Prefeasibility Report
Total Page:16
File Type:pdf, Size:1020Kb
Load more
Recommended publications
-
Cypriniformes: Cyprinidae) from Kali River, Karnataka Region of Western Ghats, Peninsular India
Iran. J. Ichthyol. (December 2016), 3(4): 266–274 Received: August 14, 2016 © 2016 Iranian Society of Ichthyology Accepted: November 28, 2016 P-ISSN: 2383-1561; E-ISSN: 2383-0964 doi: 10.7508/iji.2016. http://www.ijichthyol.org Description of a new species of large barb of the genus Hypselobarbus (Cypriniformes: Cyprinidae) from Kali River, Karnataka region of Western Ghats, peninsular India Muthukumarasamy ARUNACHALAM*1, Sivadoss CHINNARAJA2, Paramasivan SIVAKUMAR2, Richard L. MAYDEN3 1Manonmaniam Sundaranar University, Sri Paramakalyani Centre for Environmental Sciences, Alwarkurichi–627 412, Tamil Nadu, India. 2Research Department of Zoology, Poompuhar College (Autonomous), Melaiyur-609 107, Sirkali, Nagapattinam dist., Tamil Nadu, India. 3Department of Biology, Saint Louis University, Saint Louis, Missouri 63103, USA. * Email: [email protected] Abstract: A new cyprinid fish, Hypselobarbus kushavali, is described from Kali River, Karnataka, India. Hypselobarbus kushavali is diagnosed from its closest congener, H. dobsoni, by having more upper transverse scale rows, more circumferential scale rows and more lateral line to pelvic scale rows, and from H. bicolor and H. jerdoni by having fewer lateral-line and fewer circumpeduncular scale rows. Diagnostic features for H. kushavali are also provided relative to other species of the genus. Keywords: Cyprinidae, Hypselobarbus kushavali, Distribution, Taxonomy. Zoobank: urn:lsid:zoobank.org:pub:680F325A-0131-47D5-AFD0-E83F7C3D74C3 urn:lsid:zoobank.org:act:C06CDB6B-0969-4D7B-9478-A9E1395596CB Citation: Arunachalam, M.; Chinnaraja, S.; Sivakumar P. & Mayden, R.L. 2016. Description of a new species of large barb of the genus Hypselobarbus (Cypriniformes: Cyprinidae) from Kali River, Karnataka region of Western Ghats, peninsular India. Iranian Journal of Ichthyology 3(4): 266-274. -

Hampi, Badami & Around
SCRIPT YOUR ADVENTURE in KARNATAKA WILDLIFE • WATERSPORTS • TREKS • ACTIVITIES This guide is researched and written by Supriya Sehgal 2 PLAN YOUR TRIP CONTENTS 3 Contents PLAN YOUR TRIP .................................................................. 4 Adventures in Karnataka ...........................................................6 Need to Know ........................................................................... 10 10 Top Experiences ...................................................................14 7 Days of Action .......................................................................20 BEST TRIPS ......................................................................... 22 Bengaluru, Ramanagara & Nandi Hills ...................................24 Detour: Bheemeshwari & Galibore Nature Camps ...............44 Chikkamagaluru .......................................................................46 Detour: River Tern Lodge .........................................................53 Kodagu (Coorg) .......................................................................54 Hampi, Badami & Around........................................................68 Coastal Karnataka .................................................................. 78 Detour: Agumbe .......................................................................86 Dandeli & Jog Falls ...................................................................90 Detour: Castle Rock .................................................................94 Bandipur & Nagarhole ...........................................................100 -

OCCASIO I AL PAPER O. 36 RECORDS of the ZOOLOGICAL SURVEY of INDIA
MISCELLANEOUS PUBLICATION OCCASIO I AL PAPER o. 36 RECORDS OF THE ZOOLOGICAL SURVEY OF INDIA MISCELLANEOUS PUBLICATION OCCASIONAL PAPER No. 36 A SURVEY OF THE CAUVERY RIVER SYSTEM WITH A MAJOR ACCOUNT OF ITS FISH FAUNA BY K. C. Jayaram Zoological Survey C!! India, Oalcutta-700 016 AND T~ Venkateswarlu" M. B. Ragunathan S.kern Regional Station, Zoological Survey of India, Madras 600 028 Edited by the Director, Zoological Survey. of India 1982 ® Copyright 1982, Government of India Published in August, 1982 PRICE: 1 nlana : Rs. 4~.OO Foreign : £ 6.00 $ 9,50 PRINTED ~N INDIA BY THB BANI PRESS, 16 HBMENDRA SBN STRBBT, CALCUTTA-700 006 AND PUBLISHED BY THB DIRBCTOR, ZOOLOGICAL SURVBY OP INDIA, CALCUTTA. RECORDS OF THE ZOOLOGICAL SURVEY OF INDIA Miscellaneous Publication Occasional Paper No. 36 1982 Pages 1-115 CONTENTS PAGE INTRODUCTION 1 WORK PROGRAMME ... 1 AUTHORSHIP ASSIGNMENTS 2 ACKNOWLEDGEMENTS 3 THE CAUVERY RIVER 3 CLIMATE AND VEGETATION 5 TRIBUTARIES 5 COLLECTING STATIONS WITH ECOLOGICAL NOTES 7 MARGINAL AND AQUATIC BIOTA 18 SYSTEMATIC LIST OF CAUVERY FISHES 20 SYSTEMATIC ACCOUNT ••• 28 DISCUSSION 107 CONCLUSIONS AND RECOMMENDATIONS 110 REFERENCES • • . , •• 112 INTRODUCTION Cauvery, Krishna and Godavary rivers constitute the major three ,1.er systems in South India. Geologically they are much older than die Oanga, Indus and Brahmaputra rivers of Northen India. The eco nomic prosperity of the southern states of Andhra Pradesh, Tamil Nadu Kerala and Karnataka is closely intertwined with the water-supply and potentialities of these three rivers. Since historical times their. waters have been extensively utilised for agriculture, fisheries, irrigation and tllYigation purposes. -
Minutes of Meeting Size
Minutes of the 20th Central Sanctioning and Monitoring Committee (CSMC) meeting under Pradhan Manti Awas Yojana (Urban) - Housing for All Mission held on 21st March, 2017 The 20th meeting of the Central Sanctioning and Monitoring Committee (CSMC) under Pradhan Mantri Awas Yojana (Urban) [PMAY(U)] was held on 21st March, 2017 at 10:30 A.M. in the Conference Hall, NBO- Nirman Bhawan, New Delhi, with Secretary, Ministry of Housing and Urban Poverty Alleviation in chair. The list of participants is at Annexure-I. 2. At the outset, Secretary (HUPA) welcomed the participants/representatives from the State Governments, participants/officers of the Ministry and other Departments. 3 Thereafter, Joint Secretary (HFA) introduced the agenda for the meeting. The agenda items also form part of the minutes. The item wise minutes are recorded as follows: 4 Confirmation of the minutes of the 19th CSMC meeting under PMAY (U) held on 20th February, 2017 4.1 The minutes of the 19th CSMC meeting under PMAY (U) held on 20th February, 2017 were confirmed without any amendments. Consideration of Central Assistance for 6 Demonstration Housing Projects 5 submitted by Building Materials and Technology Promotion Council (BMTPC). A. Basic Information: The proposal under consideration of CSMC was for Central Assistance for 6 Demonstration Housing Projects of Bihar, Odisha, Telangana, Uttar Pradesh, Uttarakhand and Tamil Nadu submitted by BMTPC. To showcase the field application of new emerging technologies, the Ministry has written to various State Governments to participate in the “Demonstration Housing Project” through BMTPC as a part of Technology Sub-Mission. Based on the interest shown and land allotted by the State Governments, BMTPC has taken up Demonstration Housing Projects in few States. -

HŒ臬 A„簧綟糜恥sµ, Vw笑n® 22.12.2019 Š U拳 W
||Om Shri Manjunathaya Namah || Shri Kshethra Dhamasthala Rural Development Project B.C. Trust ® Head Office Dharmasthala HŒ¯å A„®ãtÁS®¢Sµ, vw¯ºN® 22.12.2019 Š®0u®± w®lµu® îµ±°ªæX¯Š®N®/ N®Zµ°‹ š®œ¯‡®±N®/w®S®u®± š®œ¯‡®±N® œ®±uµÛ‡®± wµ°Š® wµ°î®±N¯r‡®± ªRq® y®‹°£µ‡®± y®ªq¯ºý® D Nµ¡®w®ºruµ. Cu®Š®ªå 50 î®±q®±Ù 50 Oʺq® œµX®±Ï AºN® y®lµu®î®Š®w®±Ý (¬šµ¶g¬w®ªå r¢›Š®±î®ºqµ N®Zµ°‹/w®S®u®± š®œ¯‡®±N® œ®±uµÛSµ N®xÇ®Õ ïu¯ãœ®Áqµ y®u®ï î®±q®±Ù ®±š®±é 01.12.2019 NµÊ Aw®æ‡®±î¯S®±î®ºqµ 25 î®Ç®Á ï±°Š®u®ºqµ î®±q®±Ù îµ±ªæX¯Š®N® œ®±uµÛSµ N®xÇ®Õ Hš¬.Hš¬.HŒ¬.› /z.‡®±±.› ïu¯ãœ®Áqµ‡µ²ºvSµ 3 î®Ç®Áu® Nµ©š®u® Aw®±„Â®î® î®±q®±Ù ®±š®±é 01.12.2019 NµÊ Aw®æ‡®±î¯S®±î®ºqµ 30 î®Ç®Á ï±°Š®u®ºqµ ) î®±±ºvw® œ®ºq®u® š®ºu®ý®Áw®NµÊ B‡µ±Ê ¯l®Œ¯S®±î®¼u®±. š®ºu®ý®Áw®u® š®Ú¡® î®±q®±Ù vw¯ºN®î®w®±Ý y®äqµã°N®î¯T Hš¬.Hº.Hš¬ î®±²©N® ¯Ÿr x°l®Œ¯S®±î®¼u®±. œ¯cŠ¯u® HŒ¯å A„®ãtÁS®¢Sµ A†Ãw®ºu®wµS®¡®±. Written test Sl No Name Address Taluk District mark Exam Centre out off 100 11 th ward near police station 1 A Ashwini Hospete Bellary 33 Bellary kampli 2 Abbana Durugappa Nanyapura HB hally Bellary 53 Bellary 'Sri Devi Krupa ' B.S.N.L 2nd 3 Abha Shrutee stage, Near RTO, Satyamangala, Hassan Hassan 42 Hassan Hassan. -

1 No. R(2)33/2019-20/PSC Dated : 27/05/19 NOTIFICA
KARNATAKA PUBLIC SERVICE COMMISSION , 'UDYOGA SOUDHA ' BENGALURU - 1 No. R(2)33/2019-20/PSC Dated : 27/05/19 NOTIFICATION ------------ In pursuance of this Office Notification No.R(2)1084/17-18/PSC Dated:23/06/17 the Final Select List of candidates for 100+65(HK) posts of MATHEMATICS TEACHER in the Department of Karnataka Residential Education Institutions Society prepared on the basis of KARNATAKA RESIDENTIAL EDUCATION INSTITUTIONS SOCIETY (C&R) Regulation 2011 as amendment from time to time was published for information of the candidates vide Notification of even number dated 11/02/2018 inviting objections, if any, from candidates within 07 days from date of publication. The objections received within the stipulated time have been examined and the Final Selection list is here by published for information of the candidates. Appointing Authority : EXECUTIVE DIRECTOR Name of the Department : Karnataka Residential Education Institutions Society RESIDUAL PARENT CADRE ------------------------------------------------------------------------------------- SL.NO. NAME OF THE CANDIDATE REG.NO. D_O_B RESVN. TPERS QUALIFICATION ------------------------------------------------------------------------------------- 1 RAVI BALAGAPPANAVAR 1285828 01/06/94 GM/2A/RL 53.89 A R BALAGAPPANAVAR B.Sc with Mathematics AT POST ITAGI B.Ed in Science KHANAPUR BELAGAVI 591112 2 RAJEEV YARADONI 1296121 25/01/87 GM/KMS 53.42 S/O PRAHLAD YARADONI B.Sc with Mathematics NEAR SHRI RAMDEV TEMPLE B.Ed in Science WARD NO. 03 ; MARKET ROAD; ILKAL BAGALKOT 587125 3 MANJUNATH 1313147 01/03/91 GM/2A/RL 51.48 S/O MALLIKARJUN PATTAR B.Sc with Mathematics AT POST YALAGOD B.Ed in Science TQ JEWARGI KALABURAGI 585325 4 SATISHKUMAR BHIMAPPA TANVASHI 1215636 01/06/89 GM/3B/RL 51.38 AT POST ADAHALLI ( TANVASHI TOTA ) B.Sc with Mathematics TQ ATHANI B.Ed in Science DIST BELAGAVI BELAGAVI 591304 ------------------------------------------------------------------------------------- SL.NO. -

Hadagalli.Pdf
MLA Constituency Name Mon Aug 24 2015 Hadagalli Elected Representative :P. T. Parameshwaranaik Political Affiliation :Indian National Congress Number of Government Schools in Report :166 KARNATAKA LEARNING PARTNERSHIP This report is published by Karnataka Learning Partnership to provide Elected Representatives of Assembly and Parliamentary constituencies information on the state of toilets, drinking water and libraries in Government Primary Schools. e c r s u k o o S t o r e l e B i t o a h t t t T e i e W l l i n i W g o o o y y n T T i r r m k s a a s r r l m y n r i b b i o o r i i District Block Cluster School Name Dise Code C B G L L D BELLARY HADAGALI HADAGALI GHPS HONNURU 29120204202 Tap Water GRAMINA BELLARY HADAGALI HADAGALI GHPS RAJWALA 29120204701 Hand Pumps GRAMINA BELLARY HADAGALI HADAGALI GHPS KAGANOOR 29120203001 Tap Water GRAMINA BELLARY HADAGALI HADAGALI GHPS KOILARA GATTI 29120202701 Tap Water GRAMINA BELLARY HADAGALI HADAGALI GHPS THIMMALAPURA-63 29120204702 Others GRAMINA BELLARY HADAGALI HADAGALI GHPS HONNA NAYAKANA HALLI 29120202804 Well GRAMINA BELLARY HADAGALI HADAGALI GLPS KOILARA GATTI THANDA 29120202702 Tap Water GRAMINA BELLARY HADAGALI HADAGALI GLPS NAVNAGAR KOMBLI 29120202805 Tap Water GRAMINA BELLARY HADAGALI HADAGALI GMHPS KOMBLI 29120202802 Tap Water GRAMINA BELLARY HADAGALI HADAGALI GMHPS NAVALI 29120204201 Tap Water GRAMINA BELLARY HADAGALI HAGARANOORU GHPS CHIKKA KOLACHI 29120201701 Tap Water BELLARY HADAGALI HAGARANOORU GHPS GUJANOORU 29120200802 Tap Water BELLARY HADAGALI HAGARANOORU GHPS HAGARNUR -
Of 426 AUTO YEAR IVPR SRL PAGE DOB NAME ADDRESS STATE PIN
Page 1 of 426 AUTO YEAR IVPR_SRL PAGE DOB NAME ADDRESS STATE PIN REG_NUM QUALIF MOBILE EMAIL 7356 1994S 2091 345 28.04.49 KRISHNAMSETY D-12, IVRI, QTRS, HEBBAL, KARNATAKA VCI/85/94 B.V.Sc./APAU/ PRABHODAS BANGALORE-580024 KARNATAKA 8992 1994S 3750 425 03.01.43 SATYA NARAYAN SAHA IVRI PO HA FARM BANGALORE- KARNATAKA VCI/92/94 B.V.Sc. & 24 KARNATAKA A.H./CU/66 6466 1994S 1188 295 DINTARAN PAL ANIMAL NUTRITION DIV NIANP KARNATAKA 560030 WB/2150/91 BVSc & 9480613205 [email protected] ADUGODI HOSUR ROAD AH/BCKVV/91 BANGALORE 560030 KARNATAKA 7200 1994S 1931 337 KAJAL SANKAR ROY SCIENTIST (SS) NIANP KARNATAKA 560030 WB/2254/93 BVSc&AH/BCKVV/93 9448974024 [email protected] ADNGODI BANGLORE 560030 m KARNATAKA 12229 1995 2593 488 26.08.39 KRISHNAMURTHY.R,S/ #1645, 19TH CROSS 7TH KARNATAKA APSVC/205/94,VCI/61 BVSC/UNI OF 080 25721645 krishnamurthy.rayakot O VEERASWAMY SECTOR, 3RD MAIN HSR 7/95 MADRAS/62 09480258795 [email protected] NAIDU LAYOUT, BANGALORE-560 102. 14837 1995 5242 626 SADASHIV M. MUDLAJE FARMS BALNAD KARNATAKA KAESVC/805/ BVSC/UAS VILLAGE UJRRHADE PUTTUR BANGALORE/69 DA KA KARANATAKA 11694 1995 2049 460 29/04/69 JAMBAGI ADIGANGA EXTENSION AREA KARNATAKA 591220 KARNATAKA/2417/ BVSC&AH 9448187670 shekharjambagi@gmai RAJASHEKHAR A/P. HARUGERI BELGAUM l.com BALAKRISHNA 591220 KARANATAKA 10289 1995 624 386 BASAVARAJA REDDY HUKKERI, BELGAUM DISTT. KARNATAKA KARSUL/437/ B.V.SC./GAS 9241059098 A.I. KARANATAKA BANGALORE/73 14212 1995 4605 592 25/07/68 RAJASHEKAR D PATIL, AMALZARI PO, BILIGI TQ, KARNATAKA KARSV/2824/ B.V.SC/UAS S/O DONKANAGOUDA BIJAPUR DT. -

Karnataka - India
WORKING DOCUMENT NOT to be quoted MASSCOTE Shimoga January 2007 Modernization Strategy for Irrigation Management KARNATAKA - INDIA BHADRA PROJECT :25.,1*'2&80(17>@ 1 WORKING DOCUMENT NOT to be quoted CURRENCY EQUIVALENTS Currency Unit = Indian Rupee (Rs) US$1.0 = Rs 45.34 MEASURES AND EQUIVALENTS 1 meter = 3.28 feet 1 ha = 2.47 acres 1 km = 0.620 miles 1 cubic meter (m3) = 35.310 cubic feet 1 million acre foot (MAF) = 1.234 Billion cubic meter (Bm3) 1 cubic feet per second (cusec) = 28.5 litre per second (l/s) = 0.0285 cubic meter per second (m3/s) TMC = Thousand Million Cubic Feet = 28.3 Million Cubic Meters MCM = Million Cubic Meter ABBREVIATIONS AND ACRONYMS AGLW Agriculture Water Resources Development and Management Service of the Land and Water Development Division of FAO CA Command Area CCA Culturable Command Area CR Cross regulator DO Direct outlet FAO Food and Agriculture Organization FO Farmer Organization GCA Gross Command Area ITRC Irrigation Training and Research Centre (California Polytechnic University) KNNL LMA Local Management Agency MAF Million Acre Feet MASSCOTE M&E Monitoring and Evaluation NCA Net Command Area (irrigable) O&M Operations and Maintenance OFWM On-Farm Water Management RAP Rapid Appraisal Procedure WUA Water Users Association 2 WORKING DOCUMENT NOT to be quoted Introduction and Background.....................................................................................................5 1. THE MASSCOTE APPROACH .......................................................................................... -

D1.1 Mission Report Bhadra Dam and Reservoir Karnataka, India
D1.1 Mission report Bhadra dam and reservoir Karnataka, India Deltares in cooperation with iPresas, SkyGeo and Royal Eijkelkamp Mrs. Jessica Castillo Mr. Joris Benninga Mr. Leon van Hamersveld Mr. Min Xu Mr. Ton Peters 11200775-001 © Deltares, 2017, B 11200775-001-GEO-0001, Version 03,30 May 2017, final Deltares Keywords Bhadra dam, dam safety, water reservoir, Operation & Maintenance, emergency response, PS-lnSAR satellite imaging, online monitoring system, risk-informed dam safety management, FEWS forecasting. Summary The water reservoirs in India are of vital importance to the cities and urban areas. They provide water for irrigation of the land (food production), are used to generate electricity (water and energy) and offer protection against flooding (safety). Often, the dams are aging, but are also facing different circumstances than when designed, due to changes in land use, socio-economic developments and climate change. The goal of the DAMSAFE pilot project is to contribute to enhancing dam safety and water management in India by introducing innovative technologies that improve forecasting of dam and reservoir behaviour. This will contribute to optimization of water management, Operation and Maintenance (O&M) and emergency response. The main stakeholders to the project in India are the Karnataka Water Resources Department (KaWRD) and the Central Water Commission (CWC) in New Delhi. The DAMSAFE consortium consists of Deltares (coordinator), Royal Eijkelkamp, SkyGeo and iPresas. This document presents a summary report on activities and meetings in February 2017, including the inception meeting, a site visit to the Bhadra dam and a working session on dam failure mode identification. Next to that a monitoring system for the dam and reservoir is designed based on identified failure mechanism and goals of the project. -

List of Life Members As on 20Th January 2021
LIST OF LIFE MEMBERS AS ON 20TH JANUARY 2021 10. Dr. SAURABH CHANDRA SAXENA(2154) ALIGARH S/O NAGESH CHANDRA SAXENA POST HARDNAGANJ 1. Dr. SAAD TAYYAB DIST ALIGARH 202 125 UP INTERDISCIPLINARY BIOTECHNOLOGY [email protected] UNIT, ALIGARH MUSLIM UNIVERSITY ALIGARH 202 002 11. Dr. SHAGUFTA MOIN (1261) [email protected] DEPT. OF BIOCHEMISTRY J. N. MEDICAL COLLEGE 2. Dr. HAMMAD AHMAD SHADAB G. G.(1454) ALIGARH MUSLIM UNIVERSITY 31 SECTOR OF GENETICS ALIGARH 202 002 DEPT. OF ZOOLOGY ALIGARH MUSLIM UNIVERSITY 12. SHAIK NISAR ALI (3769) ALIGARH 202 002 DEPT. OF BIOCHEMISTRY FACULTY OF LIFE SCIENCE 3. Dr. INDU SAXENA (1838) ALIGARH MUSLIM UNIVERSITY, ALIGARH 202 002 HIG 30, ADA COLONY [email protected] AVANTEKA PHASE I RAMGHAT ROAD, ALIGARH 202 001 13. DR. MAHAMMAD REHAN AJMAL KHAN (4157) 4/570, Z-5, NOOR MANZIL COMPOUND 4. Dr. (MRS) KHUSHTAR ANWAR SALMAN(3332) DIDHPUR, CIVIL LINES DEPT. OF BIOCHEMISTRY ALIGARH UP 202 002 JAWAHARLAL NEHRU MEDICAL COLLEGE [email protected] ALIGARH MUSLIM UNIVERSITY ALIGARH 202 002 14. DR. HINA YOUNUS (4281) [email protected] INTERDISCIPLINARY BIOTECHNOLOGY UNIT ALIGARH MUSLIM UNIVERSITY 5. Dr. MOHAMMAD TABISH (2226) ALIGARH U.P. 202 002 DEPT. OF BIOCHEMISTRY [email protected] FACULTY OF LIFE SCIENCES ALIGARH MUSLIM UNIVERSITY 15. DR. IMTIYAZ YOUSUF (4355) ALIGARH 202 002 DEPT OF CHEMISTRY, [email protected] ALIGARH MUSLIM UNIVERSITY, ALIGARH, UP 202002 6. Dr. MOHAMMAD AFZAL (1101) [email protected] DEPT. OF ZOOLOGY [email protected] ALIGARH MUSLIM UNIVERSITY ALIGARH 202 002 ALLAHABAD 7. Dr. RIAZ AHMAD(1754) SECTION OF GENETICS 16. -
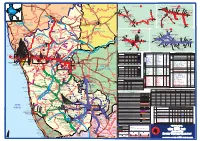
A1 SYSTEM MAP 2021.Cdr
TO TO PUNE (PA) LATUR TO Eó®Ò¨ÉxÉMÉ® TO NANDED ROHA 0.000, 191.590(CST) DAUND JN.(DD) PARBHANI JN. ÊxÉVÉɨÉɤÉÉn 267.180(CST) KARIMNAGAR TO ENLARGEMENT AT A C NIZAMABAD MUMBAI ENLARGEMENT AT =º¨ÉÉxÉɤÉÉn HOSAPETE JN. (HPT) 143.261, 0.000(AVC) TORANAGALLU JN. (TNGL) NH 7 BAYALU VODDIGERI OSMANABAD 141.798 (BYO)161.530 175.700, 0.000(RNJP) MARMAGAO HARBOUR TO TO PAPINAYAKANAHALLI (MRH) 111.870 BALLARI CANTT. KURDUWADI JN. (KWV) MIRAJ HUBBALLI JN. (PKL)156.510 DAROJI (BYC) 202.940 376.28(CST) GADIGANURU (DAJ) 181.270 KONKAN RAILWAY MUNIRABAD (MRB) 137.290 (GNR)168.470 BELLARY CANTONMENT (H) VASCO-DA-GAMA 204.100 BARAMATI TO HOSAPETE BYE PASS LINE INDIA (VSG) 108.458 2.510 310.880(CST) KAZIPET JN. BALLARI JN. (BAY) TUNGA BHADRA DAM (TBDM) 5.020 KUDATINI 208.060, 0.000(RDG) KARIGANURU (KDN)188.230 DABOLIM (H) SWR LIMIT XX VERNA (KGW)149.605 174.105 KHED (DBM) 103.384 VYASANAKERI (VYS) 10.300 ºÉiÉÉ®É BIDAR (BIDR) TORANAGALLU 1.658 212.000 SOLAPUR (SUR) ¨ÉänE SWR LIMIT VYASA COLONY JN(VC) NH 9 ¤ÉÒn® 90.780 92.500 BYE PASS LINE TO BHIMA 454.970, 299.440(GDG) 16.218,0.000(SMLI) BALLARI SATARA SANKAVAL GUNTAKAL JN. XX RIVER MEDAK SWR LIMIT MAJORDA JN. (MJO) GUNJI (GNJ) MARIYAMMANAHALLI (H) (MMI) 21.930 BANNIHATTI BYE PASS LINE BIDAR XX (SKVL) 100.391 572.990 ¶ÉÉä±ÉÉ{ÉÖ® XX 109.110 (BNHT) 9.020 HOTGI JN. (HG) 435.730(ROHA/KRCL) HAMPAPATNAM (H) RAMGAD HADDINAGUNDU XX NH 9 470.040, 284.090(GDG) 91.500(LD) (HPM) 33.170 (RMGD) 13.122 (HDD) 214.680 SOLAPUR CANSAULIM TINAIGHAT TO OBALAPURAM CHIPLUN SWR LIMIT SANJUJE- DA- AREYAL (H) 0 (CSM) 95.873 (TGT) 11.640 HUBBALLI YESHWANTH NAGAR (OBM) 15.40 281.900 HUMNABAD XX (SJDA)79.655 SULERJAVALGE (H) (SLGE) 271.520 CASTLEROCK (YTG) 23.992 TPURA XX VALI (H) (SRVX) RANJI RAM (HMBD) 37.207 SURA (CLR) 24.500 HAGARIBOMMANAHALLI SOMALAPU 439.020, 88.210(LD) (RNJP) 23.020 30.860 TADWAL (TVL) 264.180 (HBI) 43.470 (SLM) SOUTH WESTERN RAILWAY Eó±É¤ÉÙ®MÉÒ SECUNDERABAD JN.