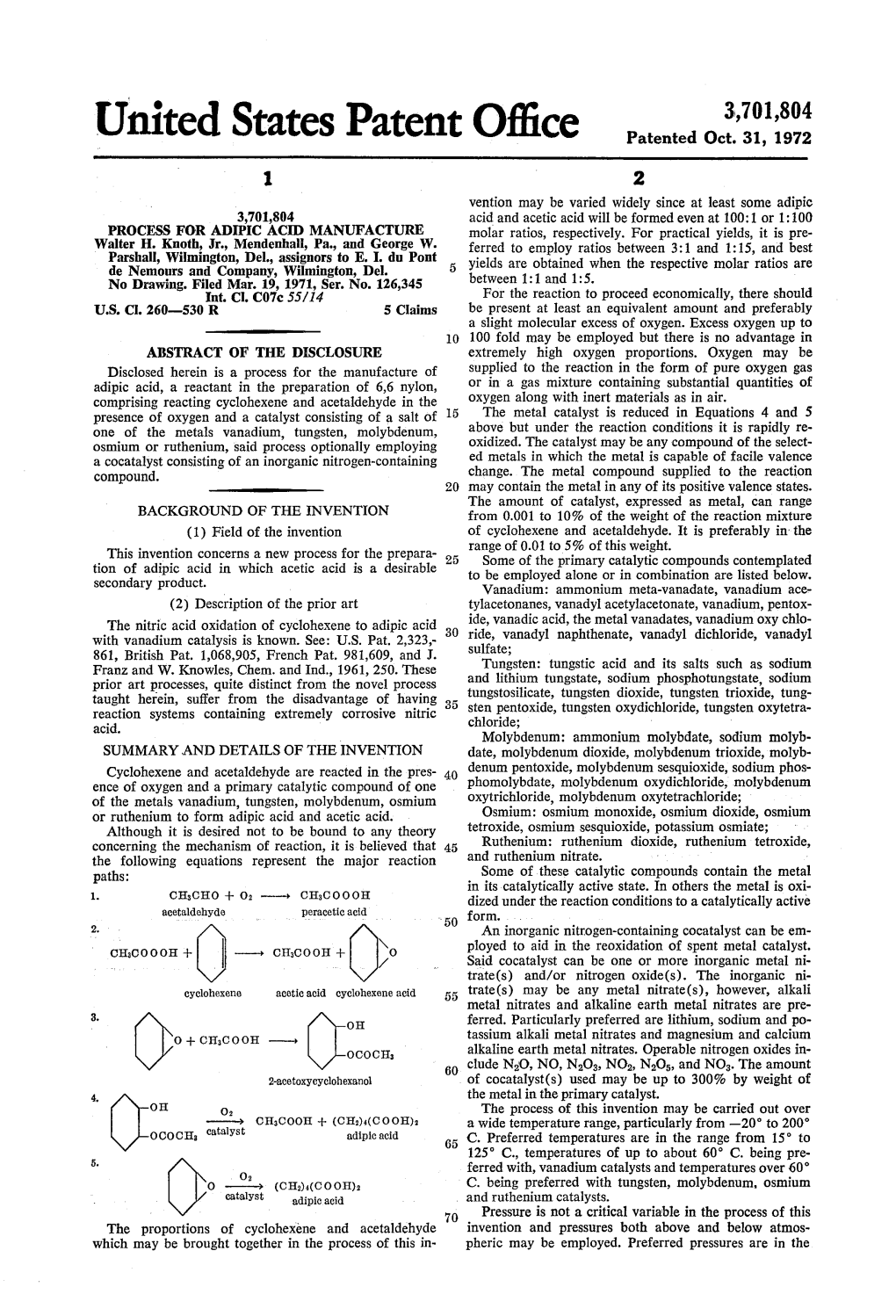
United States Patent Office Patented Oct
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Hazardous Laboratory Chemicals Disposal Guide
Third Edition HAZARDOUS LABORATORY CHEMICALS DISPOSAL GUIDE Third Edition HAZARDOUS LABORATORY CHEMICALS DISPOSAL GUIDE Margaret-Ann Armour LEWIS PUBLISHERS A CRC Press Company Boca Raton London New York Washington, D.C. This edition published in the Taylor & Francis e-Library, 2005. To purchase your own copy of this or any of Taylor & Francis or Routledge’s collection of thousands of eBooks please go to http://www.ebookstore.tandf.co.uk/. Library of Congress Cataloging-in-Publication Data Armour, M.A. (Margaret-Ann) Hazardous laboratory chemicals disposal guide/Margaret-Ann Armour.—3rd ed. p. cm. Includes bibliographical references. ISBN 1-56670-567-3 1. Chemical laboratories—Waste disposal. 2. Hazardous substances. I. Title. QD64.A76 2003 542′.89–dc21 2002043358 This book contains information obtained from authentic and highly regarded sources. Reprinted material is quoted with permission, and sources are indicated. A wide variety of references are listed. Reasonable efforts have been made to publish reliable data and information, but the authors and the publisher cannot assume responsibility for the validity of all materials or for the consequences of their use. Neither this book nor any part may be reproduced or transmitted in any form or by any means, electronic or mechanical, including photocopying, microfilming, and recording, or by any information storage or retrieval system, without prior permission in writing from the publisher. The consent of CRC Press LLC does not extend to copying for general distribution, for promotion, for creating new works, or for resale. Specific permission must be obtained in writing from CRC Press LLC for such copying. Direct all inquiries to CRC Press LLC, 2000 N.W. -

Ruthenium Tetroxide (Ruo4) Oxidation of N-Alkyllactams Proceeded Regioselectively Depend- Ing on the Size of Lactam Ring, Except for the Seven-Membered Ring
No. 1 357 Chem. Pharm. Bull. 35(1) 357-363 (1987) Ruthenium Tetroxide Oxidation of N-Alkyllactams SHIGEYUKIYOSHIFUJI,* YUKIMI ARAKAWA, and YOSHIHIRONITTA Schoolof Pharmacy,Hokuriku University,Kanagawa-machi, Kanazawa920-11, Japan (ReceivedJuly 31, 1986) Ruthenium tetroxide (RuO4) oxidation of N-alkyllactams proceeded regioselectively depend- ing on the size of lactam ring, except for the seven-membered ring. Four- and eight-membered N- methyl- and N-ethyllactams were oxidized at the exocyclic ƒ¿-carbon adjacent to nitrogen to produce the N-acyllactams and NH-lactams, while five- and six-membered lactams underwent endocyclic oxidation to yield the cyclic imides. Oxidation of seven-membered lactams yielded a mixture of products arising from both exocyclic and endocyclic oxidations. These regioselectivities were confirmed in the oxidation of substrates having a tertiary carbon at the oxidation position. Keywords•\oxidation; ruthenium tetroxide oxidation; regioselective oxidation; hydroxyl- ation; imide synthesis; N-alkyllactam; N-acyllactam; imide; ruthenium tetroxide; two-phase method Ruthenium tetroxide (RuO4) is a good reagent for the conversion of N-acylated cyclic amines to the corresponding lactams,1) by oxidation of one of two carbons adjacent to nitrogen. As a common feature of the RuO4 oxidation in this conversion (la to 2 in Chart 1) and in the transformation of cyclic ethers into the corresponding lactones,2) it has been considered that RuO4 predominantly oxidizes a secondary carbon rather than a tertiary one. However, as reported previously,3) we obtained an opposite result in the RuO4 oxidation of some 1-azabicycloalkan-2-ones, such as quinolizidin-4-one (1b), which gave the hydroxylated products, such as 3, resulting from the oxidation of the tertiary carbon. -

Microbial Dissolution and Stabilization of Toxic Metals and Radionuclides In
840 Experientia 46 (1990), Birkh~iuser Verlag, CH-4010 Basel/Switzerland Reviews 34 Trevors, J. T., Stratton, G. W., and Gadd, G. M., Cadmium transport, 38 Tsezos, M., and Volesky, B., The mechanism of uranium biosorption resistance and toxicity in bacteria, algae and fungi. Can. J. Microbiol. by Rhizopus arrhizus. Biotechnol. Bioeng. 24 (1982) 385-401. 32 (1986) 447-464. 39 Wainwright, M., and Grayston, S. J., Accumulation and oxidation of 35 Tsezos, M., Recovery of uranium from biological adsorbents-desorp- metal sulphides by fungi, in: Metal-Microbe Interactions, pp. 119- tion equilibrium. Biotechnol. Bioeng. 26 (1984) 973-981. 130. IRL Press, Oxford 1989. 36 Tsezos, M., Absorption by microbial biomass as a process for removal of ions from process or waste solutions, in: Immobilization of Ions by Bio-sorption, pp. 201-218. Ellis Horwood, Chichester 1986. 37 Tsezos, M., and Volesky, B., Biosorption of uranium and thorium. 0014-4754/90/080834-0751.50 + 0.20/0 Biotechnol. Bioeng. 22 (1981) 583-604. Birkhfiuser Verlag Basel, 1990 Microbial dissolution and stabilization of toxic metals and radionucfides in mixed wastes A. J. Francis Department of Applied Science, Brookhaven National Laboratory, Upton (New York 11973, USA) Summary. Microbial activity in mixed wastes can have an appreciable effect on the dissolution or precipitation of toxic metals and radionuclides. Fundamental information on microbial dissolution and stabilization (immobilization) of toxic metals and radionuclides, in particular actinides and fission products, in nuclear wastes under various microbial process conditions, e.g., aerobic, denitrifying, iron-reducing, fermentative, sulfate-reducing, and methanogenic conditions is very limited. Microbial transformations of typical waste components such as metal oxides, metal coprecipitates, naturally occurring minerals, and metal organic complexes are reviewed. -

Physical and Chemical Properties of Platinum Group Metals 2 Chapter 2 | Physical and Chemical Properties of Platinum Group Metals Contents
PHYSICAL AND CHEMICAL PROPERTIES OF PLATINUM GROUP METALS 2 CHAPTER 2 | PHYSICAL AND CHEMICAL PROPERTIES OF PLATINUM GROUP METALS CONTENTS 2.1 OVERVIEW OF PGMS 04 2.2 METALLIC PGMS 05 2.3 COMPOUNDS OF PLATINUM GROUP METALS 06 SIMPLE COMPOUNDS 06 COMPLEX COMPOUNDS 07 REFERENCES 13 2 CHAPTER 2 | PHYSICAL AND CHEMICAL PROPERTIES OF PLATINUM GROUP METALS SUMMARY • Six elements of Groups 8, 9, and 10 in the periodic table constitute the platinum group metals (PGMs): platinum (Pt), palladium (Pd), rhodium (Rh), ruthenium (Ru), iridium (Ir), and osmium (Os). • The physical and mechanical properties of the PGMs and their compounds indicate a wide range of properties with widely varying densities and solubilities (see Table 2-1). • Metallic forms of PGMs are generally considered to be ‘inert’, i.e., not chemically reactive. However, this is dependent in part on dimensional characteristics. Thus, while massive metal forms have low chemical reactivity, fi nely-divided metal powders with high surface area show greater reactivity. • Simple binary compounds exist for each of the PGMs. They also form a vast array of complex coordination compounds in which the central metal atom is bound to a variety of ligands by coordinate bonding, including halides, sulphur, amines, and other atoms and groups. • This unique coordination chemistry has made PGM compounds of great industrial value, but also can have implications for the health of workers exposed to certain of these compounds due to the linkages with biological behaviour and toxicity (see Chapter 6). • The complex halogenated platinum compounds (CHPS) are among those which are industrially and toxicologically important. -
Ruthenium Tetroxide Page 1 of 1 0.5% Aqueous Solution
U.S. Corporate Headquarters Polysciences Europe GmbH Polysciences Asia-Pacific, Inc. 400 Valley Rd. Badener Str. 13 2F-1, 207 Dunhua N. Rd. Warrington, PA 18976 69496 Hirschberg an der Bergstrasse Taipei, Taiwan 10595 1(800) 523-2575 / (215) 343-6484 Germany (886) 2 8712 0600 1(800)343-3291 fax +(49) 06201 845 20 0 (886) 2 8712 2677 fax [email protected] +(49) 06201 845 20 20 fax [email protected] [email protected] TECHNICAL DATA SHEET 320 Ruthenium Tetroxide Page 1 of 1 0.5% Aqueous Solution BACKGROUND AND PROPERTIES: Ruthenium tetroxide has an acrid odor. Vapors are irritating to eyes and In its crystal form, ruthenium (VIII) oxide (RuO4), m.w. 165.7, is a golden respiratory tract. Wear protective goggles and gloves. Handle only in a yellow, volatile solid which sublimes at room temperature. It has mp of hood. In case of spillage, flush with sodium bisulfite solution to decompose 25.4°C and bp of 40°C. It is sparingly soluble in water (2% w/v at 20°C), RuO4 and then flush with plenty of water. but freely soluble in carbon tetrachloride. Solvents such as ether, alcohol, benzene and pyridine react violently with RuO4. Ruthenium tetroxide is ORDERING INFORMATION: not only less volatile and less toxic1 than osmium tetroxide but it is also a Cat. # Description Size stronger oxidizing agent.1-3 It reacts with many organic compounds like 18253 Ruthenium tetroxide, 5 x 10mL olefins, sulfides, primary and secondary alcohols, and aldehydes. It also 0.5% stabalized aqueous solution 10 x 10mL degrades benzene rings.3 25 x 10mL *Supplied in ampoules APPLICATIONS AND INSTRUCTIONS: Ruthenium tetroxide is closely related to osmium tetroxide and is useful REFERENCES: as a staining agent for Electron Microscopy of polymers and their blends, 1. -

United States Patent (19) 11) 4,132,569 Depablo Et Al
United States Patent (19) 11) 4,132,569 DePablo et al. (45) Jan. 2, 1979 (54) RUTHENIUM RECOVERY PROCESS 3,997,337 12/1976 Pittie et al. ........................ 423/22 X (75) Inventors: Raul S. DePablo, Painesville; David 4,002,470 l/1977 Isa et al. ............................ 423/22 X E. Harrington, Mentor; William R. OTHER PUBLICATIONS Bramstedt, Chardon, all of Ohio Biswas et al., Indian J. Chen, "A Note on the Alkali (73) Assignee: Diamond Shamrock Corporation, Nitrate Fusion for Quant. Est. of Ru'', vol. 6, Jan. 1968, Cleveland, Ohio pp. 51-52. 21) Appl. No.: 845,437 Durkin, Metallurgia, "How to Descale Titanium', May 1954, p. 256. 22) Filed: Oct. 25, 1977 (51) Int. Cl’................................................ B08B 3/08 Primary Examiner-Marc L. Caroff (52) U.S. C. .......................................... 134/3; 134/10; Attorney, Agent, or Firm-John C. Tiernan 134/13; 252/415; 423/22; 423/491 57 ABSTRACT (58) Field of Search ................. 134/3, 10, 13; 423/22, 423/491; 75/83, 121; 252/415 Ruthenium is stripped from a catalyst or electrode sub strate by immersion in a fluoboric acid solution, con (56) References Cited verted to ruthenium oxide, and the ruthenium oxide is U.S. PATENT DOCUMENTS then converted to the alpha ruthenium trichloride for 3,573,100 3/1971 Beer ......................................... 134/3 use in the preparation of fresh catalyst and/or elec 3,706,600 12/1972 Pumphrey et al... 4 & or 134/3 trodes. 3,761,312 9/1973 Entwisle et al. ..... ... 134/3 X 3,761,313 9/1973 Entwisle et al. ..... 84 134/3 8 Claims, No Drawings 4,132,569 1. -

Ruthenium Tetroxide and Perruthenate Chemistry. Recent Advances and Related Transformations Mediated by Other Transition Metal Oxo-Species
Molecules 2014, 19, 6534-6582; doi:10.3390/molecules19056534 OPEN ACCESS molecules ISSN 1420-3049 www.mdpi.com/journal/molecules Review Ruthenium Tetroxide and Perruthenate Chemistry. Recent Advances and Related Transformations Mediated by Other Transition Metal Oxo-species Vincenzo Piccialli Dipartimento di Scienze Chimiche, Università degli Studi di Napoli ―Federico II‖, Via Cintia 4, 80126, Napoli, Italy; E-Mail: [email protected]; Tel.: +39-081-674111; Fax: +39-081-674393 Received: 24 February 2014; in revised form: 14 May 2014 / Accepted: 16 May 2014 / Published: 21 May 2014 Abstract: In the last years ruthenium tetroxide is increasingly being used in organic synthesis. Thanks to the fine tuning of the reaction conditions, including pH control of the medium and the use of a wider range of co-oxidants, this species has proven to be a reagent able to catalyse useful synthetic transformations which are either a valuable alternative to established methods or even, in some cases, the method of choice. Protocols for oxidation of hydrocarbons, oxidative cleavage of C–C double bonds, even stopping the process at the aldehyde stage, oxidative cleavage of terminal and internal alkynes, oxidation of alcohols to carboxylic acids, dihydroxylation of alkenes, oxidative degradation of phenyl and other heteroaromatic nuclei, oxidative cyclization of dienes, have now reached a good level of improvement and are more and more included into complex synthetic sequences. The perruthenate ion is a ruthenium (VII) oxo-species. Since its introduction in the mid-eighties, tetrapropylammonium perruthenate (TPAP) has reached a great popularity among organic chemists and it is mostly employed in catalytic amounts in conjunction with N-methylmorpholine N-oxide (NMO) for the mild oxidation of primary and secondary alcohols to carbonyl compounds. -

Comparative Effect of Osmium Tetroxide and Ruthenium Tetroxide on Penicillium Sp. Hyphae and Saccharomyces Cerevisiae Fungal
Biomédica 2003;23:225-31 USE OF OsO4 AND RuO4 FOR FUNGAL CELL WALL ULTRASTRUCTURE TECHNICAL NOTE Comparative effect of osmium tetroxide and ruthenium tetroxide on Penicillium sp. hyphae and Saccharomyces cerevisiae fungal cell wall ultrastructure Orlando Torres-Fernández 1, Nelly Ordóñez 2 1 Laboratorio de Microscopía Electrónica, Instituto Nacional de Salud, Bogotá, D.C., Colombia. 2 Laboratorio de Patología, Instituto Nacional de Salud, Bogotá, D.C., Colombia. The fungal cell wall viewed through the electron microscope appears transparent when fixed by the conventional osmium tetroxide method. However, ruthenium tetroxide post-fixing has revealed new details in the ultrastructure of Penicillium sp. hyphae and Saccharomyces cerevisiae yeast. Most significant was the demonstration of two or three opaque diverse electron dense layers on the cell wall of each species. Two additional features were detected. Penicillium septa presented a three-layered appearance and budding S. cerevisiae yeast cell walls showed inner filiform cell wall protrusions into the cytoplasm. The combined use of osmium tetroxide and ruthenium tetroxide is recommended for post-fixing in electron microscopy studies of fungi. Key words: fungal cell wall, fungal ultrastructure, osmium tetroxide, ruthenium tetroxide, Penicillium sp., Saccharomyces cerevisiae. Efecto comparativo del tetróxido de osmio y del tetróxido de rutenio como fijadores sobre la ultraestructura de la pared celular de hongos Al microscopio electrónico, la pared celular de los hongos es de apariencia translúcida en especímenes procesados mediante la posfijación convencional con tetróxido de osmio. La posfijación con tetróxido de rutenio reveló nuevos detalles ultraestructurales en hifas de Penicillium sp. y en levaduras de Saccharomyces cerevisiae. El aspecto más destacado fue la modificación en la transparencia de la pared celular, característica de la fijación con tetróxido de osmio. -

SYNTHESES Volume XIV Editors AARON WOLD JOHN K
INORGANIC SYNTHESES Volume XIV Editors AARON WOLD JOHN K. RUFF Professor of Engineering Associate Professor of Chemistry and Chemistry University of Georgia Brown University, Providence, R.I. Athens, Ca. INORGANIC SYNTHESES Volume XIV McCRAW-HILL BOOK COMPANY New York St. Louis San Francisco Diisseldorf Johannesburg Kualo Lumpur London Mexico Montreal New Delhi Panama Rio de Janeiro Singapore Sydney Toronto INORGANIC SYNTHESES, VOLUME XIV Copyright 0 1973 by McGraw-Hill, Inc. All Rights Rewved. Printed in the United States of America. No part of this publication may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording, or otherwise. without the prior written permission of the publisher. Library of Congress Catalog Card Number 39-23015 07-07 1320-0 1234567890 KPKP 76543 To RONALD NYHOLM and DAVID WADSLEY CONTENTS Reface ........................................... xi Notice to Contributors ................................... xiii Chapter One PHOSPHORUS COMPOUNDS ............... 1 1 . Phosphine ....................................... 1 2 . tert-Butyldichlorophosphineand Di-tert-butylchlorophosphinc......... 4 A . tert-Butyldichlorophosphinc ......................... 5 B . Di-tert-butylchlorophosphinc ......................... 6 3. 1.2-Bis(phosphino)ethane ............................. 10 4 . Tctramcthyldiphosphineand Flexible Aliphatic (Dimethylphosphino) Ligands ........................... 14 A . TetramethyldiphosFhine............................. 15 B . -

Ruthenium Tetroxide Destroys Dioxin the OXIDATIVE CONTROL of AROMATIC POLLUTANTS
Ruthenium Tetroxide Destroys Dioxin THE OXIDATIVE CONTROL OF AROMATIC POLLUTANTS By David C. Ayres Westfield College, University of London Ruthenium tetroxide is a powerful oxidising be used with advantage. The rate of these agent and has been widely used in laboratories oxidations is approximately doubled for every for small scale oxidations as it reacts rapidly IOOC rise in temperature. with most oxidisable organic functional groups Ruthenium tetroxide is toxic, but less so than at ambient temperature (I). In such conditions a osmium tetroxide; its solutions may be safely solution of ruthenium tetroxide in carbon handled in closed systems or in fume cupboards. tetrachloride is often employed, the organic A 2 per cent aqueous solution can be safely solvent taking up the ruthenium tetroxide as it obtained from warm ruthenium is generated by the oxidation of ruthenium dioxide/hypochlorite by its entrainment in a trichloride with aqueous hypochlorite. Initially stream of air followed by collection in a cooled the ruthenium tetrachloride solution is yellow, trap. In water there is considerable rate and a clear indication that the oxidative reac- enhancement compared to reactions in carbon tion is taking place is given by the precipitation tetrachloride. of black insoluble ruthenium dioxide. As the hypochlorite is capable of continuously Potential Industrial Applications regenerating the ruthenium tetroxide from the From a practical point of view, two specific hydrated dioxide, only catalytic quantities of examples of aqueous oxidations indicate the ruthenium compounds are required. industrial possibilities. Potassium permanganate is used com- Mono- and dichlorophenols are oxidised mercially for the oxidative control of air extremely rapidly. -
Q3D(R1) Elemental Impurities
Q3D(R1) Elemental Impurities Guidance for Industry U. S. Department of Health and Human Services Food and Drug Administration Center for Drug Evaluation and Research (CDER) Center for Biologics Evaluation and Research (CBER) March 2020 ICH Revision 1 Q3D(R1) Elemental Impurities Guidance for Industry Additional copies are available from: Office of Communications, Division of Drug Information Center for Drug Evaluation and Research Food and Drug Administration 10001 New Hampshire Ave., Hillandale Bldg., 4th Floor Silver Spring, MD 20993-0002 Phone: 855-543-3784 or 301-796-3400; Fax: 301-431-6353 Email: [email protected] https://www.fda.gov/drugs/guidance-compliance-regulatory-information/guidances-drugs and/or Office of Communication, Outreach and Development Center for Biologics Evaluation and Research Food and Drug Administration 10903 New Hampshire Ave., Bldg. 71, Room 3128 Silver Spring, MD 20993-0002 Phone: 800-835-4709 or 240-402-8010 Email : [email protected] https://www.fda.gov/vaccines-blood-biologics/guidance-compliance-regulatory-information-biologics/biologics-guidances U.S. Department of Health and Human Services Food and Drug Administration Center for Drug Evaluation and Research (CDER) Center for Biologics Evaluation and Research (CBER) March 2020 ICH Revision 1 Contains Nonbinding Recommendations TABLE OF CONTENTS I. INTRODUCTION (1) ....................................................................................................... 1 II. SCOPE (2)......................................................................................................................... -

The Preparation and Characterization of Some Alkanethiolatoosmium Compounds Harold Harris Schobert Iowa State University
Iowa State University Capstones, Theses and Retrospective Theses and Dissertations Dissertations 1970 The preparation and characterization of some alkanethiolatoosmium compounds Harold Harris Schobert Iowa State University Follow this and additional works at: https://lib.dr.iastate.edu/rtd Part of the Inorganic Chemistry Commons Recommended Citation Schobert, Harold Harris, "The preparation and characterization of some alkanethiolatoosmium compounds " (1970). Retrospective Theses and Dissertations. 4357. https://lib.dr.iastate.edu/rtd/4357 This Dissertation is brought to you for free and open access by the Iowa State University Capstones, Theses and Dissertations at Iowa State University Digital Repository. It has been accepted for inclusion in Retrospective Theses and Dissertations by an authorized administrator of Iowa State University Digital Repository. For more information, please contact [email protected]. 71-14,258 SCHOBERT, Harold Harris, 1943- THE PREPARATION AND CHARACTERIZATION OF SOME ALKANETHIOLATOOSMIUM COMPOUNDS. Iowa State University, Ph.D., 1970 Chemistry, inorganic University Microfilms, A XEROX Company, Ann Arbor, Michigan THIS DISSERTATION HAS BEEH MICROFILMED EXACTLY AS RECEIVED THE PREPARATION AND CHARACTERIZATION OF SOME ALKANETHIOLATOOSMIUM COMPOUNDS by Harold Harris Schobert A Dissertation Submitted to the Graduate Faculty in Partial Fulfillment of The Requirements for the Degree of DOCTOR OF PHILOSOPHY Major Subject: Inorganic Chemistry Approved: Signature was redacted for privacy. Signature was redacted for