An Alternative to Field Retting: Fibrous Materials Based on Wet Preserved Hemp for the Manufacture of Composites
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

Natural Materials for the Textile Industry Alain Stout
English by Alain Stout For the Textile Industry Natural Materials for the Textile Industry Alain Stout Compiled and created by: Alain Stout in 2015 Official E-Book: 10-3-3016 Website: www.TakodaBrand.com Social Media: @TakodaBrand Location: Rotterdam, Holland Sources: www.wikipedia.com www.sensiseeds.nl Translated by: Microsoft Translator via http://www.bing.com/translator Natural Materials for the Textile Industry Alain Stout Table of Contents For Word .............................................................................................................................. 5 Textile in General ................................................................................................................. 7 Manufacture ....................................................................................................................... 8 History ................................................................................................................................ 9 Raw materials .................................................................................................................... 9 Techniques ......................................................................................................................... 9 Applications ...................................................................................................................... 10 Textile trade in Netherlands and Belgium .................................................................... 11 Textile industry ................................................................................................................... -
Morphology and Mechanical Behavior of a Natural Composite
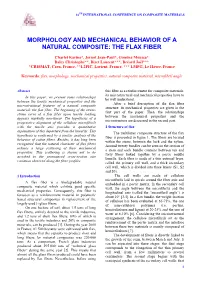
16 TH INTERNATIONAL CONFERENCE ON COMPOSITE MATERIALS MORPHOLOGY AND MECHA NICAL BEHAVIOR OF A NATURAL COMPOSITE: THE FLAX FIBER Charlet Karine*, Jernot Jean-Paul*, Gomina Moussa* Baley Christophe**, Bizet Laurent***, Bréard Joël*** *CRISMAT, Caen, France, **L2PIC, Lorient, France, *** LMPG, Le Havre, France Keywords : flax, morphology, mechanical properties, natural composite material, microfibril angle Abstract this fiber as a reinforcement for composite materials, its microstructural and mechanical properties have to In this paper, we present some relationships be well understood. between the tensile mechanical properties and the After a brief description of the flax fiber microstructural features of a natural composite structure, its mechanical properties are given in the material: the flax fiber. The beginning of the stress- first part of the paper. Then, the relationships strain curve of a flax fiber upon tensile loading between the mechanical properties and the appears markedly non-linear. The hypothesis of a microstructure are discussed in the second part. progressive alignment of the cellulose microfibrils with the tensile axis provides a quantitative 2 Structure of flax explanation of this departure from the linearity. This The multilayer composite structure of the flax hypothesis is confirmed by a similar analysis of the fiber is presented in figure 1. The fibers are located behavior of cotton fibers. Besides, it has long been within the stems, between the bark and the xylem. recognized that the natural character of flax fibers Around twenty bundles can be seen on the section of induces a large scattering of their mechanical a stem and each bundle contains between ten and properties. This scattering is shown not to be forty fibers linked together by a pectic middle ascribed to the pronounced cross-section size lamella. -

Identification of Callose Synthases in Stinging Nettle and Analysis Of
International Journal of Molecular Sciences Communication Identification of Callose Synthases in Stinging Nettle and Analysis of Their Expression in Different Tissues Gea Guerriero 1,* , Emilie Piasecki 1, Roberto Berni 2 , Xuan Xu 1, Sylvain Legay 1 and Jean-Francois Hausman 1 1 Environmental Research and Innovation (ERIN) Department, Luxembourg Institute of Science and Technology, 5, rue Bommel, Z.A.E. Robert Steichen, L-4940 Hautcharage, Luxembourg; [email protected] (E.P.); [email protected] (X.X.); [email protected] (S.L.); [email protected] (J.-F.H.) 2 Department of Life Sciences, University of Siena, via P.A. Mattioli 4, I-53100 Siena, Italy; [email protected] * Correspondence: [email protected]; Tel.: +352-275-888-5096; Fax: +352-275-8885 Received: 14 May 2020; Accepted: 27 May 2020; Published: 28 May 2020 Abstract: Callose is an important biopolymer of β-1,3-linked glucose units involved in different phases of plant development, reproduction and response to external stimuli. It is synthesized by glycosyltransferases (GTs) known as callose synthases (CalS) belonging to family 48 in the Carbohydrate-Active enZymes (CAZymes) database. These GTs are anchored to the plasma membrane via transmembrane domains. Several genes encoding CalS have been characterized in higher plants with 12 reported in the model organism Arabidopsis thaliana. Recently, the de novo transcriptome of a fibre-producing clone of stinging nettle (Urtica dioica L.) was published and here it is mined for CalS genes with the aim of identifying members differentially expressed in the core and cortical tissues of the stem. -

New Synthetic Fibers Come from Natural Sources by Maria C
%" m •*^.. ? •^^:; m^ "•~.y.-, .-,. Id X LCI New Synthetic Fibers Come from Natural Sources By Maria C. Thiry, Features Editor n the beginning, textile fibers of applications for synthetic fibers able properties, such abrasion resis- came from the natural world: and their increasing popularity. Cot- tance, stain repellency, and wrinkle animal skins, hair, and wool; silk ton producers decided to fight back. resistance. In addition, according to from silkworms; and plants like Cotton Incorporated's famous market- Wallace, genetic research has gone into a flax, cotton, and hemp. For ing campaign is credited for bringing improving the quality of the fiber it- Icenturies, all textiles came from fibers the public's attention and loyalty self—qualities such as increased that were harvested fron:i a plant, ani- "back to nature." length, and improved strength of the mal, or insect. Then, at the beginning "Cotton is the original high-tech fiber over the last 30 years. "In the of the 20th century, people discovered fiber," says the company's Michelle marketplace, it is important to have a that they could create textile fibers of Wallace. The fiber's material proper- differentiated product," notes Cotton their own. Those early synthetic fibers ties, such as moisture management, Incorporated's Ira Livingston. "We are still originated in a natural source— comfortable hand, and wet tensile continually looking for ways to intro- cellulose from wood pulp—but soon strength contribute to its appeal. The duce cotton that surprises the con- enough in the 1930s, 40s, and 50s, a development of various finishes has sumer. One of those ways is our re- stream of synthetic fibers came on the given cotton fabrics additional favor- search into biogenetics, to enhance scene that owed their origins to chemical plants instead of plants Cotton's Share of Market that could be grown in a field. -

A Comparative Study of the Effect of Field Retting Time on the Properties
fibers Article A Comparative Study of the Effect of Field Retting Time on the Properties of Hemp Fibres Harvested at Different Growth Stages Brahim Mazian 1,2,*, Anne Bergeret 1,*, Jean-Charles Benezet 1 and Luc Malhautier 2 1 Centre des Matériaux des Mines d’Alès, IMT Mines Alès, Université de Montpellier, 6 avenue de Clavières, 30319 Alès Cedex, France; [email protected] 2 Laboratoire du Génie de l’Environnement Industriel, IMT Mines Alès, Université de Montpellier, 6 avenue de Clavières, 30319 Alès Cedex, France; [email protected] * Corresponding: [email protected] (B.M.); [email protected] (A.B.) Received: 25 October 2019; Accepted: 5 December 2019; Published: 7 December 2019 Abstract: In this study, the comparison of field retting of hemp fibres harvested at different growth stages (beginning and end of flowering, seed maturity) was studied. Regardless of the harvest period, identical evolution of the fibres’ properties was observed during retting. The main difference is the kinetics of this transformation, which depend on weather conditions and the initial state of the fibres after harvesting. Retting leads to a change in colour of the stems and fibres, an increase of the cellulose fraction and a gradual improvement of the fibres’ thermal stability, in relation with a decrease in the non-cellulosic materials. This process induces fibre bundle separation into elementary fibres. A long period (5 weeks) is required for getting the highest mechanical properties of fibres harvested at the beginning and the end of flowering. However, the retting of fibres harvested at seed maturity has to be performed in a short period (1 week) in order to avoid over-retting treatment. -

Raffia Palm Fibre, Composite, Ortho Unsaturated Polyester, Alkali Treatment
American Journal of Polymer Science 2014, 4(4): 117-121 DOI: 10.5923/j.ajps.20140404.03 The Effect of Alkali Treatment on the Tensile Behaviour and Hardness of Raffia Palm Fibre Reinforced Composites D. C. Anike1,*, T. U. Onuegbu1, I. M. Ogbu2, I. O. Alaekwe1 1Department of Pure and Industrial Chemistry, Nnamdi Azikiwe University Awka, Anambra State, Nigeria 2Department of Chemistry Federal University Ndufu-Alike, Ikwo Ebonyi State, Nigeria Abstract The effects of alkali treatment and fibre loads on the properties of raffia palm fibre polyester composite were studied. Some clean raffia palm fibres were treated with 10% NaOH, and ground. The ground treated and untreated fibres were incorporated into the ortho unsaturated polyester resin. The treated and the untreated fibre composites samples were subjected to tensile tests according to ASTM D638 using instron model 3369. The microhardness test was done by forcing a diamond cone indenter into the surface of the hard specimen, to create an indentation. The significant findings of the results showed that alkali treatment improved the microhardness and extension at break at all fibre loads, better than the untreated fibre composites, with the highest values at 20% (14.40 and 3.47mm for microhardness and extension at break respectively). Tensile strength, tensile strain and modulus of elasticity also improved for alkali treated fibre composites, except in 5% and 20% for tensile strength, 15% for tensile strain, and 15% and 20% for modulus of elasticity, compared to the corresponding fibre loads of untreated fibre composites. Keywords Raffia palm fibre, Composite, Ortho unsaturated polyester, Alkali treatment The main drawbacks of such composites are their water 1. -
Lecture 8 (Synthetic Fibers)
CH0204 Organic Chemical Technology Lecture 12 Chapter 4 Synthe2c fibers Balasubramanian S Assistant Professor (OG) Department of Chemical Engineering Balasubramanian S 1 Overview of topics Chapter 4 Synthe2c Fibers 1 Acrylics 2 Polyamides 3 Polyesters 17/02/11 Balasubramanian S 2 Synthetic (or man-made fibers) What are Synthe2c Fibers? The clothes that we wear are made up of fabrics Fabrics are made up of fibers Depending on the sources the fibers are classified in two types 1. Natural and 2. Synthe2c Natural fibers are the fibers which are obtained from plants and animals e.g. silk and wool Synthe2c fibers are made by human beings or also called as man- made fibers Nylon, Polyester, Rayon etc. Balasubramanian S 3 Synthetic (or man-made fibers) Natural Fiber, Silk wool Balasubramanian S 4 Synthetic (or man-made fibers) Synthe2c Fibers Nylon Polyester Balasubramanian S 5 Synthetic (or man-made fibers) The first synthe2c or man-made fiber is cellulose nitrate and the next synthe2c fiber is regenerated cellulose or viscose. Some of the man-made fibers emerged aer 1940’s were acrylics, polyamides, polyesters and polyolefin. The uses of man-made fibers depend upon the nature of the individual fiber. Clothing, Carpets, and Upholstery are all made largely, or wholly, of synthe2c fibers. Balasubramanian S 6 Acrylics Acrylic fibers are synthe'c fibers made from a polymer (polyacrylonitrile) with an average molecular weight of ~100, 000 about 1900 monomer units The Dupont Corporaon created the first Acrylic fibers in 1941 and trademarked them under the name “Orlon” Balasubramanian S 7 Polyamide (Nylon fiber) Production Adipic Acid Water Hexamethylene diamine Process Ace2c acid Polyamide (Nylon) Nitrogen Air Steam Balasubramanian S 8 Polyamides A polyamide is a polymer containing monomers of amides. -

Natural Fibers and Fiber-Based Materials in Biorefineries
Natural Fibers and Fiber-based Materials in Biorefineries Status Report 2018 This report was issued on behalf of IEA Bioenergy Task 42. It provides an overview of various fiber sources, their properties and their relevance in biorefineries. Their status in the scientific literature and market aspects are discussed. The report provides information for a broader audience about opportunities to sustainably add value to biorefineries by considerin g fiber applications as possible alternatives to other usage paths. IEA Bioenergy Task 42: December 2018 Natural Fibers and Fiber-based Materials in Biorefineries Status Report 2018 Report prepared by Julia Wenger, Tobias Stern, Josef-Peter Schöggl (University of Graz), René van Ree (Wageningen Food and Bio-based Research), Ugo De Corato, Isabella De Bari (ENEA), Geoff Bell (Microbiogen Australia Pty Ltd.), Heinz Stichnothe (Thünen Institute) With input from Jan van Dam, Martien van den Oever (Wageningen Food and Bio-based Research), Julia Graf (University of Graz), Henning Jørgensen (University of Copenhagen), Karin Fackler (Lenzing AG), Nicoletta Ravasio (CNR-ISTM), Michael Mandl (tbw research GesmbH), Borislava Kostova (formerly: U.S. Department of Energy) and many NTLs of IEA Bioenergy Task 42 in various discussions Disclaimer Whilst the information in this publication is derived from reliable sources, and reasonable care has been taken in its compilation, IEA Bioenergy, its Task42 Biorefinery and the authors of the publication cannot make any representation of warranty, expressed or implied, regarding the verity, accuracy, adequacy, or completeness of the information contained herein. IEA Bioenergy, its Task42 Biorefinery and the authors do not accept any liability towards the readers and users of the publication for any inaccuracy, error, or omission, regardless of the cause, or any damages resulting therefrom. -

A Comprehensive Review on Bast Fibre Retting Process for Optimal Performance in Fibre-Reinforced Polymer Composites
Hindawi Advances in Materials Science and Engineering Volume 2020, Article ID 6074063, 27 pages https://doi.org/10.1155/2020/6074063 Review Article A Comprehensive Review on Bast Fibre Retting Process for Optimal Performance in Fibre-Reinforced Polymer Composites C. H. Lee ,1 A. Khalina ,1 S. H. Lee,1 and Ming Liu2 1Institute of Tropical Forestry and Forest Products, Universiti Putra Malaysia, 43400 UPM Serdang, Selangor, Malaysia 2Material Research and Technology Department, Luxembourg Institute of Science and Technology, 5 Rue Bommel Z.A.E. Robert Steichen, L-4940 Hautcharage, Luxembourg Correspondence should be addressed to C. H. Lee; [email protected] and A. Khalina; [email protected] Received 10 December 2019; Accepted 9 May 2020; Published 13 July 2020 Academic Editor: Charles C. Sorrell Copyright © 2020 C. H. Lee et al. (is is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited. Natural fibres are a gift from nature that we still underutilise. (ey can be classified into several groups, and bast natural fibre reinforcement in polymer composites has the most promising performance, among others. However, numerous factors have reported influences on mechanical properties of the fibre-reinforced composite, including natural fibre retting processes. In this review, bast fibre retting process and the effect of enzymatic retting on the fibre and fibre-reinforced polymer composites have been discussed and reviewed for the latest research studies. All retting methods except chemical and mechanical retting processes are involving secretion of enzymes by bacteria or fungi under controlled (enzymatic retting) or random conditions (water and dew retting). -

Investigating the Mechanical Properties of Polyester- Natural Fiber Composite
International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056 Volume: 04 Issue: 07 | July -2017 www.irjet.net p-ISSN: 2395-0072 INVESTIGATING THE MECHANICAL PROPERTIES OF POLYESTER- NATURAL FIBER COMPOSITE OMKAR NATH1, MOHD ZIAULHAQ2 1M.Tech Scholar,Mech. Engg. Deptt.,Azad Institute of Engineering & Technology,Uttar Pradesh,India 2Asst. Prof. Mechanical Engg. Deptt.,Azad Institute of Engineering & Technology, Uttar Pradesh,India ------------------------------------------------------------------------***----------------------------------------------------------------------- Abstract : Reinforced polymer composites have played an Here chemically treated and untreated fibres were mixed ascendant role in a variety of applications for their high separately with polyester matrix and by using hand lay –up meticulous strength and modulus. The fiber may be synthetic technique these reinforced composite material is moulded or natural used to serves as reinforcement in reinforced into dumbbell shape. Five specimens were prepared in composites. Glass and other synthetic fiber reinforced different arrangement of natural fibres and glass fiber in composites consists high meticulous strength but their fields of order to get more accurate results. applications are restrained because of their high cost of production. Natural fibres are not only strong & light weight In the present era of environmental consciousness, but mostly cheap and abundantly available material especially more and more material are emerging worldwide, Efficient in central uttar Pradesh region and north middle east region. utilization of plant species and utilizing the smaller particles Now a days most of the automotive parts are made with and fibers obtained from various lignocellulosic materials different materials which cannot be recycled. Recently including agro wastes to develop eco-friendly materials is European Union (E.U) and Asian countries have released thus certainly a rational and sustainable approach. -

Material Choices for Fibre in the Neolithic: an Approach Through the Measurement of Mechanical Properties
Harris, S. , Haigh, S., Handley, A. and Sampson, W. (2017) Material choices for fibre in the Neolithic: an approach through the measurement of mechanical properties. Archaeometry, 59(3), pp. 574-591. (doi:10.1111/arcm.12267) There may be differences between this version and the published version. You are advised to consult the publisher’s version if you wish to cite from it. This is the peer-reviewed version of the following article: Harris, S. , Haigh, S., Handley, A. and Sampson, W. (2017) Material choices for fibre in the Neolithic: an approach through the measurement of mechanical properties. Archaeometry, 59(3), pp. 574-591, which has been published in final form at 10.1111/arcm.12267. This article may be used for non-commercial purposes in accordance with Wiley Terms and Conditions for Self-Archiving. http://eprints.gla.ac.uk/119815/ Deposited on: 02 June 2016 Enlighten – Research publications by members of the University of Glasgow http://eprints.gla.ac.uk MATERIAL CHOICES FOR FIBRE IN THE NEOLITHIC: AN APPROACH THROUGH THE MEASUREMENT OF MECHANICAL PROPERTIES. Susanna Harris, Corresponding Author (1), Sarah Haigh (2), Adrian Handley (3), William Sampson (4). 1) Archaeology, School of Humanities, University of Glasgow, Lilybank Gardens, Glasgow, G12 8QQ, UK, [email protected] 2) School of Materials, Manchester University UK, [email protected] 3) School of Materials, Manchester University UK 4) School of Materials, Manchester University UK, [email protected] ABSTRACT Studies of the Mesolithic-Neolithic transition in Europe have focused on plants and animals exploited for food. However, the exploitation of plants for fibres underwent a significant change with the addition of domestic flax as a fibre crop. -

Bast Fibre Blends. from Field to Fabric. We're Creating a New Generation Of
Bast Fibre Blends. From field to fabric. We’re creating a new generation of natural fibre textiles. Made from pure new wool blended with harvested nettles, hemp and flax. The natural choice Our vision is to be the natural choice for fabric solutions worldwide – quite literally. So we always look to nature to provide the best answers. Nature teaches us so much in terms of rapid renewability, biodegradability, perfect fit for purpose and, of course, beauty. Camira are pioneering designers and manufacturers of so-called bast fibre fabrics made from innovative blends of pure new wool combined with naturally occurring textile fibres derived from harvested nettles, hemp and flax. Bast fibres are found in the outer part of the stem of the plant, just inside the bark, making them strong, elastic and flexible, so ideal characteristics for spinning into yarn and weaving into fabric. 3 A sting in the tale It all started with Sting: an acronym for a four year project titled “Sustainable Technology in Nettle Growing” and the name of our award winning upholstery fabric. Back in 2005, we teamed up with academic partner De Montfort University in Leicester, UK, and led the way in developing an industry-first fabric made from wool and nettle fibre obtained from the common stinging nettle. The project encompassed research into nettle cultivation on UK farmland; harvesting methods and fibre extraction; blending, spinning, weaving and dyeing; technical performance evaluation and lifecycle assessment. Sting has now matured into the Nettle Collection, a family of three textile patterns, and the entire learning process informed the development of a totally new category of natural bast fibre fabrics.