Installation Instructions
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-

DANA and SPICER® PRODUCTS for the JEEP® WRANGLER JK and JL
DANA and SPICER® PRODUCTS for the JEEP® WRANGLER JK and JL 1 JEEP® WRANGLER JL AXLE IDENTIFIER Trim Engine Front Diff Rear Diff Front Axle Rear Axle TABLE of CONTENTS Sport/Sahara 3.6L V6 and 2.0L Turbo Open Open Dana 30™ Dana 35™ AdvanTEK® ™ Sport/Sahara 3.6L V6 and 2.0L Turbo Open Trac-Lok™ LSD Dana 30™ Dana 44™ AdvanTEK® The Ultimate Dana 60 Axles for the JL ............................................. 4-5 Sport/Sahara 3.0L Diesel Open Trac-Lok™ LSD Dana 44™ AdvanTEK® Dana 44™ AdvanTEK® The Ultimate Dana 44™ AdvanTEK® Axles for the JL ......................... 6-7 Rubicon 3.6L V6/ 3.0L Diesel ELD ELD Dana 44™ AdvanTEK® Dana 44™ AdvanTEK® The Ultimate Dana 60™ Axles for the JK ............................................. 8-9 The Ultimate Dana 44™ Axles for the JK .........................................10-11 JEEP® WRANGLER JK AXLE IDENTIFIER Spicer® Driveshafts for the Jeep® Wrangler JK and JL .........................12 Trim Engine Front Diff Rear Diff Front Axle Rear Axle Sport/Sahara 3.6L Open Open Dana 30™ Dana 44™ Spicer® Nickel Chromoly Axle Shafts for the JK and JL .........................15 ™ ™ ™ Sport/Sahara 3.6L Open Trac-Lok LSD Dana 30 Dana 44 Spicer® Ring & Pinion Gearing for the JK .............................................16 Rubicon 3.6L ELD ELD Dana 44™ Dana 44™ Spicer® AdvanTEK® Ring & Pinion Gearing for the JL ..........................19 Spicer® U-Joints for the JK ....................................................................20 Spicer® Ultra-Premium Synthetic Grease .............................................20 -
Application Guide
APPLICATIONS - CV AXLES MAKE MODEL YEAR PART NUMBER AXLE MODEL CAN-AM Can-Am X3 R & X DS CV Axle - Front Driver 17 - Up 87030-PS2 Can-Am Can-Am X3 R & X DS CV Axle - Front Passenger 17 - Up 87031-PS2 Can-Am Can-Am X3 R & X DS CV Axle - Rear 17 - Up 87032-PS2 Can-Am Can-Am X3 X RS CV Axle - Front Driver 17 - Up 87033-PS2 Can-Am Can-Am X3 X RS CV Axle - Front Passenger 17 - Up 87034-PS2 Can-Am Can-Am X3 X RS CV Axle - Rear 17 - Up 87035-PS2 Can-Am Can-Am 1000 CV Shaft - Front Left 13 - Up 87008-DRA Can-Am Can-Am 1000 CV Shaft - Front Right 13 - Up 87009-DRA Can-Am Can-Am 1000 CV Shaft - Rear 13 - Up 87007-DRA Can-Am Can-Am 1000 CV Shaft - Rear 16 - Up 87023-DRA Can-Am Can-Am 1000 Turbo CV Shaft - Front Left 15 - Up 87008-DRA Can-Am Can-Am 1000 Turbo CV Shaft - Front Right 16 - Up 87009-DRA Can-Am Can-Am 1000 Turbo CV Shaft - Rear 15 - Up 87020-DRA Can-Am DODGE Dodge Ram 1500 05-'11 CVJIFS-RAM1500 AAM 9.25 Dodge Ram 1500 12-'17 CVJIFS-RAM1500-2 AAM 9.26 Dodge Ram W250 (89-'93) W350 (75-93') 75-'93 CVJ60OS-DG1 Dana 60 Dodge Ram W250 (89-'93) W350 (75-93') 300M 75-'93 CVJ60OS-DG1-300M Dana 60 Dodge Ram 2500/3500 '94-'02 CVJ60-RAM35 Dana 60 Dodge Ram 2500/3500 '02.5 CVJ60-RAM1 Dana 60 Dodge Ram 2500/3500 '03-'08.5 CVJAAM-D2535 AAM 9.25 Dodge Ram 2500/3500- Non Disconnect '08.5-'13 CVJAAM-D2535-35 AAM 9.25 Dodge Ram 2500/3500 '14-Up CVJAAM-D2535-35D AAM 9.25 Dodge Ram 2500/3500 Utilizing Dynatrac or SpynTech 94-'02 CVJ60-RAM35-SPIN Dana 60 Dodge Ram 2500/3500 Utilizing Dynatrac or SpynTech 03-'08.5 CVJAAM-SPIN1 AAM 9.25 Dodge Ram 2500/3500 Utilizing -

Off Road Unlimited Performance Steering Parts Catalog
2010 Catalog OFF ROAD UNLIMITED YOU’VE EARNED IT. YOU DESERVE IT. WE HAVE IT! For the past 20 years, Off Road Unlimited has been manufacturing products that set new industry standards. ORU creations have graced the covers of both national and international trade publications. As recognized “experts” in the truck & SUV filed, ORU regularly appears in technical and feature articles. ORU’s employees are avid truck & SUV enthusiasts who regu larly field test their own products. Our goal is to bring you quality products, built in the USA, at a fair price. 1 NOTICE TO DEALER / CONSUMER INDEX Installation of many ORU products can change ride characteristics, 3-4 01-10 GM HD 2500-3500 4-Link Coil Over System center of gravity, and/or rollover resistance. Because of the change in 5-8 01-10 GM HD 2500-3500 HD Solid Axle Conversion Kit on/off road handling, you should familiarize yourself, and all 9-10 88-98 GM 1500-3500 Solid Axle Conversion Kit operators of the vehicle with the unique handling (32.5 Spring Pad width) characteristics associated with it. Extreme care should be taken when 11-12 88-98 GM 1500-3500 Solid Axle Conversion Kit operating the vehicle to prevent possible loss of control or rollover that (36.5 Spring Pad width) could result in serious injury or death. The user is ulitmately responsi- 13-14 88-98 GM 1500 2wd Solid Axle Conversion Kit ble for the safe operation of the vehicle and compliance with any indi- 15 Chevy/GMC Leveling Kits vidual state laws that may apply to it modification. -

Dana Spicer Light Axle General Information
XGI August 2014 Supersedes XGI Dated May 2006 Light Vehicle Axle General Information Now also including: The Ultimate Dana 60, Chromoly Axle Shafts, Performance Diff Cover Gaskets, Spools, All-Makes Ring and Pinions, All-Makes Axle Shafts, and more. Product pictured is intended to be a representation of product category. SAFETY INFORMATION WARNING - Failure to follow these instructions could affect vehicle performance and/or safety and result in personal injury or death. • Do not convert or alter Spicer axles except in accordance with vehicle manufacturer's instructions. Spicer axles are designed to meet OEM vehicle manufacturer's design and performance specifications. Improper conversion or alteration of these axles can damage the axles and/or other vehicle systems. Contact the OEM manufacturer for specific directions and guidelines. • Do not change axle gear ratios on vehicles with anti-lock braking systems except in accordance with the vehicle manufacturer's instructions. Vehicles with anti-lock braking systems may utilize sensors and tone rings within the axle housings to ensure the functioning of the anti-lock brakes. Improperly changing the axle ratios may defeat the anti-lock braking system. If changing axle ratios will require changing the location of the tone ring on the ring gear flange relative to the location of the sensor in the axle housing, contact the OEM manufacturer for specific directions and guidelines. • Do not reuse or substitute ring gear bolts. If you reuse a ring gear bolt or substitute an inferior quality bolt, the bolt may loosen or back out of its threaded hole, causing severe damage to the axle gears and other components and possibly resulting in a sudden "locking up" of the axle and loss of control of the vehicle. -

North American Application Chart
NORTH AMERICAN APPLICATION CHART AUGUST 2008 This listing covers most common North American Chevrolet / GMC / Hummer 1 applications but is not a complete list of all possible Chrysler / Jeep 2 applications. For South or Dodge 3 Central American, Ford 4 applications, or other Isuzu 5 international applications not referred to in this listing, Land Rover 5 please refer to our Australian Mazda 6 & International Application Mitsubishi 6 Chart, or contact ARB or your local ARB stockist. Model Nissan 6 years and names may vary Suzuki 7 greatly depending on point of Toyota / Lexus 7 sale. Use axle shaft spline count and / or ring & pinion Performance Applications 8 ratio to distinguish between Differential Covers 8 similar models where Applications by part number 9 possible. 4X4 ACCESSORIES Page 1 Chevrolet / GMC / Hummer CHEVROLET / GMC / HUMMER Shaft Shaft ARB Vehicle/Model Axle Loc'n Year Description Ratio Diameter Spline Part No. 10/1500 Series, C, G, K, Front To 1980 Dana M44, 3600lb 33.3 (1.31") 30 3.92 & UP RD1166 P, Blazer, Jimmy, 3.73 & DN RD117 Yukon, Suburban1, 1977-89 GM 10 bolt 30.5 (1.20") 28 2.73 & UP RD832 Vans Rear 1989-96 GM 10 bolt, 8.5" dia. RG, semi floating 33.3 (1.31") 30 2.73 & UP RD842 1982-89 GM 10 bolt, 8.5" dia. RG, semi floating 30.5 (1.20") 28 2.73 & UP RD832 1982 on GM 14 bolt, 9.5" dia. RG, semi floating 34.8 (1.37") 33 All RD40 To 1982 GM 12 bolt, 8.875" dia. -

Center of U-Joint Cap S
"Front" Axle Shaft Ordering Defined 1250 E. Piper Ct. Meridian, Idaho 83642 Phone: 503.257.6604 Fax 503.253.6564 Front End Type For inner shafts, this is simply the make and model of the front end you are working on. Examples of this are Dana 44, Dana 60, or hybrid Ford 9" 31 spline, D50 30 spline [which is very weak], etc... For outer shafts this is simply the make of the spindle -- if known. Examples of this are Ford, GM, Jeep, or Dodge/ Chrysler. Hybrid custom front end This section is only filled out if you are building a custom front end using the center from one housing and the spindles/ knuckles from another. An examples of this is: A Ford 9" or 14 bolt center & Dana 60 spindles/knuckles, or an aftermarket housing center and spindle/knuckle combo kit, etc... S: (Spline count) Make/Model Splines Spline Dia. Seal Diameter This is the number of splines the axle has. Either count them Dana 30 27 1.167 1.185 or measure the diameter of the splines with a dial caliper or Dana 35 27 1.167 1.315 micrometer. Use the reference chart of some common spline GM Corporate 28 1.205 1.315 and seal combinations to identify your spline count. Also list in the notes the type of differential or spool you will Dana 44 / GM Corp 30 1.290 1.315 be using, either factory or aftermarket. If using an aftermar- GM 14 bolt [Hybrid] 30 1.530 1.562 ket carrier or full spool, list the manufacturer (as some use Dana 50 [Not good] 30 1.290 1.562 different pressure angles for their splines as well as slightly Ford 9" [Hybrid] 31 1.325 1.325 different end of spline dimensions). -

Table of Contents Chrysler® / Dodge®
Richmond Gear Ring & Pinion Application Guide Table of Contents Chrysler® / Dodge® - - - - - - - - - 4 Corvette® / Dana®- - - - - - - - - - 4 Ford®- - - - - - - - - - - - - -10 Gear Ratio Chart - - - - - - - - - - - 12- - - GM® - - - - - - - - - - - - - - - - - - - -15 Nissan®- - - - - - - - - - - - - 19 Toyota®- - - - - - - - - - - - - 19 Richmond Gear Warranty - - - - - - - - - - - - - - - - - -22 Richmond Gear is the leading manufacturer of professional quality, high-performance drivetrain products. Our performance products are the result of a continuous research and development program com- bined with state-of-the-art manufacturing capabilities at our plants worldwide. For over 80 years, the Double Diamond has signified the highest quality products in the racing industry! Our complete line of Richmond Gear performance products ranges from high performance ring-and- pinion sets for serious street and racing applications to torque-hungry manual transmission, and components for on and off-road use. We also offer full ring and pinion installation kits and instructional videos. Engineered to perform faster and be more reliable, Richmond Gear products have been winners both at the Daytona 500 and U.S. Nationals for decades. Winners Run Richmond! Parts listed in this catalog are not necessarily manufactured by the original equipment manufacturer and any reference to the trademarks or part numbers of others are for cross reference informational purposes only. The photos provided herein are provided only for illustrative purposes. The actual products supplied may differ. The Excel by Richmond trademarks of others referred to herein are owned by their respective companies and are not affiliated in any way with Midwest Truck & Auto Parts, Inc.™, Richmond Gear® By providing high-quality OEM replacement gears for your vehicle, and Excel by Richmond®. These divisions are the registered or pending trademarks Richmond’s Excel line provides Richmond quality at affordable prices. -

DANA® and SPICER® PRODUCTS for the JEEP® WRANGLER® JK and JL
DANA® and SPICER® PRODUCTS for the JEEP® WRANGLER® JK and JL 1 JEEP® WRANGLER® JL AXLE IDENTIFIER Front Differential Rear Differential Front Axle Rear Axle Open Open Dana 30™ Dana 35™ AdvanTEK® TABLE of CONTENTS ™ ™ ™ ® Open Trac-Lok LSD Dana 30 Dana 44 AdvanTEK The Ultimate Dana 60™ Axles for the JL .................................................4-5 Open Trac-Lok™ LSD Dana 44™ AdvanTEK® Dana 44™ AdvanTEK® ™ ELD ELD Dana 44™ AdvanTEK® Dana 44™ AdvanTEK® The Ultimate Dana 60 Axles for the JK ................................................6-7 The Ultimate Dana 44™ Axle for the JK ..................................................8-9 JEEP® WRANGLER® JK AXLE IDENTIFIER Jeep® Wrangler® Driveshaft for the JK and JL ....................................10-11 Front Differential Rear Differential Front Axle Rear Axle Spicer® Nickel Chromoly Axle Shafts for the JK and JL ......................12-13 Open Open Dana 30™ Dana 44™ Spicer® Ring & Pinion Gearing for the JK ...........................................14-15 Open Trac-Lok™ LSD Dana 30™ Dana 44™ ELD ELD Dana 44™ Dana 44™ Spicer® AdvanTEK™ Ring & Pinion Gearing for the JL .......................16-17 Spicer® Universal Joints for the JK ............................................................18 Spicer® Ultra-Premium Synthetic Grease ................................................18 Spicer® Performance Adjustable Shocks for the JK .................................19 Dana 60™ 35 Spline Drive Flange Kits for the JK and JL .........................19 Spicer® Performance Differential Covers -

Dana 30 Dana 35
www.sdlsuspension.com PIGNON COURONNE / RING AND PINION DIFFÉRENTIEL AVANT - FRONT AXLE DANA 30 CJ-YJ-TJ 72-06 Case 3.54- low / 3.73+ high Ratio CJ 72-86 YJ 87-95 TJ 97-06 3.54 30D/354 30D/354R 30D/354T 3.73 30D/373 30D/373R 30D/373T 4.10 30D/410 30D/410R 30D/410T 4.56 30D/456 30D/456R 30D/456T 4.88 30D/488 30D/488R 30D/488T Shims kit CJ-YJ #30D/KIT Kit bearing+shims CJ-YJ #30D/KITC Cage basse/low case CJ-YJ-TJ #30D/CL Shims kit TJ #30D/KITTJ Kit bearing+shims TJ #30D/KITCTJ Cage haute/high case CJ-YJ-TJ #30D/CH DIFFÉRENTIEL ARRIÈRE - REAR AXLE DANA 35 YJ 87-95 - TJ 97-06 Case 3.07 low / 3.54+ high Ratio 3.07 #35D/307 3.54 #35D/354 3.73 #35D/373 4.10 #35D/410 4.56 #35D/456 4.88 #35D/488 Cage basse 35D/CL 87-89 Low case 35D/CLC 90-93 35D/CLABS 93-06 Kit de shims-shims kit YJ-TJ #35D/KIT Kit de shims+bearing Cage haute 35D/CH 87-89 bearing and shims kit YJ-TJ High case 35D/CHC 90-93 #35D/KITC 35D/CHABS 93-06 103 www.sdlsuspension.com PIGNON COURONNE / RING AND PINION DIFFÉRENTIEL ARRIÈRE - REAR AXLE DANA 44 CJ 72-75 - CJ 86 - TJ 97-06 Case 3.73- low / 3.92+ high Ratio 3.54 #44D/354 3.73 #44D/373 4.09 #44D/409 4.56 #44D/456 4.88 #44D/488 5.38 #44D/538 Kit de shims-shims kit CJ-TJ Kit de shims+bearing Cage basse/low case #44D/CL #44D/KIT bearing and shims kit CJ-TJ Cage haute/high case #44D/CH #44D/KITC DIFFÉRENTIEL ARRIÈRE - REAR AXLE AMC 20 CJ 76-86 Case 3.07+ high Ratio 3.54 #AMC/354 3.73 #AMC/373 4.10 #AMC/410 4.56 #AMC/456 Kit de shims-shims kit CJ Kit de shims+bearing Cage haute / High case #AMC/KIT bearing and shims kit CJ #AMC/CH #AMC/KITC 104 www.sdlsuspension.com DIFFERENTIEL AUTO-BLOQUANT AXLE LOCKER SYSTEMS DETROIT TRUETRAC Pour usage sur différentiel avant ou arrière For use on front or rear axle Le Detroit TrueTrac est un différentiel à engrenage de type The TrueTrac differential is an all gear driven limited slip that "limited slip" qui procure une traction automatique et silencieuse. -

Hours of Operation Method of Payment Ordering Our
WELCOME TO JEFF’S BRONCO GRAVEYARD INC. Jeff’s Bronco Graveyard Inc. has been serving the Bronco community for nearly 20 years. During that time we have steadily grown to become one of the largest sellers of Bronco parts and accessories in the country. We attribute this steady growth to our continued commitment to giving you the best possible price, quality and service. We guarantee the best prices in the industry, and to minimize down time, most orders are shipped the day they are placed. Our recent expansion boasts a 26,000 sq. ft. warehouse to help us expedite your order. We thank you for all your continued support and look forward to serving your future Bronco needs. Hours of operation Mon. - Wed: 9:00 a.m.- 6:00 p.m.(EST) Thurs. - Friday: 9:00 a.m.- 5:00 p.m.(EST) Our store never closes at www.broncograveyard.com Ordering Orders are accepted by phone, fax, mail, or on the web at our secure website: www.broncograveyard.com Returns Phone: (248) 437-5060 All returns to Jeff’s Bronco Graveyard Inc. must be accom- (248) 486-1760 panied by an RMA number. Please see following page for a complete description of our return policy Fax: (248) 437-9354 Core returns Address: Jeff’s Bronco Graveyard All cores must be returned within 90 days for core credit, and be 7843 Lochlin Dr. accompanied by a copy of original receipt. Brighton, MI 48116 Method of payment Damaged shipments JBG aceepts Visa, Mastercard, American Express, Discover In the event of receiving a damaged shipment, please notify and Debit cards. -
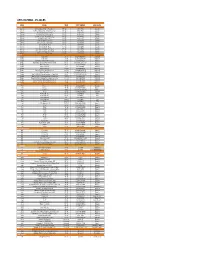
LIMITED SLIP DIFFERENTIAL Identification and Application Chart
LIMITED SLIP DIFFERENTIAL Identification and Application Chart For use in all clutch-type limited slip differentials Eliminate differential chatter and noise Reduce differential oil temperatures Extend clutch pack and equipment life Part #42581 LUBEGARD® Multi-Vehicle Limited Slip Supplement can be used in place of OE friction modifiers (for example Ford, Chrys- ler, GM, etc) for limited slip differentials. IMPORTANT! Please be sure to adequately research technical resources such as your vehicle’s manual to determine the type of assembly for your application. LUBEGARD Limited Slip Sup- plement is only for use in clutch-type limited slip differentials. INTERNATIONAL LUBRICANTS, INC. a STELLAR AUTOMOTIVE GROUP COMPANY 7930 Occidental South Seattle, WA 98108 206-762-5343 800-333-LUBE (5823) ©2016 ILI. All trademarks are property of their respective owners. www.Lubegard.com IMPORTANT! How many bottles of LUBEGARD® Limited Slip Supplement is required for your application? LG 4 oz. LG 4 oz. APPLICATION Year Rear LS Differential Treat Front Differential Treat Buick Buick 73-79 GM 8.5" & 8.625" 1 N/A N/A Buick Grand National 77-87 GM 8.5" & 8.625" 1 N/A N/A Buick Omega 73-79 GM 8.5" & 8.625" 1 N/A N/A Buick Regal 73-77 GM 8.5" & 8.625" 1 N/A N/A Cadilac Cadilac 80-90 GM 7.5" & 7.62" 1 N/A N/A Cadilac 77-83 GM 8.75" & 8.875" 1 N/A N/A Cadilac Fleetwood 77-79 GM 8.75" & 8.875" 1 N/A N/A Cadilac Fleetwood Limo 90 GM 8.5" & 8.625" 1 N/A N/A Cadilac Seville 77-79 GM 8.5" & 8.625" 1 N/A N/A Chevrolet Buick / Cadilac Chevrolet Chevrolet 1/2 & 3/4 -

ARB Corporation Limited
INTERNATIONAL VEHICLE APPLICATION GUIDE Copyright © by ARB Corporation Limited. All rights reserved. All text, images, graphics and other materials herein are subject to the copyrights and other intellectual property rights of ARB Corporation Limited. These Materials may not be copied for commercial use or distribution, nor may these materials be modified or reposted to other sites without the express written consent of ARB Corporation Limited. No Liability is assumed for damages resulting in the use of the information contained herein. ARB Air Locker Air Operated Locking Differentials and Air Locker are trademarks of ARB Corporation Limited. Other product names used herein are for identification purposes only and may be trademarks of their respective AIR OPERATED LOCKING DIFFERENTIALS INTERNATIONAL VEHICLE APPLICATION CHART OCTOBER 2016 This listing covers most Chevrolet / GMC / Hummer 1 known Australian and Chrysler / Jeep 2 International applications but is not a complete list of all Dodge 3 possible applications globally. Ford 4 Holden 5 For applications not Hyundai 5 specifically referred to in this Isuzu 5 listing, please contact ARB or Land Rover 6 your local ARB stockist. Mazda 6 Model years and names may vary greatly depending on Mitsubishi 7 point of sale. Use axle shaft Nissan 8 spline count and / or ring & Santana 9 pinion ratio to distinguish Ssangyong 9 between similar models Suzuki 9 where possible. Toyota / Lexus 10 Volkswagen 10 Performance Applications 11 Differential Covers 11 Air Compressors 11 Applications By Part Number 12 Page 1 Chevrolet / GMC / Hummer CHEVROLET / GMC / HUMMER Vehicle/Model Axle Loc'n Year Description Shaft Shaft Ratio ARB Diameter Spline Part No.