common viewpoint of those parties concerned with its provisions, namely operating/ planning agencies, manufacturers, consultants, engineers and general interest groups. -

A View of Physical Mechanisms for Transporting Harmful Algal Blooms to T Massachusetts Bay ⁎ Yu Zhanga, , Changsheng Chenb, Pengfei Xueb,1, Robert C
Marine Pollution Bulletin 154 (2020) 111048 Contents lists available at ScienceDirect Marine Pollution Bulletin journal homepage: www.elsevier.com/locate/marpolbul A view of physical mechanisms for transporting harmful algal blooms to T Massachusetts Bay ⁎ Yu Zhanga, , Changsheng Chenb, Pengfei Xueb,1, Robert C. Beardsleyc, Peter J.S. Franksd a College of Marine Sciences, Shanghai Ocean University, Shanghai 201306, PR China b School for Marine Science and Technology, University of Massachusetts-Dartmouth, New Bedford, MA 02744, USA c Department of Physical Oceanography, Woods Hole Oceanographic Institution, Woods Hole, MA 02543, USA d Integrative Oceanography Division, Scripps Institution of Oceanography, University of California San Diego, La Jolla, CA 92093, USA ARTICLE INFO ABSTRACT Keywords: Physical dynamics of Harmful Algal Blooms in Massachusetts Bay in May 2005 and 2008 were examined by the Harmful algal bloom simulated results. Reverse particle-tracking experiments suggest that the toxic phytoplankton mainly originated Massachusetts Bay from the Bay of Fundy in 2005 and the western Maine coastal region and its local rivers in 2008. Mechanism Ocean modeling studies suggest that the phytoplankton were advected by the Gulf of Maine Coastal Current (GMCC). In 2005, Lagrangian flow Nor'easters increased the cross-shelf surface elevation gradient over the northwestern shelf. This intensified the Eastern and Western MCC to form a strong along-shelf current from the Bay of Fundy to Massachusetts Bay. In 2008, both Eastern and Western MCC were established with a partial separation around Penobscot Bay before the outbreak of the bloom. The northeastward winds were too weak to cancel or reverse the cross-shelf sea surface gradient, so that the Western MCC carried the algae along the slope into Massachusetts Bay. -

A Comparative Study of Particle Size Distribution of Graphene Nanosheets Synthesized by an Ultrasound-Assisted Method
nanomaterials Article A Comparative Study of Particle Size Distribution of Graphene Nanosheets Synthesized by an Ultrasound-Assisted Method Juan Amaro-Gahete 1,† , Almudena Benítez 2,† , Rocío Otero 2, Dolores Esquivel 1 , César Jiménez-Sanchidrián 1, Julián Morales 2, Álvaro Caballero 2,* and Francisco J. Romero-Salguero 1,* 1 Departamento de Química Orgánica, Instituto Universitario de Investigación en Química Fina y Nanoquímica, Facultad de Ciencias, Universidad de Córdoba, 14071 Córdoba, Spain; [email protected] (J.A.-G.); [email protected] (D.E.); [email protected] (C.J.-S.) 2 Departamento de Química Inorgánica e Ingeniería Química, Instituto Universitario de Investigación en Química Fina y Nanoquímica, Facultad de Ciencias, Universidad de Córdoba, 14071 Córdoba, Spain; [email protected] (A.B.); [email protected] (R.O.); [email protected] (J.M.) * Correspondence: [email protected] (A.C.); [email protected] (F.J.R.-S.); Tel.: +34-957-218620 (A.C.) † These authors contributed equally to this work. Received: 24 December 2018; Accepted: 23 January 2019; Published: 26 January 2019 Abstract: Graphene-based materials are highly interesting in virtue of their excellent chemical, physical and mechanical properties that make them extremely useful as privileged materials in different industrial applications. Sonochemical methods allow the production of low-defect graphene materials, which are preferred for certain uses. Graphene nanosheets (GNS) have been prepared by exfoliation of a commercial micrographite (MG) using an ultrasound probe. Both materials were characterized by common techniques such as X-ray diffraction (XRD), Transmission Electronic Microscopy (TEM), Raman spectroscopy and X-ray photoelectron spectroscopy (XPS). All of them revealed the formation of exfoliated graphene nanosheets with similar surface characteristics to the pristine graphite but with a decreased crystallite size and number of layers. -

Open Ocean Dead-Zones in the Tropical J I Northeast Atlantic
Discussion Paper | Discussion Paper | Discussion Paper | Discussion Paper | Biogeosciences Discuss., 11, 17391–17411, 2014 www.biogeosciences-discuss.net/11/17391/2014/ doi:10.5194/bgd-11-17391-2014 BGD © Author(s) 2014. CC Attribution 3.0 License. 11, 17391–17411, 2014 This discussion paper is/has been under review for the journal Biogeosciences (BG). Open ocean Please refer to the corresponding final paper in BG if available. dead-zones Open ocean dead-zone in the tropical J. Karstensen et al. North Atlantic Ocean Title Page 1 1 1 1 1 2 J. Karstensen , B. Fiedler , F. Schütte , P. Brandt , A. Körtzinger , G. Fischer , Abstract Introduction R. Zantopp1, J. Hahn1, M. Visbeck1, and D. Wallace3 Conclusions References 1GEOMAR Helmholtz Centre for Ocean Research Kiel, Kiel, Germany Tables Figures 2Faculty of Geosciences and MARUM, University of Bremen, Bremen, Germany 3Halifax Marine Research Institute (HMRI), Halifax, Canada J I Received: 3 November 2014 – Accepted: 13 November 2014 – Published: 12 December 2014 J I Correspondence to: J. Karstensen ([email protected]) Back Close Published by Copernicus Publications on behalf of the European Geosciences Union. Full Screen / Esc Printer-friendly Version Interactive Discussion 17391 Discussion Paper | Discussion Paper | Discussion Paper | Discussion Paper | Abstract BGD The intermittent appearances of low oxygen environments are a particular thread for marine ecosystems. Here we present first observations of unexpected low (< 11, 17391–17411, 2014 2 µmolkg−1) oxygen environments in the open waters of the eastern tropical North −1 5 Atlantic, a region where typically oxygen concentration does not fall below 40 µmolkg . Open ocean The low oxygen zones are created just below the mixed-layer, in the euphotic zone of dead-zones high productive cyclonic and anticyclonic-modewater eddies. -

Intellectual Property and Ict Standards in India
INTELLECTUAL PROPERTY AND ICT STANDARDS IN INDIA Authors: Dr. T. Ramakrishna (Professor of Law, National Law School of India University (NLSIU), Bangalore, India) Dr. S. K. Murthy (Research Scholar at NLSIU, Bangalore, India), and Saurabh Malhotra (LLM (Warwick, UK), B.A, LLB (Hons.) (NLSIU, Bangalore, India)) Reviewed by Brad Biddle (Adjunct Professor at ASU Law and Standards Counsel at Intel Corporation, USA) Commissioned by the US National Academies of Science, Board of Science, Technology, and Economic Policy (STEP), Project on Intellectual Property Management in standard setting processes 17 September 2012 Disclaimer: The opinion(s) expressed by the authors in this research paper is in their personal capacity as an individual and does not represent the opinion of the employers of the authors. INTELLECTUAL PROPERTY AND ICT STANDARDS IN INDIA Abstract The 2010 “Policy on Open Standards for e-Governance” launched India into the global debate over the definition of open standards. However, the story of standards in India is richer and broader than only the e-Governance policy. Bureau of Indian Standards (BIS) is a standards development organization (SDO), which came into existence through an Act of the Indian parliament. Another important government SDO functioning, in the telecommunications domain, is the telecommunication engineering center (TEC), which was formed under the Department of Telecommunications (DoT) in India. In addition, there has been an increased effort tin setting up public-private partnership organizations for formulating standards focused on information and communications (ICT) standardization. Further, the Indian government has made important contributions on the topic of technical standards in connection with the World Trade Organization’s Committee on Technical Barriers to Trade (TBT).